Файл: Курсовая работа по дисциплине Метрологическое обеспечение продукции, процессов и услуг Вариант 8.docx
Добавлен: 11.01.2024
Просмотров: 74
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
МИНОБРНАУКИ РОССИИ
Федеральное государственное бюджетное образовательное
учреждение высшего профессионального образования
«Тульский государственный университет»
Кафедра «Инструментальные и метрологические системы»
Курсовая работа
по дисциплине
_Метрологическое обеспечение продукции, процессов и услуг_
Вариант №8
Выполнил
ст. гр. 620591, Прокина А. С.
Проверил
доцент, к.т.н., Белякова В. А.
Тула 2023 г.
Аннотация
Курсовая работа включает в себя семь пунктов, 36 страниц, 12 чертежей и 7 таблиц.
В первом и втором пункте рассмотрены условные обозначения резьбы.
В третьем и четвертом пункте рассмотрены условные обозначения точности зубчатых колес и передач.
В пятом пункте рассмотрены условные обозначения шпонки и выбраны посадки для шпоночного соединения, так же назначен номинальный диаметр соединения. Вычислены предельные отклонения, зазоры и натяги. Начерчена схема полей допусков и эскиз поперечного сечения соединения, шпонки, вала и втулки.
В шестом пункте рассмотрены условные обозначение прямобочного шлицевого соединения, написано условное обозначение шлицевого вала и втулки и начерчены эскизы поперечных разрезов шлицевого соединения и составляющих его деталей.
В седьмом пункте рассмотрены условные обозначения шлицевых эвольвентных соединений, написано условное обозначение шлицевого вала и втулки и начерчены эскизы поперечных разрезов шлицевого соединения и составляющих его деталей.
Содержание
| Введение | 5 |
| 1. Расшифровать условное обозначение наружной или внутренней резьбы, или резьбовой посадки. Определить к какой резьбе – наружной, внутренней или резьбовому соединению относится данное обозначение. | 7 |
| 2. По заданным параметрам наружной и внутренней резьбы написать условное обозначение. | 12 |
| 3. Расшифровать условные обозначения точности зубчатых колес и передач. | 13 |
| 4. Написать условное обозначение точности цилиндрической зубчатой передачи и колеса на основании данных. | 17 |
| 5. Расшифровать условное обозначение шпонки и выбрать посадки для шпоночного соединения. Назначить номинальный диаметр соединения. Найти предельные отклонения, вычислить предельные зазоры и натяги. Начертить эскиз поперечного сечения соединения, шпонки, вала и втулки. | 18 |
| 6. Расшифруйте условные обозначения прямобочного шлицевого соединения. Напишите условное обозначение шлицевого вала и втулки. Начертите эскизы поперечных разрезов шлицевого соединения и составляющих его деталей. Проставьте на эскизах основные размеры с условными обозначениями полей допусков. | 23 |
| 7. Расшифруйте условные обозначения эвольвентного шлицевого соединения. Напишите условное обозначение шлицевого вала и втулки. Начертите эскизы поперечных разрезов шлицевого. соединения и составляющих его деталей. Проставьте на эскизах основные размеры с условными обозначениями полей допусков. | 30 |
| Заключение | 35 |
| Список литературы | 36 |
Введение
Под метрологическим обеспечением (МО) понимается установление и применение научных и организационных основ, технических средств, правил и норм, необходимых для достижения единства и требуемой точности измерении.
Основной тенденцией в развитии метрологического обеспечения является переход от существовавшей ранее сравнительно узкой задачи обеспечения единства и требуемой точности измерений к принципиально новой задаче обеспечения качества измерений.
Понятие "метрологическое обеспечение" применяется, как правило, по отношению к измерениям (испытанию, контролю) в целом. В то же время допускают использование термина "метрологическое обеспечение технологического процесса (производства, организации)", подразумевая при этом МО измерений (испытаний или контроля) в данном процессе, производстве, организации.
Цели метрологического обеспечения:
-
повышение качества продукции; -
оптимизация управления производством; -
обеспечение взаимозаменяемости деталей, узлов и
агрегатов; -
повышение эффективности научно-методологических
работ, экспериментов и испытаний; -
оптимизация системы учета; -
повышение эффективности мероприятий по
профилактике, диагностике и лечению болезней; -
оптимизация системы нормирования и контроля условий
труда и быта людей; -
улучшение качества охраны окружающей среды; -
оптимизация системы оценки природных ресурсов; -
повышение уровня автоматизации управления
транспортом и безопасности движения; -
обеспечение высокого качества и надежности связи.
Таким образом, благодаря метрологическому обеспечению производства обеспечивается оптимизация управления технологическими процессами и предприятием в целом, стабилизируются процессы, поддерживается качество изготовления продукции.
