Файл: Изучение электрооборудования и электросхемы вертикальносверлильного станка 2HI25.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 07.11.2023
Просмотров: 41
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Министерство науки высшего образования
ФГБОУ ВО тульский государственный университет
Технический колледж имени С.И.Мосина
Практическая работа №2
по дисциплине «Электрооборудование промышленных и гражданских зданий»
на тему: «Изучение электрооборудования и электросхемы вертикально-сверлильного станка 2HI25»
Разработал студент:
Лореттов Денис Дмитриевич группы 3-080209-2
Специальность: Монтаж, наладка и эксплуатация электрооборудования промышленных и гражданских зданий.
Проверил: Базыль Илья Михайлович
Тула 2023 г.
2Н125 станок вертикально-сверлильный универсальный одношпиндельный. Назначение и область применения.
Станок сверлильный вертикальный 2Н125 (ТУ 2-024-4645-79) заменил в производстве устаревшую модель 2А125.
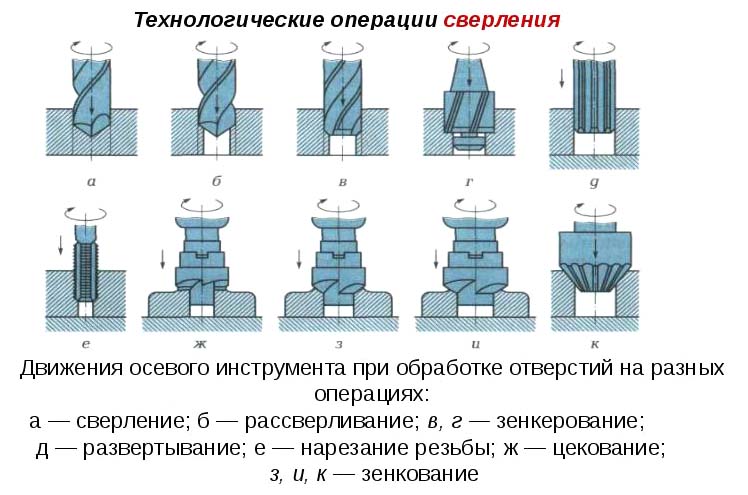
Вертикально-сверлильный станок 2Н125, с условным диаметром сверления 25 мм, используется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания, нарезания резьб и подрезки торцев ножами.
Сверлильный станок 2Н125 допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Принцип работы и особенности конструкции станка
Станок 2Н125 относится к конструктивной гамме вертикально-сверлильных станков средних размеров (2Н118, 2Н125, 2Н125Л, 2Н135, 2Н150, 2Г175) с условным диаметром сверления соответственно 18, 25, 35, 50 и 75 мм. По сравнению с ранее выпускавшимися станками (с индексом А) станки новой гаммы имеют более удобное расположение рукояток управления коробками скоростей и подач, лучший внешний вид, более простую технологию сборки и механической обработки ряда ответственных деталей, более совершенную систему смазки. Агрегатная компоновка и возможность автоматизации цикла обеспечивают создание на их базе специальных станков.
Пределы чисел оборотов и подач шпинделя позволяют обрабатывать различные виды отверстий на рациональных режимах резания.
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Вертикально-сверлильные станки 2Н125 снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя.
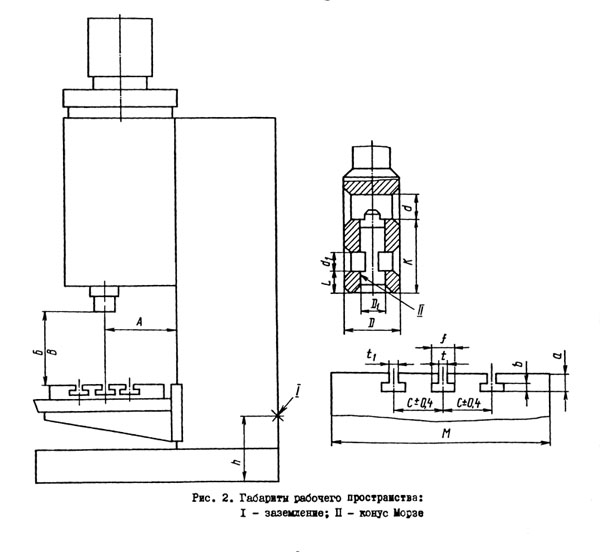
Габарит рабочего пространства сверлильного станка 2Н125
Общий вид сверлильного станка 2Н125

Расположение основных частей сверлильного станка 2Н125
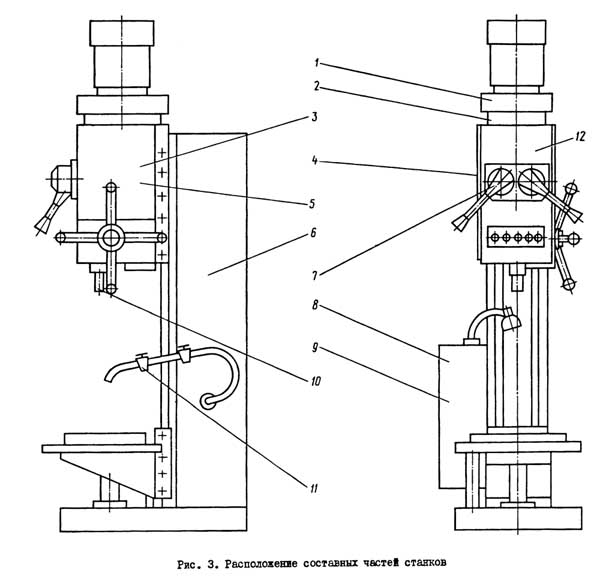
Обозначение основных частей сверлильного станка 2Н125
-
Привод сверлильного станка - 2Н125.21.000
-
