Добавлен: 29.10.2023
Просмотров: 151
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
1 Назначение, конструкция детали
2 Анализ технологичности конструкции детали
3 Определение типа производства
6 Разработка варианта технологического маршрута обработки поверхностей детали
7 Выбор оборудования и средств технологического оснащения
8 Разработка маршрутной технологии. Построение операций
9 Расчет припусков на обработку и операционных размеров
2 Анализ технологичности конструкции детали
Анализ технологичности является одним из важных этапов в разработке технологического процесса.
Анализ технологичности проводится, как правило, в два этапа: качественный анализ и количественный анализ.
Качество продукции – совокупность свойств продукции, обусловливающий ее пригодность удовлетворять определенные потребности в соответствии с ее назначением (ГОСТ 15467-79).
Проведем качественный анализ технологичности детали «Шток».
С точки зрения механической обработки, конструкция допускает применение высокопроизводительных режимов обработки, имеет хорошие базовые поверхности и проста по конфигурации. Деталь технологична, проста по конструкции, допускает применение высокопроизводительного технологического оборудования и высокотехнических режимов обработки.
Конструктивная форма детали, и простановка размеров дают возможность совмещения конструкторских, технологических и измерительных баз при выполнении механических и контрольных операций. Требования к точности и шероховатости соответствуют служебному назначению детали.
Анализ технологичности является одним из важных этапов в разработке технологического процесса.
Анализ технологичности проводится, как правило, в два этапа: качественный анализ и количественный анализ.
Качество продукции – совокупность свойств продукции, обусловливающий ее пригодность удовлетворять определенные потребности в соответствии с ее назначением (ГОСТ 15467-79).
Проведем качественный анализ технологичности детали «Кольцо».
С точки зрения механической обработки, конструкция допускает применение высокопроизводительных режимов обработки, имеет хорошие базовые поверхности и проста по конфигурации. Деталь технологична, проста по конструкции, допускает применение высокопроизводительного технологического оборудования и высокотехнических режимов обработки.
Конструктивная форма детали, и простановка размеров дают возможность совмещения конструкторских, технологических и измерительных баз при выполнении механических и контрольных операций. Требования к точности и шероховатости соответствуют служебному назначению детали.
Проведем количественный анализ технологичности детали на основе данных табл. 3 по следующим параметрам
Т а б л и ц а 3 – Поверхности, подвергаемые обработке
