ВУЗ: Российский государственный технологический университет имени К.Э. Циолковского
Категория: Шпаргалка
Дисциплина: Материаловедение
Добавлен: 18.02.2019
Просмотров: 1255
Скачиваний: 5
Для высокотемпературного применения представляют интерес четыре интерметаллидные фазы: Ti3Al(α2), TiAl(γ), TiAl2 и TiAl3.
Максимальная рабочая температура Ti3Al на воздухе не превышает 650 С. Имеются сложности при получении слитка, ковке или листовой прокатке. Повышения пластичности интерметаллида Ti3Al при комнатной температуре добиваются путем дополнительного легирования и термической обработки. Основным легирующим элементом является ниобий. При легировании ниобием образуется упорядоченная орторомбическая фаза на основе интерметаллида Ti2AlNb. Сплавы на основе интерметаллида Ti2AlNb выделяют в самостоятельную групппу. Легирование ниобием повышает прочность, пластичность, вязкость и характеристики жаропрочности. Ниобий содержится и в российских и в зарубежных сплавах. Первым зарубежным промышленным интерметаллидным сплавом на основе титана является сплав альфа-2 (Ti-25Al-10Nb-3V-1Mo)
Интерметаллиды TiAl(γ) для повышения стойкости к окислению и сопротивлению ползучести также легируют ниобием. В зависимости от содержания ниобия принята классификация данных сплавов на четыре группы I - Ti-48Al-2Nb, II - Ti-(46-47)Al-(2-3)Nb, III - Ti-45Al-(5-10)Nb, IV - Ti-45Al-(5-7)Nb-RM (RM - тугоплавкий элемент). Сплавы с высоким содержанием ниобия (III и IV типа), известные как TNB и TNM относят к сплавам нового класса.
Интерметаллидные сплавы на основе TiAl(γ) пока наиболее привлекательны для применения при изготовлении компонентов авиационных двигателей, в частности лопаток турбины низкого давления с рабочей температурой до 730 С. Интерметаллиды TiAl3 характеризуются наибольшей стойкостью к окислению и представляют интерес в качестве основы при разработке новых классов конструкционных материалов.
В ВИАМ разработаны сплавы ВТИ-1, ВТИ-2, ВТИ-4, ВИТ-1 на основе системы Ti–Al–Nb–Zr–Si.
Сплав ВТИ-2 рекомендован для изготовления деталей авиадвигателей (сопловые лопатки, корпуса) с рабочей температурой до 650°С (длительно) и до 700°С (кратковременно).
Сплав ВТИ-4 рекомендуется для изготовления корпусных, статорных деталей авиадвигателей, облегченных панелей и элементов аэрокосмических конструкций с рабочей температурой до 650°С (длительно) и до 700°С (кратковременно).
Сплав ВИТ1 рекомендован для изготовления деталей авиадвигателей (сопловые лопатки) с рабочей температурой до 700°С (длительно).
-
Эксплуатационные свойства интерметаллидных сплавов на основе титана. Изменение свойств в зависимости от режимов термообработки.
См. Пути оптимизации эксп.хар.
-
Перспективные технологические процессы литья лопаток ГТД, в т.ч. процесс литья лопаток из интерметаллидных никелевых и титановых сплавов.
-
Никелевые сплавы, применяемые в авиадвигателестроении.
-
Литейные жаропрочные сплавы и защитные покрытия для турбинных лопаток ГТД.
-
Формирование структурно-фазового состояния в процессе получения лопаточных заготовок. Виды основных дефектов в литых лопатках.
Агаркова Е.О.
-
Понятие коррозионной стойкости. Коррозионностойкие стали.
-
Требования, предъявляемые к коррозионностойким сталям.
Коррозионная стойкость – способность материала сопротивляться коррозионному воздействию среды – может определяться качественно и количественно: изменением массы образцов; объемом выделившегося водорода (или поглощенного кислорода); уменьшением толщины образцов; изменением показателей физ. или мех. свойств; плотностью тока коррозии; глубиной структурных изменений и др.

Чтобы сталь являлась коррозионностойкой, в ней должно быть не менее 13% Cr

-
Ферритные хромистые коррозионностойкие стали.



-
Мартенситные и мартенситно-ферритные хромистые коррозионностойкие стали.