Коробка скоростей станка - 2Н125.20.000
-
Насос плунжерный масляный - 2Н125.24.000 для станка 2Н125
-
Насос плунжерный масляный - 2Н135.24.000
-
Коробка подач - 2Н125.30.000
-
Колонна, стол, плита - 2Н125.10.000
-
Механизм управления скоростями и подачами - 2Н125.25.000
-
Электрошкаф - 2Н125.72.000
-
Электрооборудование - 2Н125.94.000
-
Шпиндель в сборе - 2Н125.50.000
-
Система охлаждения станка - 2Н125.80.000
-
Сверлильная головка - 2Н125.40.000
Расположение органов управления сверлильным станком 2Н125
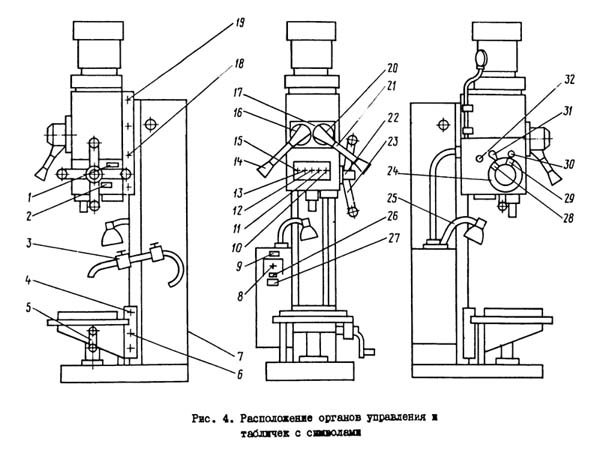
Перечень органов управления сверлильного станка 2Н125
-
Табличка - "Заполнение" СОЖ
-
Табличка - "Слив"
-
Кран включения охлаждения
-
+ 19 Болты для регулировки клина стола и сверлильной головки
-
Рукоятка перемещения стола
-
Винты зажима стола и сверлильной головки
-
Табличка - "Заземление"
-
Вводный выключатель
-
Табличка - "Главный переключатель"
-
Сигнальная кнопка СТАНОК ВКЛЮЧЕН
-
Кнопка включения правого вращения шпинделя
-
Кнопка включения левого вращения шпинделя
-
Кнопка включения качательного движения шпинделя при переключении скоростей и подач
-
Рукоятка переключения скоростей
-
Кнопка СТОП
-
Табличка - "Частота вращения"
-
Табличка - "Менять скорость только при остановке"
-
Винты зажима стола и сверлильной головки
-
+4 Болты для регулировки клина стола и сверлильной головки
-
Табличка - "Подача, мм за одни оборот"
-
Рукоятка переключения подач
-
Кнопка включения ручной подачи
-
Штурвал механизма подач
-
Лимб для отсчета глубины обработки
-
Выключатель освещения
-
Табличка - "Охлаждение"
-
Выключатель насоса охлаждения
-
Кулачок для настройки глубины обработки
-
Кулачок для настройки глубины нарезаемой резьбы
-
Рычаг автоматического реверсирования главного привода при достижении заданной глубины нарезаемой резьбы
-
Рычаг отключения механической подачи при достижении заданной глубины обработки
-
Квадрат для ручного перемещения сверлильной головки
Указания по эксплуатации
Предохранительная муфта механизма подачи отрегулирована по осевому усилию на шпинделе на 15% больше допускаемого. Для регулировки муфты необходимо снять правую верхнюю крышку сверлильной головки и гайкой на червяке уменьшить или увеличить натяжение пружины.
Направляющие стола регулируются винтами на правой стороне стола. Зажим стола осуществляется винтом с квадратом, расположенным с правой стороны стола, и рукояткой подъема стола.
Направляющие сверлильной головки регулируются винтами, расположенными на правой боковой поверхности направляющих, сама головка зажимается винтом с квадратом на этой же стороне рукояткой подъема стола.
