Файл: Отчет по производственной практике руководитель практики Попов М. Ю.docx
Добавлен: 26.10.2023
Просмотров: 153
Скачиваний: 7
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Деталь «Корпус крейцкопфа» изготавливается из стали 25Л ГОСТ 977-88 Механические свойства (таблица 1.1) и химический состав Стали 25Л (табли-ца 1.2) приведены ниже.
Таблица 1.1 - Механические свойства Стали 25Л при 20°С в зависимости от тепловой выдержки.
| Источник | Состояние по- ставки, режимы термообработки | Сечени е, MM | б0.2 | бв | бБ | ψ | KCU, Дж/ см2 | ||
| MПa | % | ||||||||
| ГОСТ 977 - 88 | Нормализация 880-900°C. Or- пуск 610-630°C. | До 100 | 240 | 450 | 19 | 30 | 40 | ||
Таблица 1.2 - Химический состав стали 25Л
| C | si | Mn | Cr | Ni | P | S | Cu |
| не более | |||||||
| 0,17- 0,25 | 0,20- 0,52 | 0,35- 0,90 | 0,30 | 0,30 | 0,04 | 0,045 | 0,30 |

-
Анализ работы чертежных деталей

Рисунок 1 - Деталь стакан
ф140×279;
-Материал 30ХГТ ГОСТ 4543-71, поверхностная закалка зубьев 35...40 HRCa;
-Оборубо ваыие:токарный станок с чпу Mazak 100-ⅡMsY
-Таблица 1 - технические характеристики
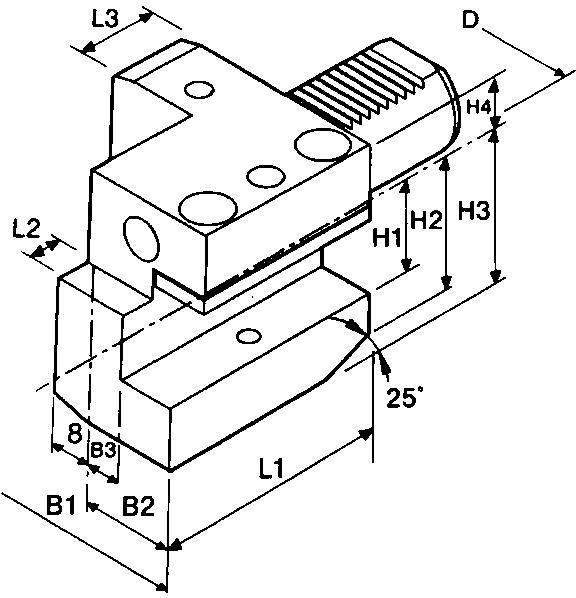
РЕЗЦЕДЕРЖАТЕЛЬ ASSIALE FORMA C1-40X25 Таблица 1 РЕЗЦЕДЕРЖАТЕЛЬ ASSIALE FORMA C1-40X25
C1-40X25
Размеры, мм
| D | B1 | B2 | B3 | H1 | H2 | H3 | H4 | L1 | L2 | L3 |
| 40 | 85 | 42.5 | 21 | 25 | - | 48 | 32.5 | 85 | 12.5 | 30 |
ДЕРЖАТЕЛЬ РАСТОЧНЫХ РЕЗЦОВ T1-40-32-85
Рис. 2.ДЕРЖАТЕЛЬ РАСТОЧНЫХ РЕЗЦОВ T1-40-32-85 Таблица 2 ДЕРЖАТЕЛЬ РАСТОЧНЫХ РЕЗЦОВ T1-40-3
2-85T1-40-32-85
Размеры, мм
| D | D1 | H1 | H2 | H3 | L1 | L2 |
| 40 | 32 | 80 | 65 | 85 | 85 | 112 |
 Рис. 3.Сверло T1-40-40-100 Таблица 3. T1-40-40-100
Рис. 3.Сверло T1-40-40-100 Таблица 3. T1-40-40-100T1-40-32-85
Размеры, мм
| D | D1 | H1 | H2 | H3 | L1 | L2 |
| 40 | 32 | 80 | 65 | 85 | 85 | 112 |
ГОЛОВКА СВЕРЛИЛЬНО-ФРЕЗЕРНАЯ FR40-1809-32-65
Part Number FL4018093265
Рис.4 .ГОЛОВКА СВЕРЛИЛЬНО-ФРЕЗЕРНАЯ FR40-1809-32-65
Part Number FL4018093265
Таблица 12.ГОЛОВКА СВЕРЛИЛЬНО-ФРЕЗЕРНАЯ FR40-1809-32-65
Part Number FL4018093265
FR40-1809-32-65,FL40-1809-32-65
Размеры, мм
| A | B | C | F | G | M |
| 99 | 80 | 71 | 40 | 23 | 65 |
| | | | | | п-350.12.05.2023 | Лист |
| | | | | | 2 | |
| Изм. | Лист. | № докум. | Подп. | Дата |
 Рис. 5.ГОЛОВКИ РАДИАЛЬНЫЕ РЕЗЬБОНАРЕЗНЫЕ TFR4018092065
Рис. 5.ГОЛОВКИ РАДИАЛЬНЫЕ РЕЗЬБОНАРЕЗНЫЕ TFR4018092065Таблица 5 ГОЛОВКИ РАДИАЛЬНЫЕ РЕЗЬБОНАРЕЗНЫЕ TFR4018092065
TFR4018092065 TFL4018092065
Размеры, мм
| A | B | C | F | G | M |
| 99 | 80 | 71 | 40 | 23 | 65 |
-
Анализ оборудования, режущего инструмента, оснастки Анализ применяемого оборудования
Обработка заготовки, установленной в патроне или в приспособление, после чего осуществляется обработка сразу несколькими инструментами по программе.