-
Диаграмма Шеффлера.


-
Диаграмма Потака-Сагалевич


-
Коррозионностойкие хромоникелевые стали аустенитного класса.
8-12% Ni (8% - минимальное содержание никеля, чтобы сталь была аустенитной)
18% Cr
не более 0,1% C
Х18Н9
Х18Н10
12Х18Н10Т
При холодной пластической деформации в этих сталях может происходить мартенситное превращение.
При содержании 8% Ni и 18% Cr Тначала мартенситного превращения ниже комнатной.
Аустенит – деформируемый
Мартенсит – хрупкий; прочный
Могут упрочняться из-за мартенсита деформации. Появление мартенсита возможно при обработке холодом.
Преимущества: высокие служебные характеристики (прочность, пластичность, коррозионная стойкость в большинстве рабочих сред).
Недостаток: склонность к МКК (по границам зерен).
МКК возникает из-за того, что по границам зерен, богатым углеродом, он связывается в карбиды Cr23C6. В результате в приграничных участках происходит обеднение хромом твердого раствора и эта «обедненная» концентрация (<12%) не обеспечивает кор.ст.
Выделение карбидов по границам зерен снижает пластичность стали.
Меры борьбы с МКК:
-
Снижение содержания С до значений, не превышающих его предельную растворимость в аустените при комнатной температуре (0,02%).
-
Введение в сталь сильных карбидообразователей (Ti, Nb) для связывания С в спец.карбиды.
-
Закалка сталей от 1050-1100 ℃, которая обеспечивает растворение специальных карбидов.
-
Стабилизирующий отжиг при 850-950 ℃. Он приводит к выравниванию состояния аустенита по телу зерна.
Заменителем Ni в аустенитных сталях может быть Mn
14Х14АГ15, 10Х14Г14Т – Ni нет
20Х13Н4Г9, 12Х17Г9АН4 – частичная замена Ni (для работы в средах средней агрессивности).
Если снизить содержание C до 0,01%, то такие стали могут работать при криогенных температурах.
-
Коррозионностойкие хромоникелевые стали аустенито-ферритного и аустенито-мартенситного класса.



-
ТО инструмента из быстрорежущих сталей. Закалка.



Закалка (высокотемпературный нагрев под закалку, при котором вторичные карбиды растворяются в аустените, обогащая его углеродом и ЛЭ, это является основным условием обеспечения теплостойкости). Проводится в масле.
-
ТО инструмента из быстрорежущих сталей. Изотермический отжиг.

-
Инструментальные стали. Классификация. Основные свойства.


