ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 23.07.2024
Просмотров: 18
Скачиваний: 0
Лабороторная работа № 4
Шлифование, шлифовальные станки и режущий инструмент к ним.
Цель работы: ознакомиться с конструкцией плоско-шлифовального станка и типами шлифовальных кругов.
Для осуществления шлифования необходимо, чтобы заготовка и шлифовальный круг имели относительные движения, без которых резание невозможно.
При шлифовании главным движением является вращение инструмента, а движение подачи сообщаются заготовке или инструменту. В зависимости от расположения и формы обрабатываемой поверхности заготовки шлифование делят на: наружное (рис. 21), когда обрабатывается наружная поверхность заготовки; внутреннее (рис.22), когда обрабатывается внутренняя поверхность заготовки; плоское (рис.23), когда обрабатывается плоская поверхность; бесцентровое (рис.24). Шлифование поверхностей вращения, называют круглым шлифованием.
Скорость резания при шлифовании составляет 25-35 м/с (обычное шлифование), 35-60 м/с (скоростное шлифование).
V=πDn/(60∙1000) ,
где V- скорость резания , м/с;
D-диаметр круга , м/с;
n-частота вращения круга об/мин.
Глубина резания составляет 0,005…0,015 мм при чистовом шлифовании и 0,01…0,025 мм при черновом.
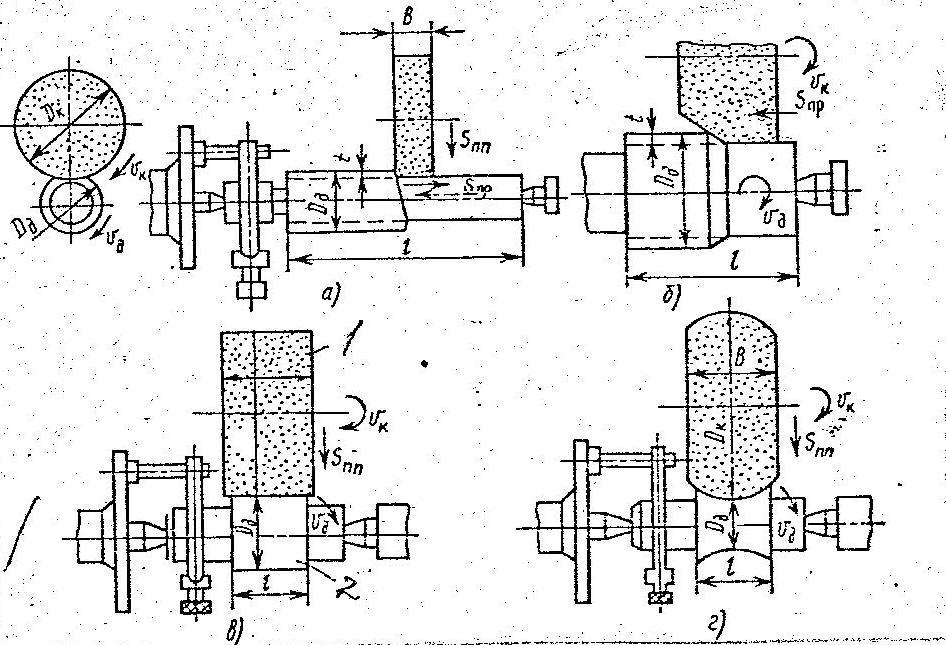
Рис. 21. Схема наружного кругового шлифования в центрах:
1-шлифовальный круг ; 2- заготовка
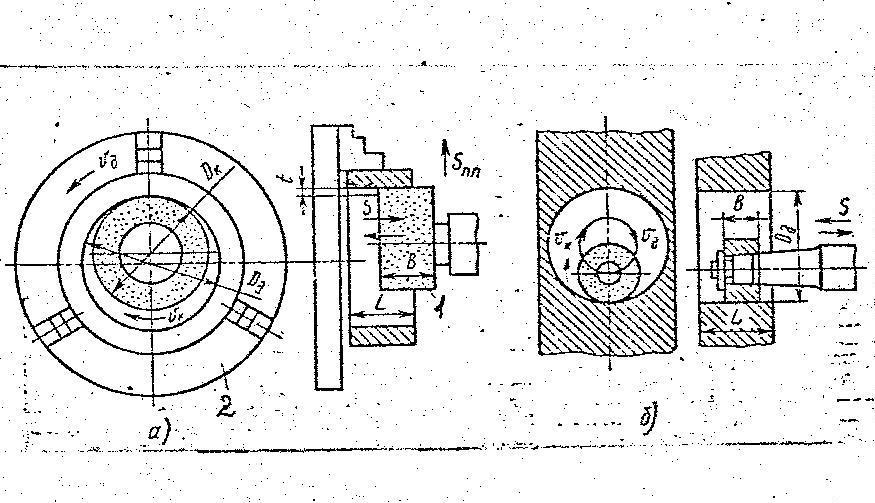
Рис.22. Схема внутреннего круглого шлифования:
-
шлифовальный круг; 2- заготовка
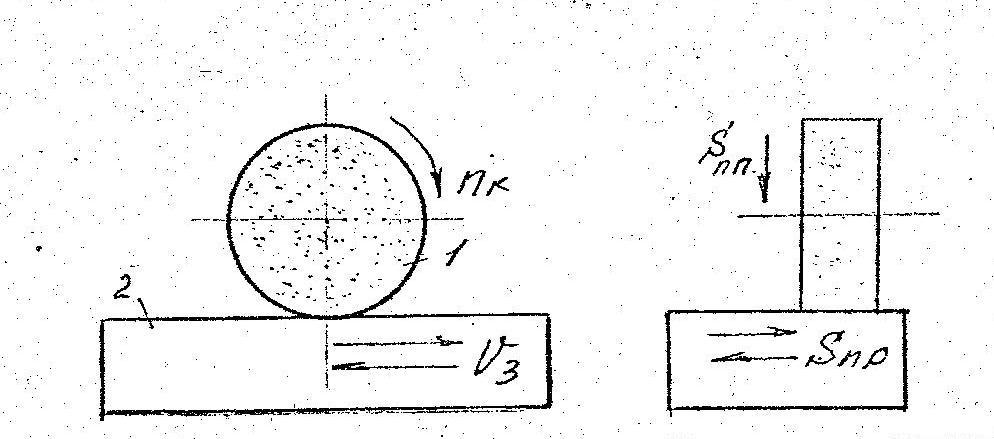
Рис.23. Схема плоского шлифования:
1-шлифовальный круг; 2-заготовка
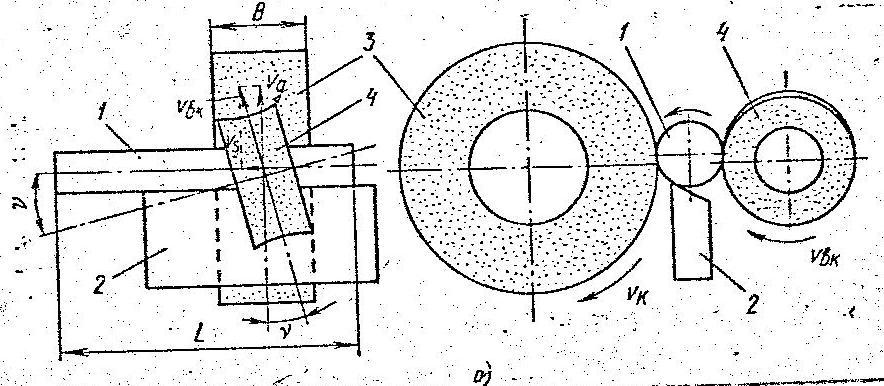
Рис.24. Схема бесцентрового шлифования:
1-заготовка; 2-опора; 3-шлифовальный круг; 4- ведущий круг
Для шлифования плоских и линейчатых фасонных поверхностей применяются плоскошлифовальные станки. На рис.25 показан плоскошлифовальный станок ЗЕ721ВФ1. Он имеет горизонтальный шпиндель на котором крепится обрабатываемая заготовка. Стол получает продольно-поступательное движение. Стол расположен на крестовом суппорте ,который может перемещаться в поперечном направление по направляющим станины 7. Шлифовальный круг размещен в шлифовальной бабке 3, которая перемещается по вертикальным направляющим колонны 4. Ручная продольная подача осуществляется маховичком 5, поперечная – маховичком 9, вертикальная- маховичком 8.