-
Расшифровать условное обозначение наружной или внутренней резьбы, или резьбовой посадки. Определить к какой резьбе – наружной, внутренней или резьбовому соединению относится данное обозначение.
Метрическая резьба – это винтовая нарезка на наружных или внутренних поверхностях изделий. Форма выступов и впадин, которые ее формируют, представляет собой равнобедренный треугольник. Метрической эту резьбу называют потому, что все ее геометрические параметры измеряются в миллиметрах.
Виды резьб, относящихся к метрическому типу, выделяют по ряду параметров, к которым относятся:
-
размеры (диаметр и шаг резьбы); -
направление подъема витков (левая или правая резьба); -
расположение на изделии (внутренняя или наружная резьба).

 Есть и дополнительные параметры, в зависимости от которых метрические резьбы разделяются на различные виды.
Есть и дополнительные параметры, в зависимости от которых метрические резьбы разделяются на различные виды.Рис. 1 и 2 (Внутренняя и наружная)
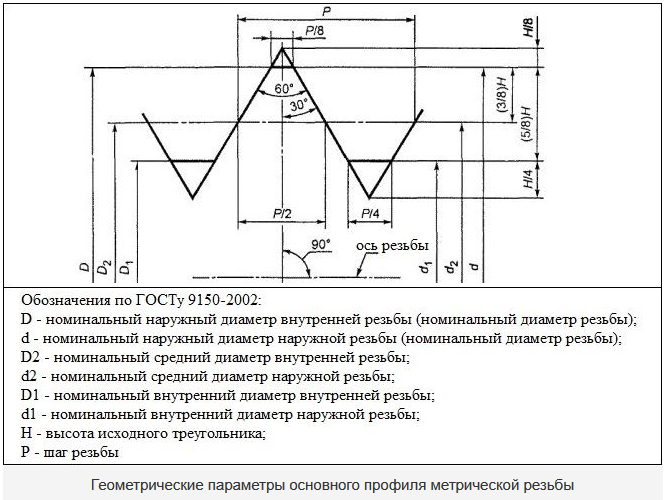 Рассмотрим геометрические параметры, которые характеризуют основные элементы резьбы метрического типа.
Рассмотрим геометрические параметры, которые характеризуют основные элементы резьбы метрического типа.Рис. 3 (параметры осинового профиля)
Для обозначения поля допуска отдельного диаметра метрической резьбы используется сочетание цифры, которая указывает на класс точности резьбы, и буквы, определяющей основное отклонение. Поле допуска резьбы также должно обозначаться двумя буквенно-цифровыми элементами: на первом месте – поле допуска d2 (средний диаметр), на втором – поле допуска d (наружный диаметр). В том случае, если поля допусков наружного и среднего диаметров совпадают, то в обозначении они не повторяются.
По правилам первым проставляется обозначение резьбы, затем следует обозначение поля допуска. Следует иметь в виду, что шаг резьбы в маркировке не обозначается. Узнать данный параметр можно из специальных таблиц.
В обозначении резьбы также указывается, к какой группе по длине свинчивания она относится. Всего существует три таких группы:
-
N – нормальная, которая не указывается в обозначении; -
S – короткая; -
L – длинная.
 Буквы S и L, если они необходимы, идут за обозначением поля допуска и отделяются от него длинной горизонтальной чертой.
Буквы S и L, если они необходимы, идут за обозначением поля допуска и отделяются от него длинной горизонтальной чертой.Рис. 4 (Пример обозначения резьбы)
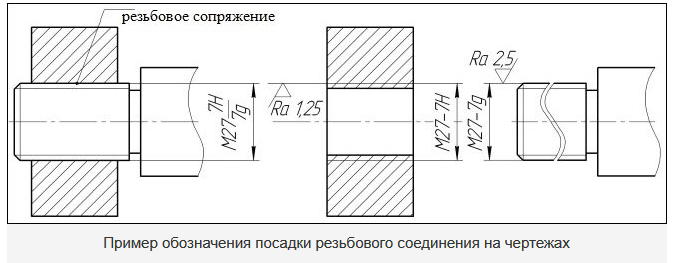 Обязательно указывается и такой важный параметр, как посадка резьбового соединения. Это дробь, формируемая следующим образом: в числителе, проставляется обозначение внутренней резьбы, относящееся к полю ее допуска, а в знаменателе – обозначение поля допуска на резьбу наружного типа.
Обязательно указывается и такой важный параметр, как посадка резьбового соединения. Это дробь, формируемая следующим образом: в числителе, проставляется обозначение внутренней резьбы, относящееся к полю ее допуска, а в знаменателе – обозначение поля допуска на резьбу наружного типа.
Рис. 5 (Пример обозначения посадки)
Поля допусков на метрический резьбовой элемент могут относиться к одному из трех типов:
-
точные (с такими полями допуска выполняется резьба, к точности которой предъявляются высокие требования); -
средние (группа полей допуска для резьбы общего назначения); -
грубые (с такими полями допуска выполняют резьбонарезание на горячекатаных прутках и в глубоких глухих отверстиях).