К ним предъявляются повышенные требования по основным свойствам:
Твердость (HRC 60-65);
Теплостойкость – способность сохранять твердость HRC 60 после четырехчасового нагрева до определенной температуры;
Прочность
Ударная вязкость
Износостойкость
Прокаливаемость
По технологическим свойствам:
Стали должны обладать горячей пластичностью;
Хорошо обрабатываться резанием в отоженном состоянии;
Шлифоваться в закаленном состоянии.
-
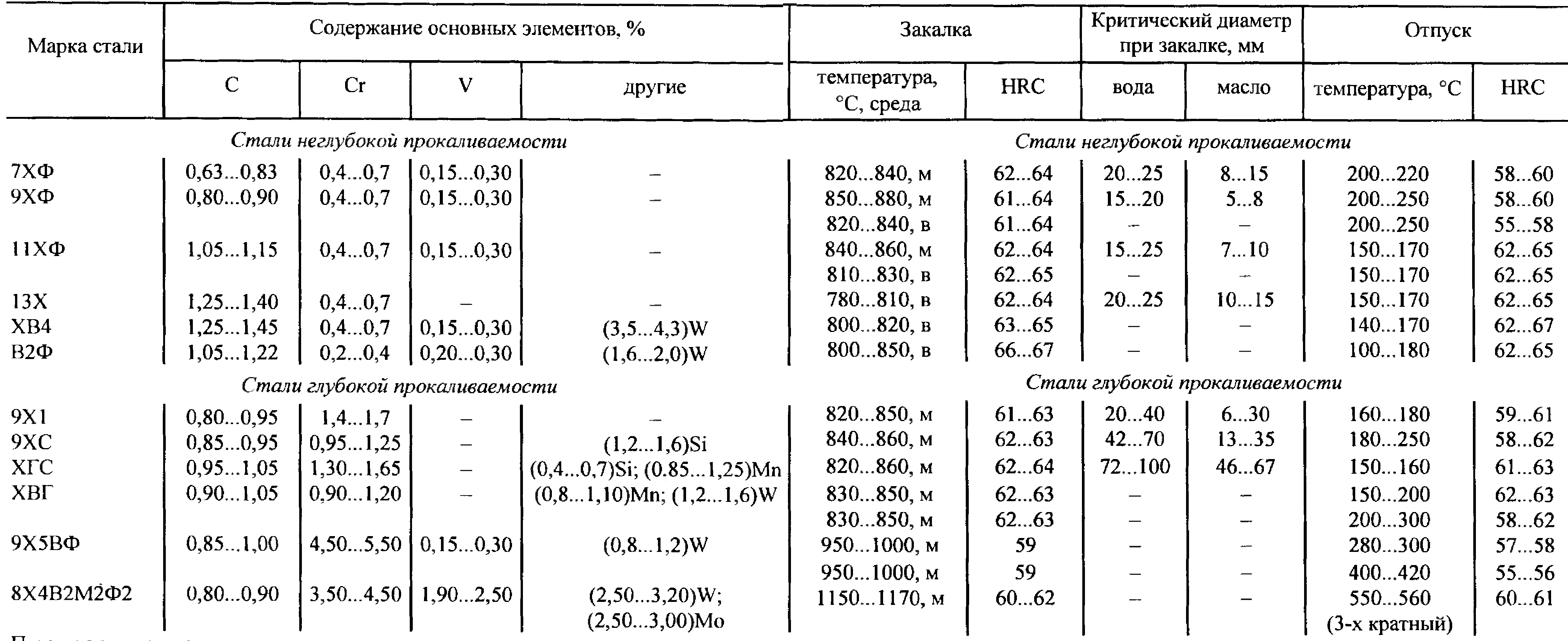
Стали для режущего инструмента (углеродистые, легированные).

![]()
Углеродистые



Легированные
Легирование производится для повышения прокаливаемости.

-
Штамповые стали. Принципы выбора состава штамповых сталей.



-
ТО инструмента из быстрорежущих сталей. Старение.

-
Быстрорежущие стали. Требования, предъявляемые к быстрорежущим сталям.

Инструментальная высоколегированная сталь, сохраняющая высокую твёрдость при нагреве до 600 °С.
Инструментальная сталь, относящаяся к карбидному (ледебуритному) классу. Маркируется путем простановки в начале марки буквы «P», за которой идет цифра, указывающая концентрацию вольфрама в процентах. Кроме вольфрама в стали присутствуют другие карбидообразующие элементы (ванадий (V), хром (Cr), молибден (Mo)).
Быстрорежущие стали обладают высокой твердостью (HRC 62...64) и теплостойкостью. Эти свойства достигаются после специальной термообработки, состоящей из закалки с температуры 1250...1290 °С, последующей обработки холодом при температуре минус 80 °C и последующего трехкратного отпуска при температуре 560 °С. После такой термообработки режущие свойства стали сохраняются до температуры 650 °С. Для дальнейшего повышения теплостойкости в быстрорежущей стали увеличивают концентрацию ванадия и молибдена и вводят кобальт. Из-за высокого содержания вольфрама быстрорежущие стали являются дорогостоящими. С целью снижения их стоимости заменяется часть вольфрама его химическим аналогом - молибденом.
Высокая твердость обеспечивается за счет легирования V. Он образует в стали наиболее твердый карбид, который увеличивает теплостойкость и твердость, благодаря эффекту дисперсионного твердения (из пересыщенного твердого раствора выделяются частички дисперсионной фазы).
Теплостойкость обеспечивается за счет легирования W и Mo.
-
Легирующие элементы в штамповых сталях.






-
Требования, предъявляемые к сталям, эксплуатируемым при высоких температурах.

-
Принципы создания жаропрочных сталей.
-
Хромистые теплостойкие стали.



