Файл: Контроль неразрушающий соединения сварные радиографический метод.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 07.11.2023
Просмотров: 92
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Условные обозначения материала эталона чувствительности: для сплавов на основе железа - 1, алюминия и магния - 2, титана - 3, меди - 4, никеля - 5.
2.14. Для маркировки канавочных эталонов допускается применять вырезы и отверстия или только отверстия, указанные в приложении 3. В этом случае толщина эталона в месте маркировки должна быть равна h.
При маркировке эталонов отверстиями длина эталона № 1 составляет 27-0,52 мм, № 2 - 38,5-0,62 мм, № 3 - 53-0,74 мм.
2.15. Для сварных изделий, предназначенных для экспорта, допускается использование других типов эталонов чувствительности, если это предусмотрено условиями экспорта.
3. ПОДГОТОВКА К КОНТРОЛЮ
3.1. Радиографический контроль следует проводить после устранения обнаруженных при внешнем осмотре сварного соединения наружных дефектов и зачистки его от неровностей, шлака, брызг металла, окалины и других загрязнений, изображения которых на снимке могут помешать расшифровке снимка.
3.2. После зачистки сварного соединения и устранения наружных дефектов должна быть произведена разметка сварного соединения на участки и маркировка (нумерация) участков.
3.1, 3.2. (Измененная редакция, Изм. № 1).
3.3. Систему разметки и маркировки участков устанавливают технической документацией на контроль или приемку сварных соединений.
3.4. При контроле на каждом участке должны быть установлены эталоны чувствительности и маркировочные знаки.
3.5. Эталоны чувствительности следует устанавливать на контролируемом участке со стороны, обращенной к источнику излучения.
3.6. Проволочные эталоны следует устанавливать непосредственно на шов с направлением проволок поперек шва.
3.7. Канавочные эталоны следует устанавливать на расстоянии не менее 5 мм от шва с направлением канавок поперек шва.
3.8. Пластинчатые эталоны следует устанавливать вдоль шва на расстоянии не менее 5 мм от него или непосредственно на шов с направлением эталона поперек шва так, чтобы изображения маркировочных знаков эталона не накладывались на изображение шва на снимке.
3.9. При контроле кольцевых швов трубопроводов с диаметром менее 100 мм допускается устанавливать канавочные эталоны на расстоянии не менее 5 мм от шва с направлением канавок вдоль шва.
3.10. При невозможности установки эталонов со стороны источника излучения при контроле сварных соединений цилиндрических, сферических и других пустотелых изделий через две стенки с расшифровкой только прилегающего к пленке участка сварного соединения, а также при панорамном просвечивании допускается устанавливать эталоны чувствительности со стороны кассеты с пленкой.
3.11. (Исключен, Изм. № 1).
3.12. Маркировочные знаки, используемые для ограничения длины контролируемых за одну экспозицию участков сварных соединений, следует устанавливать на границах размеченных участков, а также на границах наплавленного и основного металла при контроле сварных соединений без усиления или со снятым усилением шва.
3.13. Маркировочные знаки, используемые для нумерации контролируемых участков, следует устанавливать на контролируемом участке или непосредственно на кассете с пленкой так, чтобы изображения маркировочных знаков на снимках не накладывались на изображение шва и околошовной зоны по п. 5.7.
3.14. При невозможности установки эталонов чувствительности и (или) маркировочных знаков на контролируемом участке сварного соединения в соответствии с требованиями настоящего стандарта порядок проведения контроля без установки эталонов чувствительности и (или) маркировочных знаков должен быть предусмотрен в технической документации на контроль или приемку сварных соединений.
(Измененная редакция, Изм. № 1).
4. СХЕМЫ КОНТРОЛЯ
4.1. Сварные соединения следует контролировать по черт. 4 и 5.
4.2. При ограниченной ширине привариваемого элемента допускается проводить контроль тавровых сварных соединений с направлением излучения по образующей этого элемента в соответствии с черт. 6.