Для подтяжки пружины противовеса нужно отвернуть пробку на дне сверлильной головки, слить масло из резервуара, поворотом винта подтянуть пружину.
Кинематическая схема сверлильного станка 2Н125
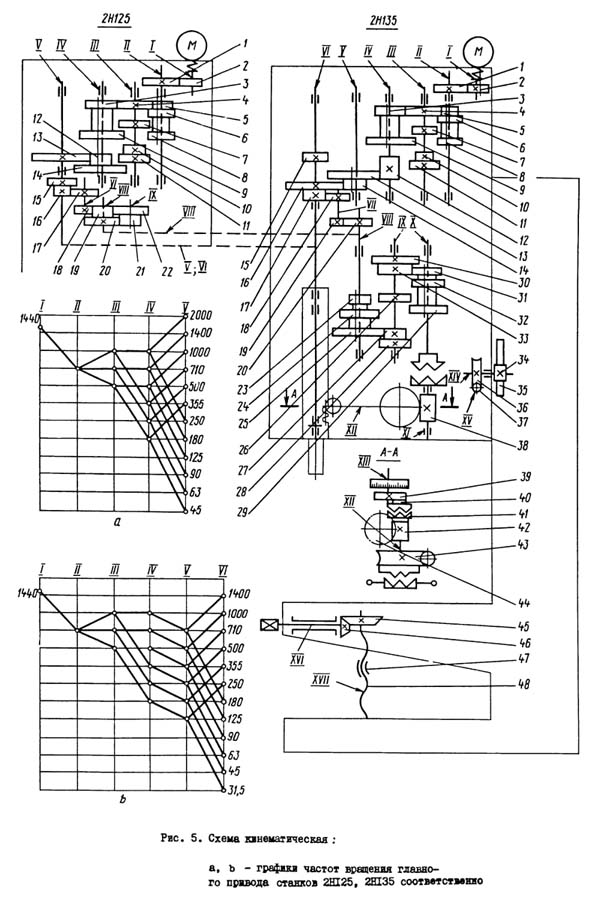
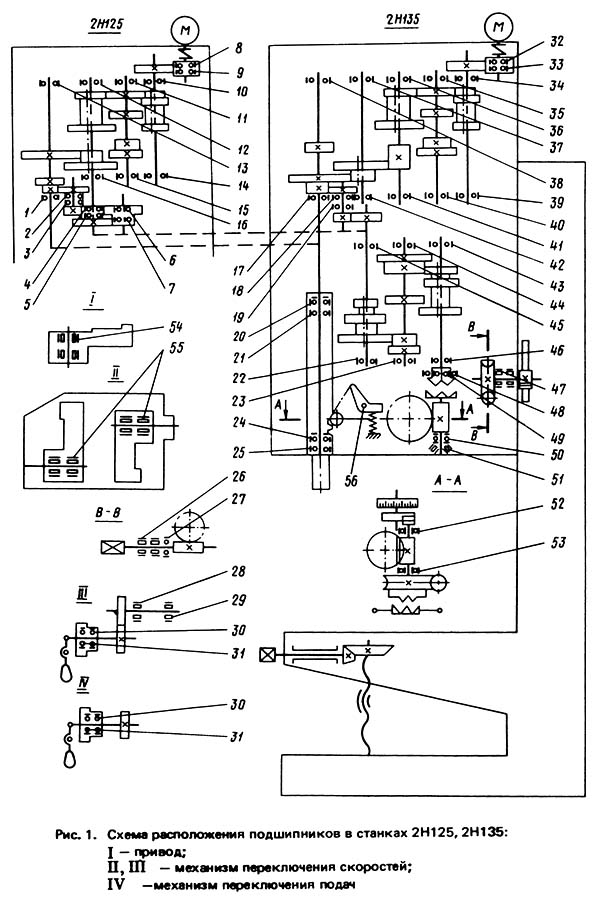
Схема расположения подшипников сверлильного станка 2Н125
Описание основных узлов сверлильного станка 2Н125
Коробка скоростей сверлильного станка 2Н125
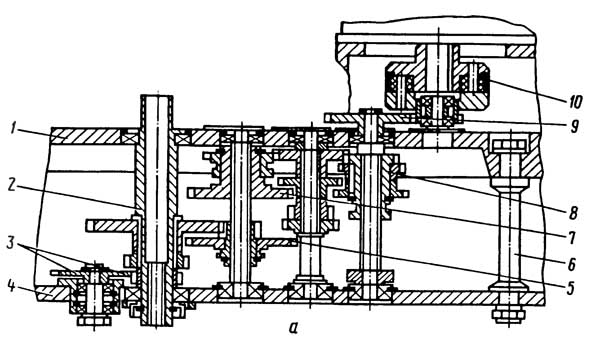
Коробка скоростей и привод. Коробка скоростей сообщает шпинделю 12 различных частот вращения с помощью передвижных блоков 5, 7, 8. Опоры валов коробки размещены в двух плитах - верхней и нижней 4, скрепленных между собой четырьмя стяжками 6. Коробка скоростей приводится во вращение вертикально расположенным электродвигателем через эластическую муфту 10 и зубчатую передачу 9. Последний вал 2 коробки - гильза - имеет шлицевое отверстие, через которое вращение передается.
Через зубчатую пару 3 вращение передается на коробку подач.
Смазка коробки скоростей, как и всех сборочных единиц сверлильной головки, производится от плунжерного насоса, закрепленного на нижней плите 4. Работа насоса контролируется специальным маслоуказателем на лобовой части подмоторной плиты.
Механизм управления скоростями и подачами сверлильного станка 2Н125
Механизм переключения скоростей и подач сверлильного станка 2Н125
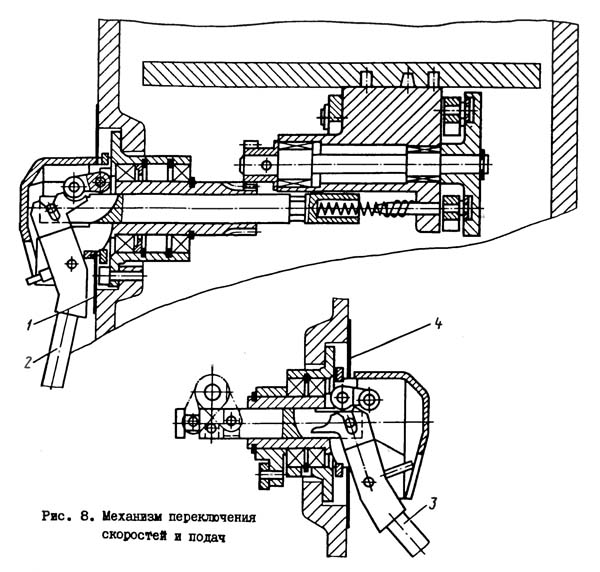
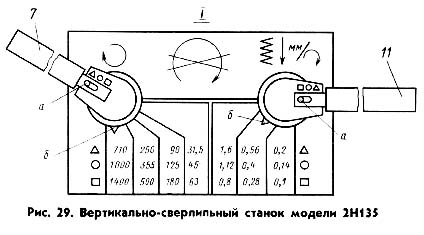
Механизм переключения скоростей и подач. Переключение скоростей производится рукояткой 2, которая имеет четыре положения по окружности и три вдоль оси, переключение подач осуществляется рукояткой 3, имеющей три положения по окружности для станков моделей 2Н135 и четыре для 2Н150, и три положения вдоль оси. Рукоятки расположены на лобовой стороне сверлильной головки.
Коробка подач сверлильного станка 2Н125
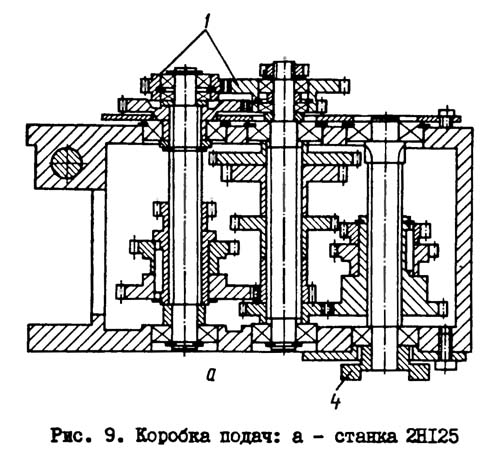
Коробка подач. Механизм смонтирован в отдельном корпусе и устанавливается в сверлильной головке. За счет перемещения двух тройных блоков шестерен осуществляются девять различных подач на станках 2Н125, 2Н135 и двенадцать подач на станке 2Н150. На станках 2Н125 и 2Н135 коробки подач отличаются только приводом, который состоит на станке 2Н125 из зубчатых колес 1, на станках 2Н125, 2Н135 - из зубчатых колес 2, 3 - соответственно. Коробка подач смонтирована в расточке верхней опоры червяка механизма подач. На последнем валу коробки посажена муфта 4, передающая вращение червяку.