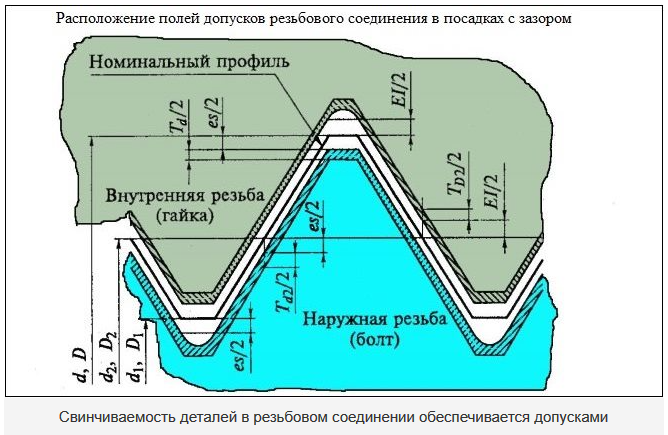
Рис. 6 (Свинчиваемость деталей)
Поля допусков на резьбу выбираются из специальных таблиц, при этом надо придерживаться следующих рекомендаций:
-
в первую очередь выбираются поля допусков, выделенные жирным шрифтом; -
во вторую – поля допусков, значения которых вписаны в таблицу светлым шрифтом; -
в третью – поля допусков, значения которых указаны в круглых скобках; -
в четвертую (для крепежных изделий коммерческого назначения) – поля допусков, значения которых содержатся в квадратных скобках.
В отдельных случаях разрешается использовать поля допусков, образованные отсутствующими в таблицах сочетаниями d2 и d. Допуски и предельные отклонения на резьбу, на которую впоследствии будет наноситься покрытие, учитываются по отношению к размерам резьбового изделия, пока еще не обработанного с помощью такого покрытия.
 Задание:
Задание:| № варианта | Обозначение резьбы |
| 8 | М18-LH-6e |
Резьба метрическая наружная, номинальный диаметр резьбы 18, левая резьба, основное отклонение e, степень точности 6.
-
По заданным параметрам наружной и внутренней резьбы написать условные обозначения.
| № | Номинальный диаметр резьбы, мм | Шаг резьбы Р, мм | Направление винтовой линии | Длина свинчивания, мм | Основное отклонение | Степень точности | |
| Суммарного допуска | Диаметра выступов | ||||||
| 8 | 10 | 1,25 мелк. | правая | 15, L | Н | 4 | 5 |
M10x1,25-4H5Н-15
Резьба метрическая внутренняя с номинальным диаметром 10, с мелким шагом 1,25, с длиной свинчивания 15, правая резьба, основное отклонение Н, степень точности суммарного диаметра 4 и диаметра выступов 5.
-
Расшифровать условные обозначения точности зубчатых колес и передач.
1. Устанавливаются двенадцать степеней точности зубчатых колес и передач, обозначаемых в порядке убывания точности цифрами: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11 и 12.
Примечание. Для степеней точности 1, 2 и 3 допуски и предельные отклонения не даны. Эти степени предусмотрены для будущего развития. Для степеней точности 4, 11 и 12 допуски и предельные отклонения см. ГОСТ 1758-81.
2. Для каждой степени точности зубчатых колес и передач устанавливаются нормы: кинематической точности, плавности работы и контакта зубьев зубчатых колес в передаче.
3. Допускается комбинирование норм кинематической точности зубчатых колес и передач, норм плавности работы и норм контакта зубьев различных степеней точности.
4. При комбинировании норм разных степеней точности, нормы плавности работы зубчатых колес и передач могут быть не более чем на две степени точнее или одну степень грубее норм кинематической точности; нормы контакта зубьев не могут назначаться по степеням точности более грубым, чем нормы плавности.
5. Устанавливаются шесть видов сопряжении зубчатых колес в передаче, обозначаемых в порядке убывания гарантированного бокового зазора буквами А, В, С, D, Е и Н и восемь видов допуска на боковой зазор х, у, z, a, b, с, d, h.
Виды сопряжений и гарантированные боковые зазоры
Примечание. Сопряжение вида В обеспечивает минимальную величину бокового зазора, при котором исключается возможность заклинивания стальной или чугунной передачи от нагрева при разности температур зубчатых колес и корпуса в 25 °С.
Виды сопряжении зубчатых колес в передаче в зависимости от степени точности по нормам плавности работы указаны в таблице 1.
Таблица 1 – зависимости видов сопряжений от степени точности по нормам плавности работы.
| Вид сопряжений | А | B | C | D | E | H |
| Степень точности по нормам плавности работы | 3-12 | 3-11 | 3-9 | 3-8 | 3-7 | 3-7 |