4.2а. При контроле кольцевых сварных соединений цилиндрических и сферических пустотелых изделий следует, как правило, использовать схемы просвечивания через одну стенку изделия (схемы черт. 5а, б, е, ж, з). При этом рекомендуется использовать схемы просвечивания с расположением источника излучения внутри контролируемого изделия:
схему черт. 5е (панорамное просвечивание) - для контроля изделии диаметром до 2 м независимо от объема контроля и диаметром 2 м и более при 100 %-ном контроле;
схему черт. 5 ж - при 100 %-ном и выборочном контроле, если использование схемы черт. 5е невозможно;
схему черт. 5з - при выборочном контроле изделий диаметром 2 м и более;
схемы черт. 5а, б - для изделий с внутренним диаметром 10 м и более, если использование схемы черт. 5е невозможно.
(Введен дополнительно, Изм. № 1).
Схемы контроля стыковых, нахлесточных, угловых и тавровых соединений
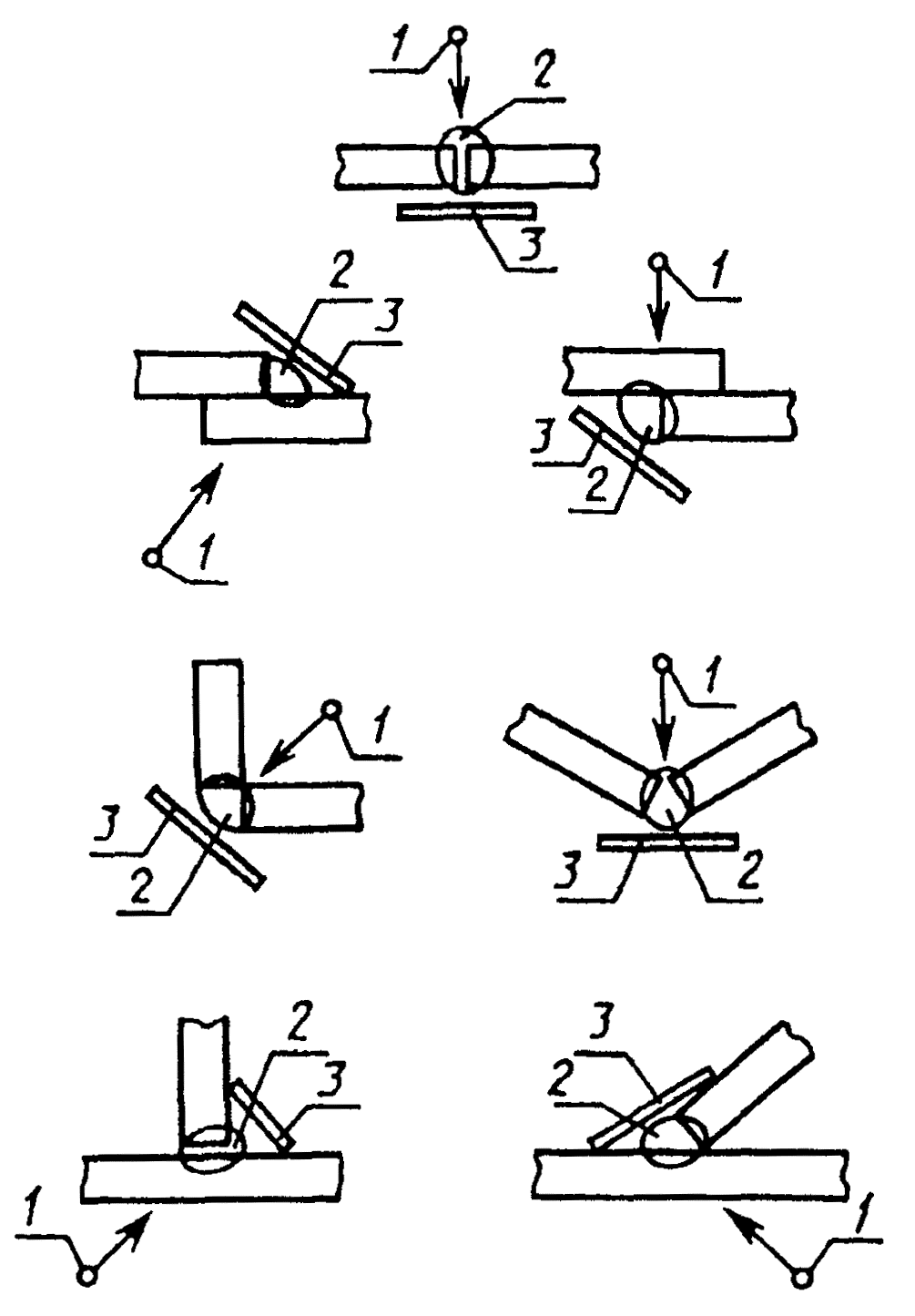
1 - источник излучения
; 2 - контролируемый участок; 3 - кассета с пленкой.