Станок имеет систему управления 6 и систему охлаждения – 10.
Обрабатываемые заготовки крепятся , как правило, на магнитной плите или в приспособлениях , устанавливаемых на столе станка.
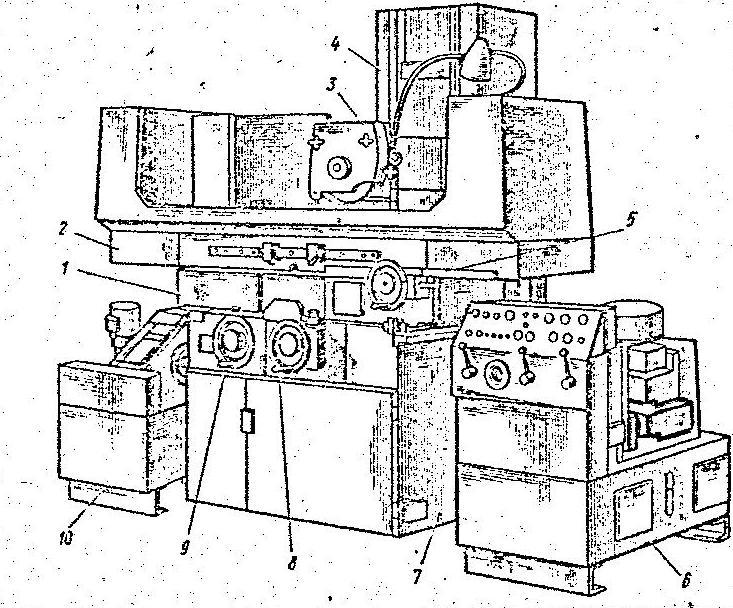
Рис.5.Внешний вид плоскошлифовального станка мод. ЗЕ721ВФ1-1
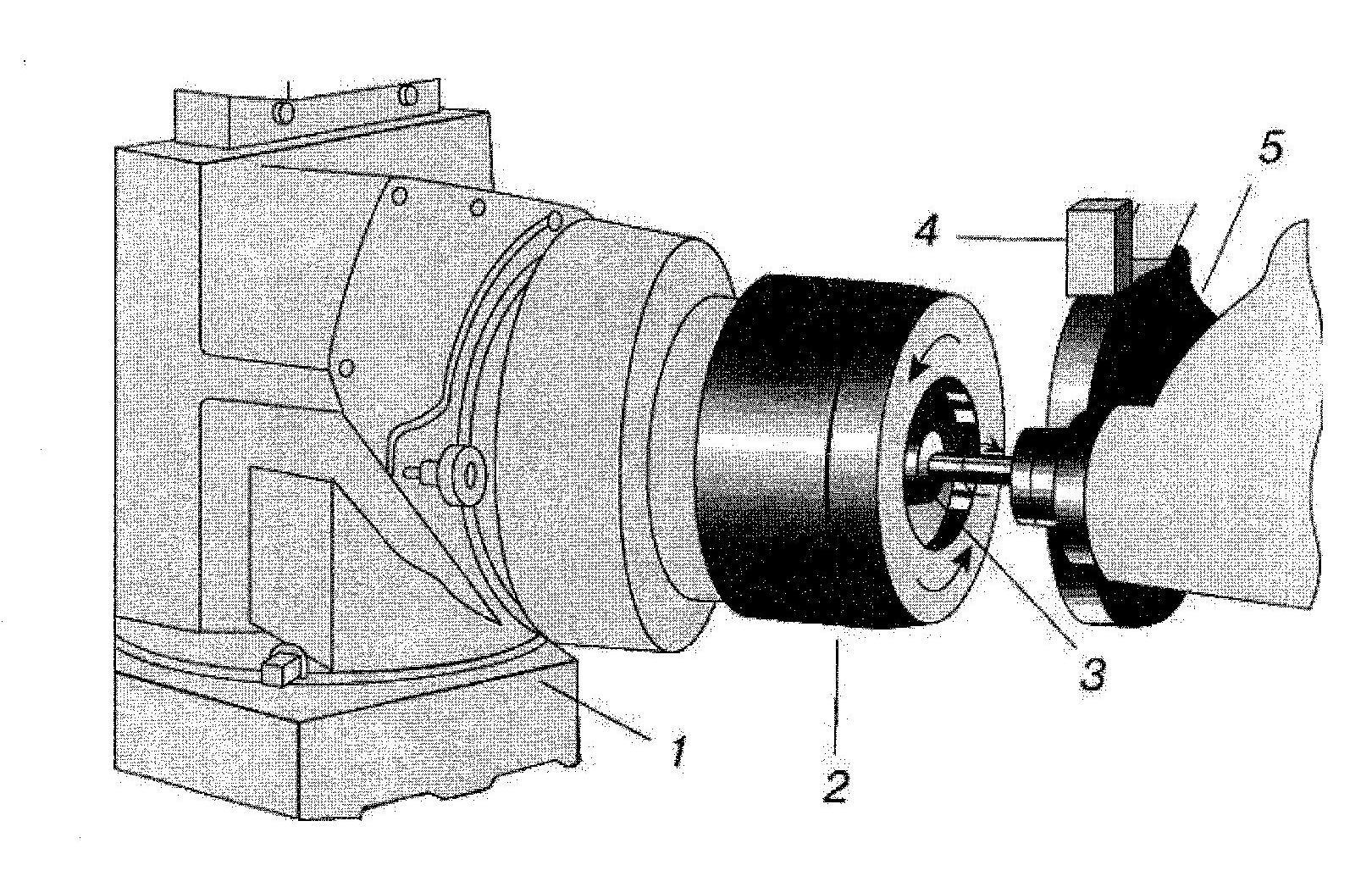
УНИВЕРСАЛЬНЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК с наружным и внутренним шлифовальными кругами. На схеме показано шлифование внутренней фаски стальной заготовки штамповой матрицы. Делительная бабка позволяет выполнять шлифование под любым углом. Обрабатываемая деталь и шлифовальный круг вращаются в противоположных направлениях. 1-делительная бабка; 2-деталь; 3-внутренний шлифовальный круг; 4-отсос пыли; 5-наружный шлифовальный круг.
Применяемые в качестве режущего инструмента шлифовальные круги имеют различную форму сечения (см. рис. 6). Они состоят из абразивного материала, скрепленного связующим веществом (связкой) и имеют различную твердость.
Абразивные материалы делят на искусственные и естественные. В основном используют искусственные: электрокорунд, карбид кремния, карбид бора, синтетические алмазы, кубический нетрид бора(альбор). Наиболее широко применяется элекрокорунд. Абразивные материалы представляют собой зерна, которые , в зависимости от размеров , делят на 4 группы:
1-шлифзерна от N 200 до N 16 (размеры зерен от 2000 до 160 мкм);
2-шлифпорошки отN 12 доN 3 (размеры зерен от 125 до 30 мкм);
3-микропорошки отМ 63 до М14 (размеры зерен от63 до 14 мкм);
4-тонкие микропорошки от М10 до М1(размер зерен от10 до 1 мкм).