станке 16K20 (рисунок 18).
Обработка детали на операциях 010, 025 035 производят на токарном
Рисунок 6 - Токарный станок 16K20
На операции 015, 045 обработку детали производят на вертикально- сверлильном станке 2Н135 (рисунок 19)
| | | | | | п-350.12.05.2023 | Лист |
| | | | | | 2 | |
| Изм. | Лист. | № докум. | Подп. | Дата |
Рисунок 7 - вертикально-сверлильный станок 2Н135
На операции 040 обработку детали производят на горизонтально- расточном станке 2М615 (рисунок 20)
Рисунок 8 - горизонтально-расточной станок 2M615
Оборудование, применяемое на производстве устаревшей модели и по-вышенной мощности, такое оборудование требует более частого обслужива-ния и ремонта, а это приводит к увеличению времени и затрат.
На сверлильной операции при сверлении отверстий применяется плитас кондукторными
втулками, что увеличивает машинное и вспомогательное время и снижает производительность. В условиях завода контроль обработанных поверхностей производится универсальным измерительным инструментом (штангенциркуль, микрометр и т. д.), что увеличивает время на контроль.Общим недостатком этого технологического процесса является то, что он мало автоматизирован.
На заводе применяется приспособления с ручным зажимом и ручной установкой детали.
В заводском технологическом процессе используется много слесарных
операций, что увеличивает затраты времени и приводит к повышению себестоимости детали.
Анализ применяемого режущего инструмента
В техпроцессе используют инструмент. Для обработки наружных по- верхностей используется проходной резец ВК8 (рисунок 21).
-
Cхемы механической обработки деталей
Механическая обработка деталей включает в себя различные процессы и операции, такие как токарная обработка, фрезерование, сверление, шлифование и другие.
Заготовка детали.
Закрепление заготовки на сверлильном станке. Выбор подходящего сверла.
Установка режимов сверления (скорость вращения, подача). Сверление отверстий нужного диаметра и глубины.
Зачистка и обработка отверстий. Схема шлифования
-
Выводы из анализа и предложения по разработке проектного техпро- цесса
Выполненная работа показала, что техпроцесс на деталь есть в полном обьеме. Все карты оформлены в соответствии с ГОСТом.
-
После полного анализа детали, чертежа детали и технологического
процесса можно сделать вывод, что деталь сложной конструкции, что услож-няет процесс получения для неё заготовки и процесс механической обработки резанием. Из- за сложной формы детали процесс получения заготовки только один - это литьё.
-
Действующий технологический процесс предусмотрен под старое
оборудование, приспособление и режущий инструмент, но в связи с износом и моральным устареванием оборудования и оснастки всё требует полной заме-ны.
-
При механической обработке станок не выдаёт той точности и шеро-
ховатости, которую требует чертёж детали, поэтому происходит частая пере-наладка, регулировка и смена режущего инструмента, на что затрачивается очень много вспомогательного времени. Вследствие этого простаивают сбо-рочные операции, такт и ритм выпуска готовой продукции нарушаются.
Предложения по разработке нового тех. процесса:
-
На основании этих выводов сформировано предложение по разработ-
ке нового проектного варианта технологического процесса на современном универсальном автоматизирова
 нном оборудовании. Предлагаемый станок для обработки фрезерный обрабатывающий центр IRONMAC IMU-5X 400.
нном оборудовании. Предлагаемый станок для обработки фрезерный обрабатывающий центр IRONMAC IMU-5X 400.
Рисунок 19- фрезерный обрабатывающий цент IRONMAC IMU-5X 400
-
Все технологические установы спроектировать в одном или двух специальных приспособлениях на этом станке. Режущий инструмент исполь- зоватьпреимущественно стандартный отечественного производства, на сложные
переходы и сложную формирующую поверхность обработки спроектировать
специальный режущий инструмент со специальной оправкой.
-
За счёт этого увеличиться точность обработки, уменьшиться шеро-ховатость, сократиться время на обработку благодаря оптимальным режимам резания, уменьшиться время на транспортировку благодаря сокращению количества операцийи обработке на одном станке за несколько установов и по-зиций.
-
 Описание работы участка механической обработки
Описание работы участка механической обработки
На участке механической обработки детали "Корпус крецкопфа" распола- гается на пролете несколько станков.