Черт. 4.
Схемы контроля кольцевых (стыковых, нахлесточных, угловых и тавровых) сварных соединений
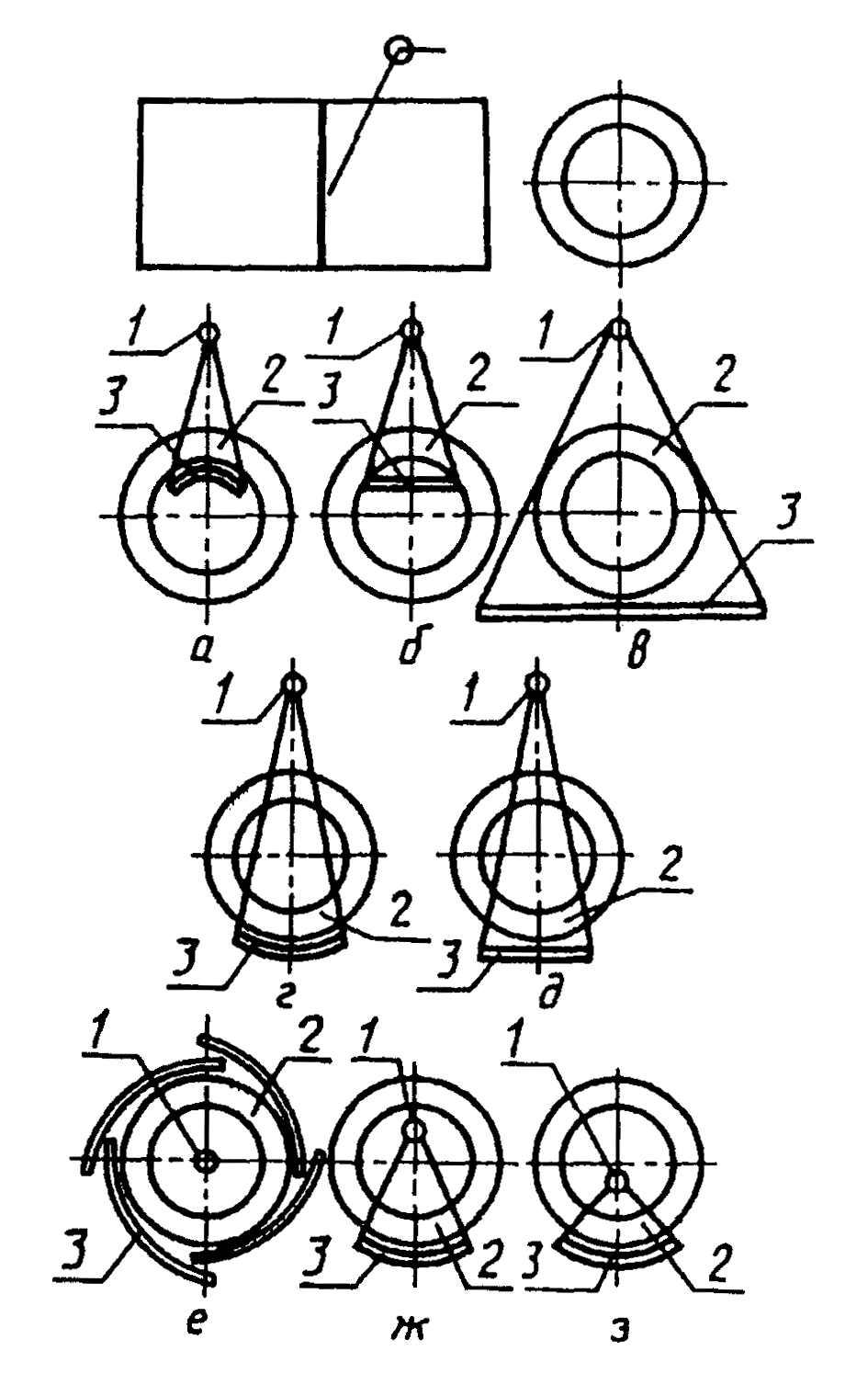
1 - источник излучения; 2 - контролируемый участок; 3 - кассета с пленкой.