Регулировка сверлильного станка 2Н125
Шпиндель в сборе вертикально-сверлильного станка 2Н125
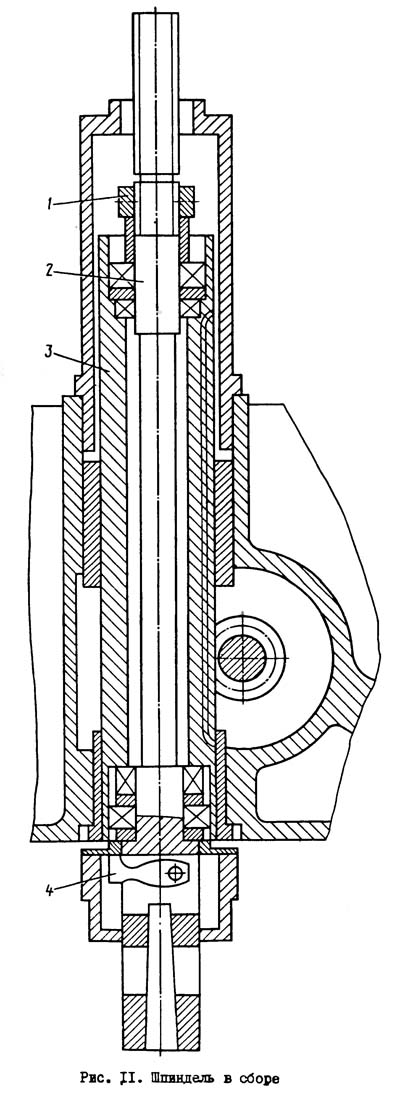
Шпиндель 2 смонтирован на 4-х шарикоподшипниках. Осевое усилие подачи воспринимается нижним упорным подшипником, а усилия выбивке инструмента - верхним. Подшипники расположены в гильзе 3, которая с помощью реечной пары перемещается вдоль оси. Регулировка подшипников шпинделя осуществляется гайкой 1.
Для выбивки инструмента служит специальное приспособление на головке шпинделя. Выбивка происходит при подъеме шпинделя штурвалом. Обойма приспособления упирается в корпус сверлильной головки, и рычаг 4, поворачиваясь вокруг оси; выбивает инструмент.
Для регулирования упорного подшипника шпинделя необходимо:
-
отвернуть пробку на лицевой части сверлильной головки станка 2Н125 или крышку на 2Н135 и 2Н150;
-
шпиндель установить так, чтобы стопор в гайке был совмещен с отверстием;
-
отпустить стопор и, повертывая шпиндель, совместить отверстие в гайке с отверстием сверлильной головки;
-
вставив в отверстие гайки цилиндрический стержень, провернуть шпиндель против часовой стрелки до ликвидации осевого люфта и завернуть стопор гайки.
Электрооборудование и электрическая схема сверлильного станка 2Н125
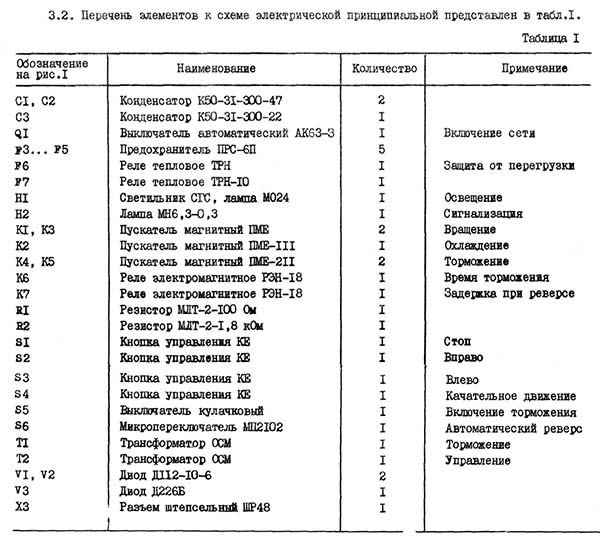
Краткая характеристика электрооборудования:
Электрооборудование станков включает в себя трехфазный короткозамкнутый асинхронный электродвигатель вращения и рабочей подачи шпинделя, электронасос охлаждения, электроаппаратуру управления.
Величины напряжений переменного тока могут быть следующие:
-
силовая цепь 3
50 Гц, 220, 380, 400, 415, 440 и 500 В;
Министерство науки высшего образования
ФГБОУ ВО тульский государственный университет
Технический колледж имени С.И.Мосина
Практическая работа №2
по дисциплине «Электрооборудование промышленных и гражданских зданий»
на тему: «Изучение электрооборудования и электросхемы вертикально-сверлильного станка 2HI25»
Разработал студент:
Лореттов Денис Дмитриевич группы 3-080209-2
Специальность: Монтаж, наладка и эксплуатация электрооборудования промышленных и гражданских зданий.
Проверил: Базыль Илья Михайлович
Тула 2023 г.
2Н125 станок вертикально-сверлильный универсальный одношпиндельный. Назначение и область применения.
Станок сверлильный вертикальный 2Н125 (ТУ 2-024-4645-79) заменил в производстве устаревшую модель 2А125.
Вертикально-сверлильный станок 2Н125, с условным диаметром сверления 25 мм, используется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания, нарезания резьб и подрезки торцев ножами.
Сверлильный станок 2Н125 допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Принцип работы и особенности конструкции станка
Станок 2Н125 относится к конструктивной гамме вертикально-сверлильных станков средних размеров (2Н118, 2Н125, 2Н125Л, 2Н135, 2Н150, 2Г175) с условным диаметром сверления соответственно 18, 25, 35, 50 и 75 мм. По сравнению с ранее выпускавшимися станками (с индексом А) станки новой гаммы имеют более удобное расположение рукояток управления коробками скоростей и подач, лучший внешний вид, более простую технологию сборки и механической обработки ряда ответственных деталей, более совершенную систему смазки. Агрегатная компоновка и возможность автоматизации цикла обеспечивают создание на их базе специальных станков.
Пределы чисел оборотов и подач шпинделя позволяют обрабатывать различные виды отверстий на рациональных режимах резания.
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Вертикально-сверлильные станки 2Н125 снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя.
