ВУЗ: Северный (Арктический) федеральный университет имени М.В. Ломоносова
Категория: Методичка
Дисциплина: Сварочное производство
Добавлен: 26.10.2018
Просмотров: 880
Скачиваний: 9
10- группа по характеристикам тока;
характеристики тока указаны в таблице 2.18 3
(выбраны Вами в п.4 данной работы).
11- технические требования
(ГОСТ 9466-75 –
классификация, размеры и общие требования
на покрытые металлические электроды для ручной сварки);
12- регламентирующие требования
(ГОСТ 9467-75 –
требования к электродам для ручной дуговой сварки
углеродистых, низколегированных и легированных
конструкционных и легированных теплоустойчивых сталей).
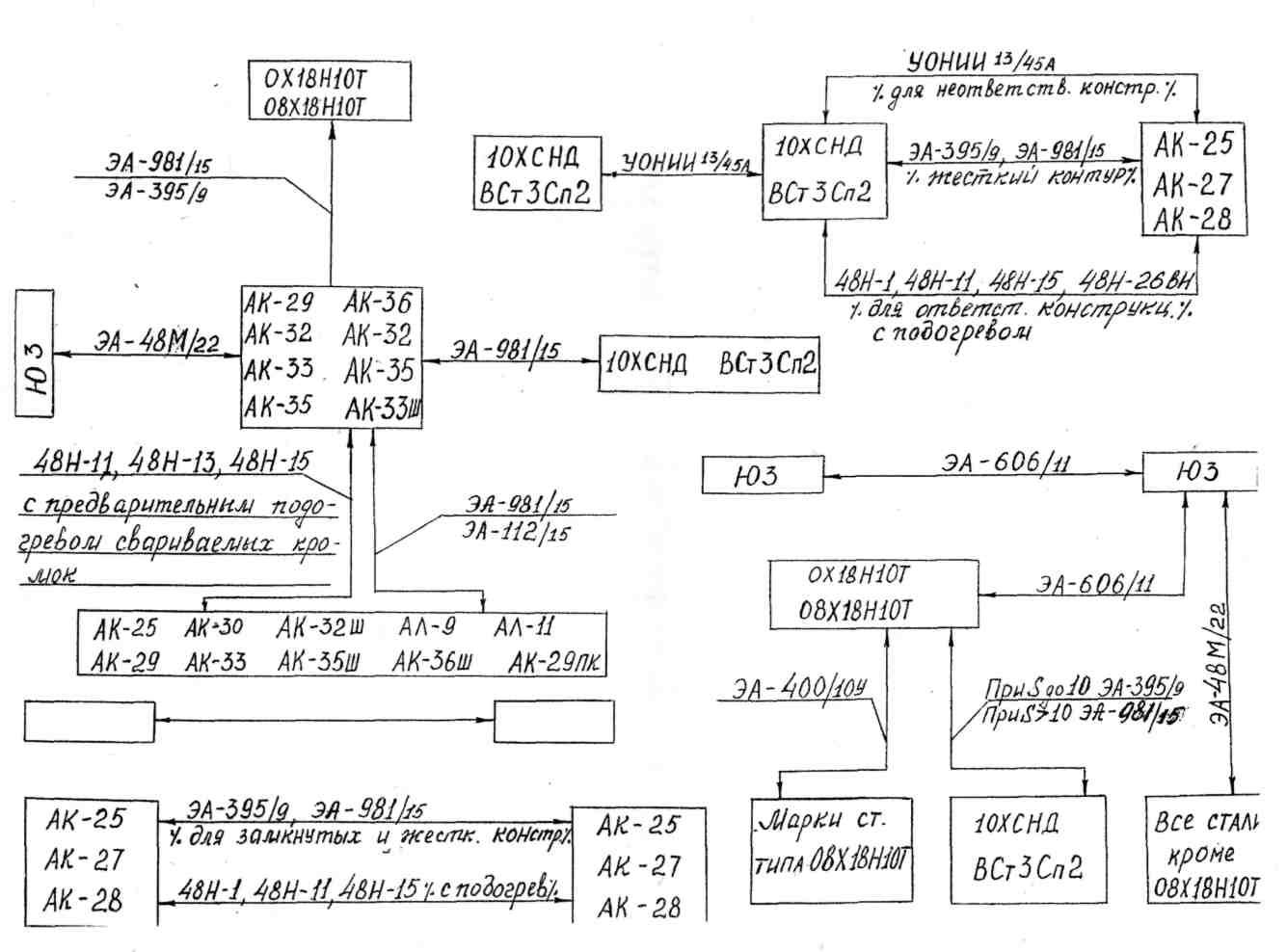
Рисунок 1 - Диаграмма выбора марок электродов
2 Типы сварных соединений
В соответствии с исходными данными, приведенными в Приложении Г, определить, необходимо ли выполнять ласку при соединении встык листов указанной толщины. Допустимая наибольшая разность толщин стыкуемых деталей указана в таблице 1.