| Наименование поверхности | Кол-во поверхностей | Кол-во унифицированных поверхностей | Квалитет | Шерохватость |
| Отверстие Ø 10 | 1 | 1 | 12 | 12,5 |
| Внутр. резьба M12  1,25-6H 1,25-6H | 1 | 1 | 12 | 12,5 |
| Лыска 17 | 2 | - | 14 | 12,5 |
| Нар. поверхн. Ø 20,5 | 1 | - | 6 | 0,8 |
| Фаска 0,5  | 3 | 3 | 14 | 12,5 |
| Скругление R1 | 2 | 2 | 14 | 12,5 |
| Торец Ø 30 | 1 | - | 14 | 12,5 |
| Нар. поверхн. Ø 30 | 1 | 1 | 14 | 12,5 |
| Нар. поверхн. Ø 20 | 1 | 1 | 14 | 12,5 |
| Нар. поверхн. Ø 14,5 | 1 | 1 | 14 | 12,5 |
| Торец Ø 14,5 | 1 | - | 6 | 0,8 |
| Торец Ø 20 | 1 | - | 8 | 3,2 |
| Торец Ø 30 | 1 | - | 10 | 6,3 |
| Нар. поверхн. Ø 12 | 1 | - | 6 | 0,63 |
| Канавка 4мм, Ø 9 | 1 | 1 | 14 | 12,5 |
| Торец Ø 12 | 1 | - | 14 | 12,5 |
| Торец Ø 20,5 | 1 | - | 14 | 12,5 |
| Нар. поверхн. Ø 19,5 | 1 | - | 14 | 12,5 |
| Нар. поверхн. Ø 13,5 | 1 | - | 14 | 12,5 |
| Фаска 1,8 | 1 | 1 | 14 | 12,5 |
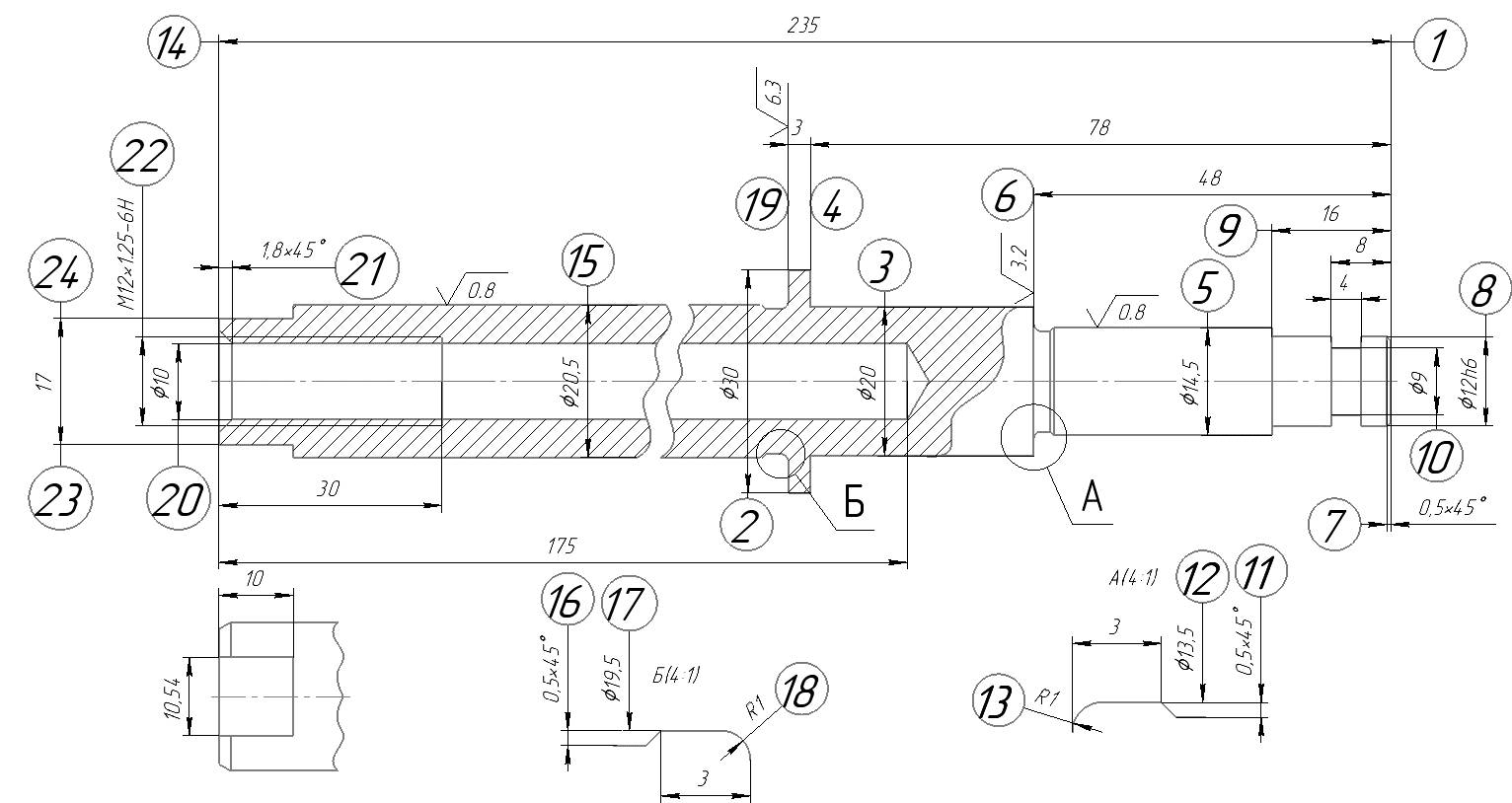
Рисунок 4 – Поверхности детали, подвергаемые обработке
-
коэффициенту унификации конструктивных элементов детали
 , (2.1)
, (2.1)где
 число унифицированных элементов детали, шт.;
число унифицированных элементов детали, шт.; общее число конструктивных элементов детали, шт.
общее число конструктивных элементов детали, шт.Подставив в (2.1) данные из таблицы 2.1, получим
 [1, c. 48].
[1, c. 48]. -
коэффициенту использования материала
 , (2.2)
, (2.2)где
 – масса детали по чертежу, кг.;
– масса детали по чертежу, кг.;  – масса материала заготовки с технологическими потерями, кг;
– масса материала заготовки с технологическими потерями, кг;

Подставив в (2.2) числовые значения, получим
 [1, c. 48].
[1, c. 48].-
коэффициенту точности обработки детали
 , (2.3)
, (2.3) где
 - средний квалитет;
- средний квалитет;  , (2.4)
, (2.4)где n
 количество поверхностей с соответствующим квалитетом;
количество поверхностей с соответствующим квалитетом; Подставив в (2.4) числовые значения из таблицы 2.1, получим
 .
.Подставив в (2.3) числовые значения, получим
 [1, c. 48].
[1, c. 48].-
коэффициенту шероховатости поверхностей детали
 , (2.5)
, (2.5) где

– средняя шероховатость поверхности.
 (2.6)
(2.6)где n
 количество поверхностей с соответствующей шероховатостью;
количество поверхностей с соответствующей шероховатостью; Подставив в (2.6) числовые значения из таблицы 2.1, получим
 .
. Подставив в (2.5) числовые значения, получим
 [1, c. 49].
[1, c. 49]. Проведя анализ технологичности по вышеперечисленным критериям можно определить, что деталь технологична по:
-
коэффициенту шероховатости поверхностей детали; -
коэффициенту точности обработки детали;
Нетехнологична по:
-
коэффициенту унификации конструктивных элементов детали. -
коэффициенту использования материала.