Габарит рабочего пространства сверлильного станка 2Н125
Общий вид сверлильного станка 2Н125
Расположение основных частей сверлильного станка 2Н125
Обозначение основных частей сверлильного станка 2Н125
-
Привод сверлильного станка - 2Н125.21.000
-
Коробка скоростей станка - 2Н125.20.000
-
Насос плунжерный масляный - 2Н125.24.000 для станка 2Н125
-
Насос плунжерный масляный - 2Н135.24.000
-
Коробка подач - 2Н125.30.000
-
Колонна, стол, плита - 2Н125.10.000
-
Механизм управления скоростями и подачами - 2Н125.25.000
-
Электрошкаф - 2Н125.72.000
-
Электрооборудование - 2Н125.94.000
-
Шпиндель в сборе - 2Н125.50.000
-
Система охлаждения станка - 2Н125.80.000
-
Сверлильная головка - 2Н125.40.000
Расположение органов управления сверлильным станком 2Н125
Перечень органов управления сверлильного станка 2Н125
-
Табличка - "Заполнение" СОЖ
-
Табличка - "Слив"
-
Кран включения охлаждения
-
+ 19 Болты для регулировки клина стола и сверлильной головки
-
Рукоятка перемещения стола
-
Винты зажима стола и сверлильной головки
-
Табличка - "Заземление"
-
Вводный выключатель
-
Табличка - "Главный переключатель"
-
Сигнальная кнопка СТАНОК ВКЛЮЧЕН
-
Кнопка включения правого вращения шпинделя
-
Кнопка включения левого вращения шпинделя
-
Кнопка включения качательного движения шпинделя при переключении скоростей и подач
-
Рукоятка переключения скоростей
-
Кнопка СТОП
-
Табличка - "Частота вращения"
-
Табличка - "Менять скорость только при остановке"
-
Винты зажима стола и сверлильной головки
-
+4 Болты для регулировки клина стола и сверлильной головки
-
Табличка - "Подача, мм за одни оборот"
-
Рукоятка переключения подач
-
Кнопка включения ручной подачи
-
Штурвал механизма подач
-
Лимб для отсчета глубины обработки
-
Выключатель освещения
-
Табличка - "Охлаждение"
-
Выключатель насоса охлаждения
-
Кулачок для настройки глубины обработки
-
Кулачок для настройки глубины нарезаемой резьбы
-
Рычаг автоматического реверсирования главного привода при достижении заданной глубины нарезаемой резьбы
-
Рычаг отключения механической подачи при достижении заданной глубины обработки
-
Квадрат для ручного перемещения сверлильной головки
Указания по эксплуатации
Предохранительная муфта механизма подачи отрегулирована по осевому усилию на шпинделе на 15% больше допускаемого. Для регулировки муфты необходимо снять правую верхнюю крышку сверлильной головки и гайкой на червяке уменьшить или увеличить натяжение пружины.
Направляющие стола регулируются винтами на правой стороне стола. Зажим стола осуществляется винтом с квадратом, расположенным с правой стороны стола, и рукояткой подъема стола.
Направляющие сверлильной головки регулируются винтами, расположенными на правой боковой поверхности направляющих, сама головка зажимается винтом с квадратом на этой же стороне рукояткой подъема стола.
Для подтяжки пружины противовеса нужно отвернуть пробку на дне сверлильной головки, слить масло из резервуара, поворотом винта подтянуть пружину.
Кинематическая схема сверлильного станка 2Н125
Схема расположения подшипников сверлильного станка 2Н125
Описание основных узлов сверлильного станка 2Н125
Коробка скоростей сверлильного станка 2Н125
Коробка скоростей и привод. Коробка скоростей сообщает шпинделю 12 различных частот вращения с помощью передвижных блоков 5, 7, 8. Опоры валов коробки размещены в двух плитах - верхней и нижней 4, скрепленных между собой четырьмя стяжками 6. Коробка скоростей приводится во вращение вертикально расположенным электродвигателем через эластическую муфту 10 и зубчатую передачу 9. Последний вал 2 коробки - гильза - имеет шлицевое отверстие, через которое вращение передается.
Через зубчатую пару 3 вращение передается на коробку подач.
Смазка коробки скоростей, как и всех сборочных единиц сверлильной головки, производится от плунжерного насоса, закрепленного на нижней плите 4. Работа насоса контролируется специальным маслоуказателем на лобовой части подмоторной плиты.
Механизм управления скоростями и подачами сверлильного станка 2Н125
Механизм переключения скоростей и подач сверлильного станка 2Н125
Механизм переключения скоростей и подач. Переключение скоростей производится рукояткой 2, которая имеет четыре положения по окружности и три вдоль оси, переключение подач осуществляется рукояткой 3, имеющей три положения по окружности для станков моделей 2Н135 и четыре для 2Н150, и три положения вдоль оси. Рукоятки расположены на лобовой стороне сверлильной головки.
Коробка подач сверлильного станка 2Н125
Коробка подач. Механизм смонтирован в отдельном корпусе и устанавливается в сверлильной головке. За счет перемещения двух тройных блоков шестерен осуществляются девять различных подач на станках 2Н125, 2Н135 и двенадцать подач на станке 2Н150. На станках 2Н125 и 2Н135 коробки подач отличаются только приводом, который состоит на станке 2Н125 из зубчатых колес 1, на станках 2Н125, 2Н135 - из зубчатых колес 2, 3 - соответственно. Коробка подач смонтирована в расточке верхней опоры червяка механизма подач. На последнем валу коробки посажена муфта 4, передающая вращение червяку.
Регулировка сверлильного станка 2Н125
Шпиндель в сборе вертикально-сверлильного станка 2Н125
Шпиндель 2 смонтирован на 4-х шарикоподшипниках. Осевое усилие подачи воспринимается нижним упорным подшипником, а усилия выбивке инструмента - верхним. Подшипники расположены в гильзе 3, которая с помощью реечной пары перемещается вдоль оси. Регулировка подшипников шпинделя осуществляется гайкой 1.
Для выбивки инструмента служит специальное приспособление на головке шпинделя. Выбивка происходит при подъеме шпинделя штурвалом. Обойма приспособления упирается в корпус сверлильной головки, и рычаг 4, поворачиваясь вокруг оси; выбивает инструмент.