-
Аустенитные жаропрочные стали
- Гомогенные АЖС
- Аустенитные стали с карбидным упрочнением
- Аустенитные стали с интерметаллидным упрочнением
Рабочие тем-ры сталей на основе Feα ограничены тем-рой 650 ℃.
При создании жаропрочных аустенитных сталей необходимо решить след.задачи
-
Обеспечить путем легирования получение стабильной структуры, в которой мжно растворить другие элементы. Ni (Mn)
-
Ввести в основу сплава элементы, обеспечивающие твердорастворное упрочнение и повышающие жаростойкость. Cr, Mo, W
-
Доп.легировать сталь элементами, способствующими гетерогенизации стр-ры за счет дисперсных термически устойчивых упрочняющих фаз, выделяющихся при старении.
-
Ввести микродобавки элементов, упрочняющих и очищающих границы зерен.
Главный элемент, стабилизирующий аустенитную структуру – Ni
Cr повышает стойкость к окислению. Можно использовать при повышенных температурах




Марки сталей
-
9Х5ВФ – сталь для режущего инструмента легированная с глубокой прокаливаемостью
|
ЛЭ |
% |
Тип ЛЭ |
Влияние ЛЭ |
|
С |
0,9 |
Аустенитообразующий |
Расширяет область γ-фазы. |
|
W |
1 |
Ферритообразующий |
Обеспечивают высокую твердость после закалки (HRC 65..67) из-за получения карбида Me6C и мартенсита с высоким сод.С. |
|
Cr |
5 |
Ферритообразующий |
Обеспечивает прокаливаемость. Повышает устойчивость переохлажденного аустенита. |
|
V |
1 |
Ферритообразующий |
Увеличивает кол-во карбидообразователей. Позволяет обеспечить меньшую чувствительность к перегреву. |
|
ТО |
|||
|
Закалка при 950…1000 ℃ в масле. Отпуск 280..300 ℃ или 400..420 ℃. |
|||
|
Применение |
|||
|
Для ножей, применяемых для фрезерования древесины, строгальных пил и других деревообрабатывающих инструментов. |
|||
-
Р18 – сталь быстрорежущая теплостойкая
|
ЛЭ |
% |
Тип ЛЭ |
Влияние ЛЭ |
|
С |
0,73-0,83 |
Аустенитообразующий |
Расширяет область γ-фазы. |
|
W |
18 |
Ферритообразующий |
Обеспечивают красностойкость благодаря образованию карбидов (Me6C). |
|
Cr |
4 |
Ферритообразующий |
Обеспечивает прокаливаемость. |
|
V |
1-1,4 |
Ферритообразующий |
Образует в стали наиболее твердый карбид с формулой VC, который увеличивает красностойкость и твердость, благодаря эффекту дисперсионного твердения (из пересыщенного тв.р-ра выделяются частички дисперсной фазы). |
|
ТО |
|||
|
1). Изотермический отжиг (840-860 ℃) с выдержкой при 720-750 ℃ 2). Высокотемпературная закалка в масле 3). Трехкратный отпуск (при 550-560 ℃ по 1 ч каждый) |
|||
|
Применение |
|||
|
Все виды режущего инструмента при обработке углеродистых легированных конструкционных сталей. |
|||
-
Р6М5 – сталь быстрорежущая умеренной теплостойкости
|
ЛЭ |
% |
Тип ЛЭ |
Влияние ЛЭ |
|
С |
0,82-0,9 |
Аустенитообразующий |
Расширяет область γ-фазы и сдвигает ее границы к более высоким содержаниям Cr. |
|
Mo |
5 |
Ферритообразующий |
Обеспечивают красностойкость благодаря образованию карбидов (Me6C). |
|
W |
6 |
Ферритообразующий |
|
|
Cr |
4 |
Ферритообразующий |
Обеспечивает прокаливаемость. |
|
V |
1,7-2,1 |
Ферритообразующий |
Образует в стали наиболее твердый карбид с формулой VC, который увеличивает красностойкость и твердость, благодаря эффекту дисперсионного твердения (из пересыщенного тв.р-ра выделяются частички дисперсной фазы). |
|
ТО |
|||
|