Вычертить схему соединения в соответствии с ГОСТами (с размерами).
Таблица 1 - Допустимая наибольшая разность толщин стыкуемых деталей, свариваемых без скоса кромок
|
ГОСТ |
Толщина тонкой детали, мм |
Разность толщин деталей, мм |
|
5264-80 |
1-4 5-20 21-30 Св. 30 |
1 2 3 4 |
|
8713-79 |
2-4 5-30 31-40 Св.40 |
1 2 4 6 |
|
14771-76 |
2-3 4-30 31-40 Св.40 |
1 2 4 6 |
3 Условные обозначения сварных соединений
Содержание работы:
-
В соответствии с описанием сварных соединений, приведенным в приложении Д (по вариантам), выбрать узел в соответствующем ГОСТ.
-
Выполнить условное обозначение сварного шва в соответствии с описанием.
-
Изобразить сварное соединение и сварной шов.
Условные обозначения сварных соединений в чертежах должны наноситься с учетом следующих требований.
Швы сварных соединений изображают на чертежах:
-
видимые – сплошной основной линией толщиной S,
-
невидимые – штриховой линией толщиной S/2.
От изображения сварных швов под углом 30-60º к горизонтали проводят линию-выноску с односторонней стрелкой, а другой конец линии заканчивается горизонтальной полкой, на которой наносится графическо-буквенное обозначение сварного шва. Толщина линии выноски S/3.
-
2



 -3-4-5-6-7-8-9
-3-4-5-6-7-8-9
Рисунок 2 - Структура условного обозначения стандартного сварного шва
-
Вспомогательные знаки шва по замкнутой линии (окружность) и монтажного шва ().
-
Обозначение стандарта на типы и конструктивные элементы сварных швов.
Наиболее часто в судостроении встречаются следующие стандарты, характеризующие способы сварки и конструктивные элементы сварных швов:
ГОСТ 5264-80 Швы сварных соединений. Ручная электродуговая сварка.
ГОСТ 8713-79 Автоматическая и полуавтоматическая сварка под флюсом.
ГОСТ 14771-76 Автоматическая и полуавтоматическая сварка в среде защитных газов.
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами.
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами.
-
Буквенно-цифровое обозначение шва по стандарту на типы и конструктивные элементы швов сварных соединений (узел сварного шва).
-
Условное обозначение способа сварки по стандарту (проставляется для полуавтоматической и автоматической сварки):
Например,
АФ – автоматическая под флюсом на весу,
АФф – автоматическая под флюсом на флюсовой подушке,
АФм – автоматическая под флюсом на флюсомедной подкладке,
УП – полуавтоматическая в углекислом газе плавящимся электродом
5 .
Знак и размер катета согласно стандарту
на типы и конструктивные элементы
сварных соединений. Рекомендуемые
значения катетов приведены в таблице
2.
.
Знак и размер катета согласно стандарту
на типы и конструктивные элементы
сварных соединений. Рекомендуемые
значения катетов приведены в таблице
2.
Таблица 2 - Минимальные значения катетов угловых швов, мм
|
Предел текучести свариваемой стали, МПа |
Минимальный катет углового шва для толщины более толстого из свариваемых элементов |
|||||||
|
От3 до 4 |
Св. 4 до 5 |
Св.5 до 10 |
Св. 10 до 16 |
Св. 16 до 22 |
Св. 22 до 32 |
Св. 32 до 40 |
Св. 40 до 80 |
|
|
До 400
Св. 400 до 450
|
3 (3)
4 (3) |
4 (3)
5 (4) |
5 (4)
6 (5) |
6 (5)
7 (6) |
7 (6)
8 (7) |
8 (7)
9 (8) |
9 (8)
10 (9) |
10 (9)
12 (10) |
Примечания. 1) Минимальное значение катета не должно превышать 1,2 толщины более тонкого элемента.