Для регулирования упорного подшипника шпинделя необходимо:
-
отвернуть пробку на лицевой части сверлильной головки станка 2Н125 или крышку на 2Н135 и 2Н150;
-
шпиндель установить так, чтобы стопор в гайке был совмещен с отверстием;
-
отпустить стопор и, повертывая шпиндель, совместить отверстие в гайке с отверстием сверлильной головки;
-
вставив в отверстие гайки цилиндрический стержень, провернуть шпиндель против часовой стрелки до ликвидации осевого люфта и завернуть стопор гайки.
Электрооборудование и электрическая схема сверлильного станка 2Н125
Краткая характеристика электрооборудования:
Электрооборудование станков включает в себя трехфазный короткозамкнутый асинхронный электродвигатель вращения и рабочей подачи шпинделя, электронасос охлаждения, электроаппаратуру управления.
Величины напряжений переменного тока могут быть следующие:
-
силовая цепь 3
50 Гц, 220, 380, 400, 415, 440 и 500 В;
Министерство науки высшего образования
ФГБОУ ВО тульский государственный университет
Технический колледж имени С.И.Мосина
Практическая работа №2
по дисциплине «Электрооборудование промышленных и гражданских зданий»
на тему: «Изучение электрооборудования и электросхемы вертикально-сверлильного станка 2HI25»
Разработал студент:
Лореттов Денис Дмитриевич группы 3-080209-2
Специальность: Монтаж, наладка и эксплуатация электрооборудования промышленных и гражданских зданий.
Проверил: Базыль Илья Михайлович
Тула 2023 г.
2Н125 станок вертикально-сверлильный универсальный одношпиндельный. Назначение и область применения.
Станок сверлильный вертикальный 2Н125 (ТУ 2-024-4645-79) заменил в производстве устаревшую модель 2А125.
Вертикально-сверлильный станок 2Н125, с условным диаметром сверления 25 мм, используется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания, нарезания резьб и подрезки торцев ножами.
Сверлильный станок 2Н125 допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Принцип работы и особенности конструкции станка
Станок 2Н125 относится к конструктивной гамме вертикально-сверлильных станков средних размеров (2Н118, 2Н125, 2Н125Л, 2Н135, 2Н150, 2Г175) с условным диаметром сверления соответственно 18, 25, 35, 50 и 75 мм. По сравнению с ранее выпускавшимися станками (с индексом А) станки новой гаммы имеют более удобное расположение рукояток управления коробками скоростей и подач, лучший внешний вид, более простую технологию сборки и механической обработки ряда ответственных деталей, более совершенную систему смазки. Агрегатная компоновка и возможность автоматизации цикла обеспечивают создание на их базе специальных станков.
Пределы чисел оборотов и подач шпинделя позволяют обрабатывать различные виды отверстий на рациональных режимах резания.
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Вертикально-сверлильные станки 2Н125 снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя.
Габарит рабочего пространства сверлильного станка 2Н125
Общий вид сверлильного станка 2Н125
Расположение основных частей сверлильного станка 2Н125
Обозначение основных частей сверлильного станка 2Н125
-
Привод сверлильного станка - 2Н125.21.000 -
Коробка скоростей станка - 2Н125.20.000 -
Насос плунжерный масляный - 2Н125.24.000 для станка 2Н125 -
Насос плунжерный масляный - 2Н135.24.000 -
Коробка подач - 2Н125.30.000 -
Колонна, стол, плита - 2Н125.10.000 -
Механизм управления скоростями и подачами - 2Н125.25.000 -
Электрошкаф - 2Н125.72.000 -
Электрооборудование - 2Н125.94.000 -
Шпиндель в сборе - 2Н125.50.000 -
Система охлаждения станка - 2Н125.80.000 -
Сверлильная головка - 2Н125.40.000
Расположение органов управления сверлильным станком 2Н125
Перечень органов управления сверлильного станка 2Н125
-
Табличка - "Заполнение" СОЖ -
Табличка - "Слив" -
Кран включения охлаждения -
+ 19 Болты для регулировки клина стола и сверлильной головки -
Рукоятка перемещения стола -
Винты зажима стола и сверлильной головки -
Табличка - "Заземление" -
Вводный выключатель -
Табличка - "Главный переключатель" -
Сигнальная кнопка СТАНОК ВКЛЮЧЕН -
Кнопка включения правого вращения шпинделя -
Кнопка включения левого вращения шпинделя -
Кнопка включения качательного движения шпинделя при переключении скоростей и подач -
Рукоятка переключения скоростей -
Кнопка СТОП -
Табличка - "Частота вращения" -
Табличка - "Менять скорость только при остановке" -
Винты зажима стола и сверлильной головки -
+4 Болты для регулировки клина стола и сверлильной головки -
Табличка - "Подача, мм за одни оборот" -
Рукоятка переключения подач -
Кнопка включения ручной подачи -
Штурвал механизма подач -
Лимб для отсчета глубины обработки -
Выключатель освещения -
Табличка - "Охлаждение" -
Выключатель насоса охлаждения -
Кулачок для настройки глубины обработки -
Кулачок для настройки глубины нарезаемой резьбы -
Рычаг автоматического реверсирования главного привода при достижении заданной глубины нарезаемой резьбы -
Рычаг отключения механической подачи при достижении заданной глубины обработки -
Квадрат для ручного перемещения сверлильной головки
Указания по эксплуатации
Предохранительная муфта механизма подачи отрегулирована по осевому усилию на шпинделе на 15% больше допускаемого. Для регулировки муфты необходимо снять правую верхнюю крышку сверлильной головки и гайкой на червяке уменьшить или увеличить натяжение пружины.
Направляющие стола регулируются винтами на правой стороне стола. Зажим стола осуществляется винтом с квадратом, расположенным с правой стороны стола, и рукояткой подъема стола.
Направляющие сверлильной головки регулируются винтами, расположенными на правой боковой поверхности направляющих, сама головка зажимается винтом с квадратом на этой же стороне рукояткой подъема стола.
Для подтяжки пружины противовеса нужно отвернуть пробку на дне сверлильной головки, слить масло из резервуара, поворотом винта подтянуть пружину.