Черт. 5.
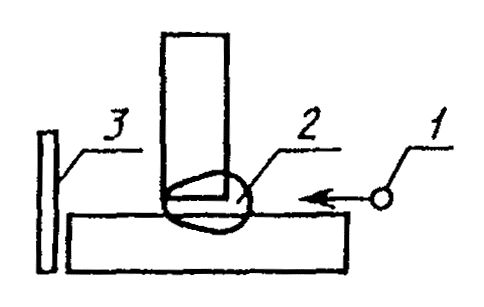
1 - источник излучения; 2 - контролируемый участок; 3 - кассета с пленкой.
Черт. 6.
4.3. При контроле через две стенки схема черт. 5в рекомендуется для просвечивания изделий диаметром до 100 мм; схемы черт. 5г, д - для просвечивания изделий диаметром более 50 мм.
4.4. При контроле стыковых сварных соединений по схемам черт. 5а, б, е, ж, з направление излучения должно совпадать с плоскостью контролируемого сварного соединения. При контроле по этим схемам угловых сварных швов вварки труб, штуцеров и т. п. угол между направлением излучения и плоскостью сварного соединения не должен превышать 45°.
4.5. При контроле сварных соединений по схемам черт. 5в, г, д направление излучения следует выбирать таким, чтобы изображения противолежащих участков сварного шва на снимке не накладывались друг на друга.
При этом угол между направлением излучения и плоскостью сварного шва должен быть минимальным и в любом случае не превышать 45°.
4.3 - 4.5 (Измененная редакция, Изм. № 1).
4.6. (Исключен, Изм. № 1).
4.7. Кроме контроля по схемам, приведенным на черт. 4 - 6, в зависимости от конструктивных особенностей сварных соединений и предъявляемых к ним требований могут использоваться другие схемы и направления излучения.
Эти схемы и направления излучения должны быть предусмотрены технической документацией на контроль и приемку сварных соединений.
4.8. Для уменьшения разности оптических плотностей различных участков снимка при контроле сварных соединений с большим перепадом толщин, а также в случае, когда контролируемое сварное соединение не обеспечивает защиту радиографической пленки от воздействия прямого излучения (например, при контроле торцевых швов вварки труб в трубные решетки, при контроле наплавки кромок под сварку и т. п.), контроль следует проводить с использованием приставок-компенсаторов.
Допускается использовать компенсаторы из любого материала, обеспечивающего требуемое ослабление излучения.
4.9. При выборе схемы и направления излучения следует учитывать:
расстояние от контролируемого сварного соединения до радиографической пленки должно быть минимальным и в любом случае не превышать 150 мм;
угол между направлением излучения и нормалью к радиографической пленке в пределах контролируемого за одну экспозицию участка сварного соединения должен быть минимальным и в любом случае не превышать 45°.
4.7 - 4.9. (Измененная редакция, Изм. № 1).