2) В скобках указаны катеты угловых швов при автоматической сварке под флюсом.
6. Для прерывистого шва – размер длины провариваемого участка, знак / или Z и размер шага.
7. Вспомогательные знаки, обозначающие обработку поверхности шва.
8. Обозначение шероховатости механически обработанной поверхности сварного шва.
9 .
Вспомогательные знаки (например, шов
по незамкнутой линии ).
.
Вспомогательные знаки (например, шов
по незамкнутой линии ).
Обязательными являются три первых элемента условного обозначения. Условное обозначение сварного шва наносится над полкой – для видимых швов, под полкой – для невидимых швов.
Полное обозначение сварного шва можно заменить порядковым номером шва, который присваивается этому сварному шву в «Таблице сварных швов» и указывается на чертеже на линии-выноске (на полке или под полкой).
Таблица 3 - Вспомогательные знаки (см. п. 6-9)
|
Условный Знак |
|
|
|
|
|
|
|
|
Особенность шва |
Прерывистый с цепным расположением участков |
Прерывистый с шахматным расположением участков |
Монтажный |
По замкнутому контуру |
По незамкнутому контуру |
Со снятым усилением |
Шов, имеющий местную обработку с плавным переходом к основному металлу |








В «Таблице сварных швов», располагаемой над техническими требованиями, приводятся характеристики сварного шва (см. табл. 4).
Таблица 4 - Таблица сварных швов
|
№ св. шва |
ГОСТ |
Узел по ГОСТ |
Примечание |
|
|
|
|
|
4 Условные обозначения сварных соединений в чертежах
Содержание работы
-
Обозначить на чертеже номера деталей (позиции) – в кружочках.
-
Перечислить в тетради номера позиций, указать толщину (по форме таблицы 5).
-
На эскизе (на наклонной линии) указать тип сварного соединения (№ шва).
-
Составить в тетради таблицу сварных швов, занести все швы с их номерами и их характеристиками (по форме таблицы 4).
-
Выбрать по ГОСТам и изобразить в тетради конструктивные элементы подготовки кромок и параметры сварных швов для примененных соединений.
Таблица 5 – Перечень деталей секции
|
№ позиции |
Наименование детали |
Толщи на детали, мм |
|
|
|
|
|
|
|
|
5 Расчет параметров режима ручной электродуговой сварки.
Изучение технологии сварки швов в различных
пространственных положениях
Содержание работы:
-
Выбрать на чертеже швы, выполняемые ручной сваркой, занести в таблицу (таблица 6), изобразить соединение с размерами по ГОСТ 5264-80.
-
Выбрать параметры режима сварки и занести их в таблицу, привести соответствующие расчеты.
-
Изложить основные положения технологии ручной сварки и особенности выполнения швов в различных пространственных положениях.
Таблица 6 – Параметры режима ручной сварки
|
№ шва |
Характеристика соединения |
d эл-да, мм |
Марка эл-да |
Iсв, А |
Род тока и полярность |
Полож. шва в пр-ве |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Марку электрода взять из задания 1.
Положение шва определить по чертежу
(в соответствии с последовательностью сборки и сварки конструкции).
СПИСОК ИСТОЧНИКОВ
Основные источники:
-
Бельчук Г.А. и др. Сварка судовых конструкций. - Л.: Судостроение, 1971.
-
Думов С.И. Технология электрической сварки плавлением. – Л.: Машиностроение, 1987.
-
Маслов В.И. Сварочные работы. – М.: Изд. центр «Академия», 2000.
Нормативно-техническая литература:
-
ГОСТ 5264-80 Швы сварных соединений. Ручная электродуговая сварка.
-
ГОСТ 8713-79 Автоматическая и полуавтоматическая сварка под флюсом.
-
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами.
-
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами.
-
ГОСТ 14771-76 Автоматическая и полуавтоматическая сварка в среде защитных газов.