Кинематическая схема сверлильного станка 2Н125
Схема расположения подшипников сверлильного станка 2Н125
Описание основных узлов сверлильного станка 2Н125
Коробка скоростей сверлильного станка 2Н125
Коробка скоростей и привод. Коробка скоростей сообщает шпинделю 12 различных частот вращения с помощью передвижных блоков 5, 7, 8. Опоры валов коробки размещены в двух плитах - верхней и нижней 4, скрепленных между собой четырьмя стяжками 6. Коробка скоростей приводится во вращение вертикально расположенным электродвигателем через эластическую муфту 10 и зубчатую передачу 9. Последний вал 2 коробки - гильза - имеет шлицевое отверстие, через которое вращение передается.
Через зубчатую пару 3 вращение передается на коробку подач.
Смазка коробки скоростей, как и всех сборочных единиц сверлильной головки, производится от плунжерного насоса, закрепленного на нижней плите 4. Работа насоса контролируется специальным маслоуказателем на лобовой части подмоторной плиты.
Механизм управления скоростями и подачами сверлильного станка 2Н125
Механизм переключения скоростей и подач сверлильного станка 2Н125
Механизм переключения скоростей и подач. Переключение скоростей производится рукояткой 2, которая имеет четыре положения по окружности и три вдоль оси, переключение подач осуществляется рукояткой 3, имеющей три положения по окружности для станков моделей 2Н135 и четыре для 2Н150, и три положения вдоль оси. Рукоятки расположены на лобовой стороне сверлильной головки.
Коробка подач сверлильного станка 2Н125
Коробка подач. Механизм смонтирован в отдельном корпусе и устанавливается в сверлильной головке. За счет перемещения двух тройных блоков шестерен осуществляются девять различных подач на станках 2Н125, 2Н135 и двенадцать подач на станке 2Н150. На станках 2Н125 и 2Н135 коробки подач отличаются только приводом, который состоит на станке 2Н125 из зубчатых колес 1, на станках 2Н125, 2Н135 - из зубчатых колес 2, 3 - соответственно. Коробка подач смонтирована в расточке верхней опоры червяка механизма подач. На последнем валу коробки посажена муфта 4, передающая вращение червяку.
Регулировка сверлильного станка 2Н125
Шпиндель в сборе вертикально-сверлильного станка 2Н125
Шпиндель 2 смонтирован на 4-х шарикоподшипниках. Осевое усилие подачи воспринимается нижним упорным подшипником, а усилия выбивке инструмента - верхним. Подшипники расположены в гильзе 3, которая с помощью реечной пары перемещается вдоль оси. Регулировка подшипников шпинделя осуществляется гайкой 1.
Для выбивки инструмента служит специальное приспособление на головке шпинделя. Выбивка происходит при подъеме шпинделя штурвалом. Обойма приспособления упирается в корпус сверлильной головки, и рычаг 4, поворачиваясь вокруг оси; выбивает инструмент.
Для регулирования упорного подшипника шпинделя необходимо:
-
отвернуть пробку на лицевой части сверлильной головки станка 2Н125 или крышку на 2Н135 и 2Н150; -
шпиндель установить так, чтобы стопор в гайке был совмещен с отверстием; -
отпустить стопор и, повертывая шпиндель, совместить отверстие в гайке с отверстием сверлильной головки; -
вставив в отверстие гайки цилиндрический стержень, провернуть шпиндель против часовой стрелки до ликвидации осевого люфта и завернуть стопор гайки.
Электрооборудование и электрическая схема сверлильного станка 2Н125
Краткая характеристика электрооборудования:
Электрооборудование станков включает в себя трехфазный короткозамкнутый асинхронный электродвигатель вращения и рабочей подачи шпинделя, электронасос охлаждения, электроаппаратуру управления.
Величины напряжений переменного тока могут быть следующие:
-
силовая цепь 3
цепь управления 110 В;
цепь местного освещения 24 В;
цепь сигнализации 5 В.
Напряжение силовой цепи определяется заказчиком.
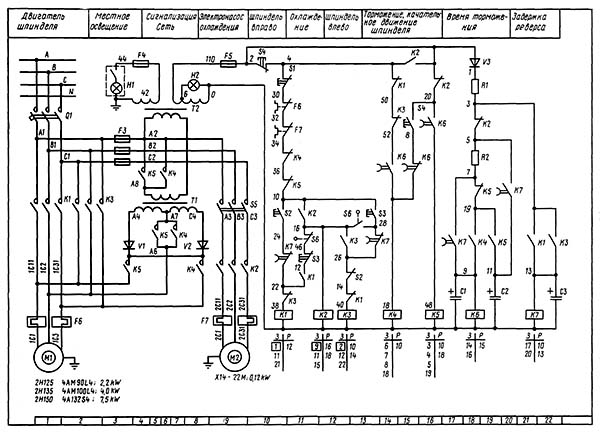
Описание работы электросхемы станка
Сведения о первоначальном пуске:
При первоначальном пуске станка необходимо освободить магнитные пускатели от клиньев, проверить надежность зажима проводов и заземления, целостность монтажа электрооборудования внешним осмотром.
После осмотра в электрошкафу управления вводным автоматом Q1 станок подключить к цеховой сети, при помощи кнопок и выключателей проверить четкость срабатывания магнитных пускателей и реле, правильность направления вращения электродвигателя М1. Проверку необходимо производить на холостом ходу.
Описание режимов работы:
Включением вводного автомата Q1 подается напряжение на главные и вспомогательные цепи, на пульте загорается сигнальная лампа Н2. Если необходимо охлаждение и освещение, то соответствующие выключателя ставятся в положение ВКЛЮЧЕНО.
Нажатием кнопки S2 ВПРАВО катушка пускателя К1 получает питание, главные контакты включают электродвигатель Ml на правое вращение шпинделя. Через блок-контакты K1 включается пускатель К2, включающий электродвигатель М2 и реле задержки К7.
При нажатии кнопки S3 ВЛЕВО происходит отключение пускателя К1,электродвигателя Ml, реле К7. После разряда конденсатора С3 контакты реле К7 (28-26) замыкаются, и происходит включение пускателя К3 и электродвигателя Ml на левое вращение шпинделя. Реле К7 включается снова.