1). Изотермический отжиг (840-860 ℃) с выдержкой при 720-750 ℃ 2). Высокотемпературная закалка в масле 3). Трехкратный отпуск (при 550-560 ℃ по 1 ч каждый) |
|||
|
Применение |
|||
|
Для всех видов режущего инструмента при обработке углеродистых легированных конструкционных сталей. Предпочтительно для изготовления резьбонарезного инструмента, работающего с ударными нагрузками. |
|||
-
Р18К5Ф2 – сталь быстрорежущая повышенной теплостойкости
|
ЛЭ |
% |
Тип ЛЭ |
Влияние ЛЭ |
|
С |
0,85-0,95 |
Аустенитообразующий |
Расширяет область γ-фазы. |
|
Co |
5 |
Аустенитообразующий |
Повышает красностойкость. Увеличивает твердость. |
|
W |
18 |
Ферритообразующий |
Обеспечивают красностойкость благодаря образованию карбидов (Me6C). |
|
Cr |
4 |
Ферритообразующий |
Обеспечивает прокаливаемость. |
|
V |
2 |
Ферритообразующий |
Образует в стали наиболее твердый карбид с формулой VC, который увеличивает красностойкость и твердость, благодаря эффекту дисперсионного твердения (из пересыщенного тв.р-ра выделяются частички дисперсной фазы). |
|
ТО |
|||
|
1). Изотермический отжиг (840-860 ℃) с выдержкой при 720-750 ℃ 2). Высокотемпературная закалка в масле (1270-1290 ℃) 3). Трехкратный отпуск (при 560-580 ℃ по 1 ч каждый) |
|||
|
Применение |
|||
|
Для черновых и получистовых инструментов при обработке высокопрочных, нержавеющих и жаропрочных сталей. |
|||
-
Р6АМ5Ф3 – сталь быстрорежущая
|
ЛЭ |
% |
Тип ЛЭ |
Влияние ЛЭ |
|
С |
1 |
Аустенитообразующий |
Расширяет область γ-фазы и сдвигает ее границы к более высоким содержаниям Cr. |
|
Mo |
5 |
Ферритообразующий |
Обеспечивают красностойкость благодаря образованию карбидов (Me6C). |
|
W |
6 |
Ферритообразующий |
|
|
V |
3 |
Ферритообразующий |
Образует в стали наиболее твердый карбид с формулой VC, который увеличивает красностойкость и твердость, благодаря эффекту дисперсионного твердения (из пересыщенного тв.р-ра выделяются частички дисперсной фазы). |
|
N |
0,1 |
Аустенитообразующий |
Обеспечивает торможение роста аустенитного зерна при нагреве под закалку, повышение износостойкости и теплостойкости. |
|
Cr |
4 |
Ферритообразующий |
Обеспечивает прокаливаемость. |
|
ТО |
|||
|
1). Изотермический отжиг (840-860 ℃) с выдержкой при 720-750 ℃ 2). Высокотемпературная закалка в масле (1210-1230 ℃) 3). Трехкратный отпуск (при 540-560 ℃ по 1 ч каждый) |
|||
|
Применение |
|||
|
Для чистовых и получистовых инструментов при обработке нелегированных и легированных конструкционных сталей |
|||
-
Х6ВФ – сталь штамповая для холодного деформирования
|
ЛЭ |
% |
Тип ЛЭ |
Влияние ЛЭ |
|
С |
1 |
Аустенитообразующий |
Расширяет область γ-фазы. |
|
W |
1 |
Ферритообразующий |
Входит в состав тв.р-ра и карбидов. Увеличивает прокаливаемость, будучи в тв.р-ре. |
|
Cr |
6 |
Ферритообразующий |
Увеличивает прокаливаемость. Может образ.спец.карбиды. |
|
V |
1 |
Ферритообразующий |
Увеличивает прокаливаемость, уменьшает чувствительность стали к перегреву, усиливает интенсивность дисперсионного твердения и повышает теплостойкость. |
|
ТО |
|||
|
Изотермический отжиг при температуре 830-850 °С с последующим охлаждением до 700-720 ℃; выдержка 2-3 ч; охлаждение на воздухе. |
|||
|
Применение |
|||
|
Резьбонакатанный инструмент (ролики и плашки), ручные ножовочные полотна, бритвы, матрицы, пуансоны, зубонакатники и др. инструменты, предназначенные для хол.деф., для дерево |
|||