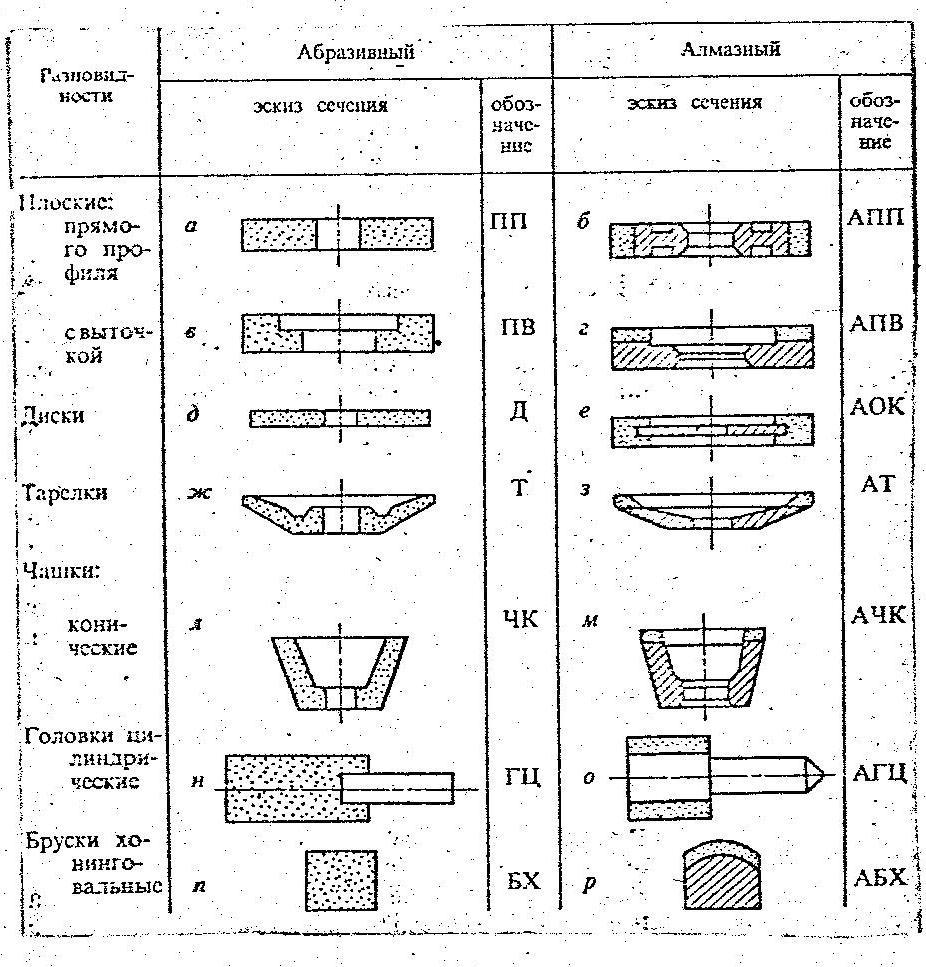
Рис.26. Типы шлифовальных кругов
Связки делят на три типа : неорганические, органические и металлические.
К неорганическим связкам относятся керамическая, силикатная, магнезиальная. Наиболее широко применима керамическая связке.
К органическим связкам относят бакелитовую, глифталевую, вулканитовую. Наиболее широко применяются круги на бакелитовой связке.
Металлические связки состоящие из металлической основы и наполнителя применяют в алмазных кругах.
Установлено семь классов твердости абразивных кругов: мягкий- М, среднемягкий- СМ, средний- С, среднетвердый- СТ, твердый- Т, весьма твердый- ВТ, чрезвычайно твердый –ЧТ.
В зависимости от соотношения объемов абразивных зерен и связки в институте различают структуры: плотная (N 0…3), средняя (N 4…6), открытая(N 7…12), высокопористая(N 13…18).
В обозначение шлифовального круга входят его основные характеристики. Например ПП 80х25х32, 25А МО СМ-5-К ГОСТ 2424-83. Круг плоский прямого профиля D=80 мм, Н=25 мм,d=32 мм из электрокорунда марки 25А зернистостью М10, с твердостью СМ, структурной N 5 на керамической связке.
Оборудование и инструмент
Плоскошлифовальный станок, круглошлифовальный станок, шлифовальные круги.
Порядок выполнения работы
-
Изучить методическое пособие.
-
Ознакомиться с конструкцией станка и видами выполняемых на нем работ, зарисовать схему станка с указанием основных узлов.
-
Ознакомиться с типами шлифовальных кругов и их маркировкой.
-
Оформить отчет о работе, который должен содержать :
- название и цель работы;
- схему шлифовального станка с указанием основных узлов;
-эскиз шлифовального круга с расшифровкой его маркировки;
- вывод по работе
.