При автоматическом реверсе эти переключения происходят при срабатывании микропереключателя S6 от кулачка, установленного на лимбе.
Останов осуществляется нажатием на кнопку S1 СТОП. При этом отключаются пускатели К1 или К3, К2, отключающие электродвигатели M1, M2. Через контакты реле К7 (7-9) включается реле К6 с последующим включением пускателей К4 и К5. Обмотки электродвигателя Ml подключаются через выпрямитель VI, V2 к трансформатору T1. Происходит электродинамическое торможение шпинделя.
После разряда конденсаторов C1, C2 отключается реле К6, отключающее пускатели К4, К5.
При переключении скоростей, если зубчатые колеса не входят в зацепление, применяют качательное движение ротора двигателя Ml. Нажатием кнопки S4 КАЧАТЕЛЬНОЕ ДВИЖЕНИЕ включается пускатель К4, подающий по фазам IС2-IC3 пониженное выпрямленное напряжение.
Через сопротивление R2 с задержкой включается реле К6, отключающее пускатель К4 и включающее пускатель К5. При этом пониженное напряжение протекает по фазам ICI-IC2. Такие переключения обеспечивают качание ротора, что облегчает переключение скоростей.
Указания по эксплуатации электрооборудования:
Необходимо периодически проверять состояние пусковой и релейной аппаратуры. Контакты электроаппаратов должны быть очищены от пыля, грязи и нагара.
При осмотрах релейной аппаратуры особое внимание следует обращать на надежность замыкания и размыкания контактных мостиков.
Периодичность технических осмотров двигателей устанавливается в зависимости от производственных условий, но не реже одного раза в два месяца.
Сведения о блокировках, системе сигнализации, защите и заземлении:
На вводной автомате установлен специальный замок, запирающий вводной выключатель в отключенном состоянии.
При включенном вводном выключателе на пульте горит специальная лампа с белой линзой. Защиту от токов короткого замыкания обеспечивают автоматический выключатель и предохранители.
Защиту от перегрузки двигателей Ml, М2 обеспечивают тепловые реле. Нулевую защиту обеспечивают катушки и контакты электромагнитных пускателей.
Станок должен быть надежно подключен к цеховому заземляющему устройству.
С клемм заземления электрошкафа защитные цепи проложены к корпусам двигателей и панели пульта управления.
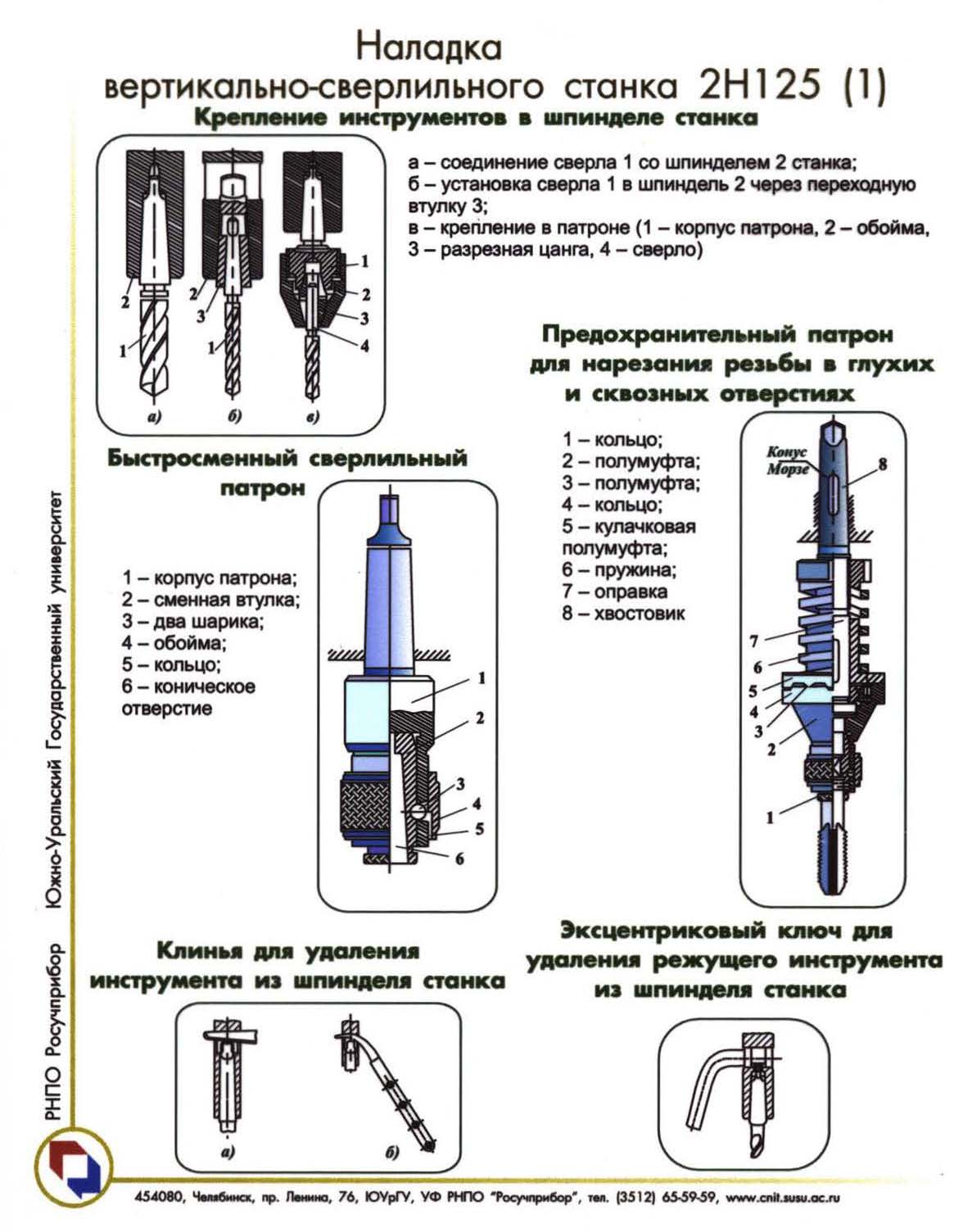
Наладка вертикально-сверлильного станка 2Н125