Файл: Механизация и автоматизация процессов сборки 4 Автоматизация изготовления арматуры 15.docx
Добавлен: 11.12.2023
Просмотров: 202
Скачиваний: 8
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

Рисунок 2 - Примерная схема сборки подузлов на полуавтомате:
1 – позиция для ручной загрузки базовой детали подузла; 2, 3, 4, 5, 8, 9 – сборочные позиции, на которых подача деталей из бункеров и сборка проводятся автоматически; 6, 10 – позиции для ручной сборки; 7 – позиция для автоматического контроля сборки; 11 – позиция для автоматической продувки и смазки; 12 – позиция для автоматического съема собранного узла
Многопозиционные сборочные автоматы применяют для сборки узлов средней сложности. Все детали на позиции подаются из бункерных или магазинных загрузочных устройств автоматически. Собранный узел с последней позиции снимается автоматически.
Схема работы многопозиционного сборочного автомата с круглым столом приведена на рис. 22.3. На позициях 1, 2, 3, 4, 6, 7, 8, 9 автоматически собирается узел, детали на сборочные позиции подаются автоматическими устройствами; на позициях 5 и 11 проводится автоматический контроль, на позиции 10 осуществляется продувка деталей, позиция 12 служит для выгрузки.
Автоматические и полуавтоматические линии применяют для сборки более сложных узлов или изделий. Используют схемы как с линейным расположением, так и замкнутым контуром сборочного оборудования. В состав автоматических линий входит универсальное или специальное полуавтоматическое или автоматическое оборудование. Собираемые узлы или изделия устанавливают и закрепляют в приспособлениях-спутниках, соединенных замкнутой цепью, и периодически через определенное время они перемещаются между сборочными позициями. В начале линии проводится установка базовой детали, в конце – съем готового узла. Нижняя ветвь замкнутой цепи возвращает спутники на сборочные позиции.

Рисунок 3 - Процесс сборки подузлов, узлов на многопозиционных сборочных автоматах:
1–4, 6–9 – позиции автоматической сборки узла, на которые детали подаются автоматическими устройствами; 5, 11 позиции автоматического контроля; 10 – позиция продувки; 12 – позиция выгрузки

Рисунок 4 - Схемы сборки узлов на автоматической или полуавтоматической линии:
а – с линейным размещением сборочного оборудования: 1 – позиция ручной загрузки; 2–11 – позиции автоматической сборки узла; б – с замкнутым размещением оборудования: 1 – позиция ручной загрузки; 2–4, 6, 7 – позиции автоматической сборки с автоматической подачей деталей из бункеров; 5, 8 – позиции ручной сборки; 9 – позиция продувки; 10 – позиция контроля; 11 – позиция смазки; 12 – позиция разгрузки собранного узла
Полуавтоматические сборочные линии с шаговым штанговым транспортером применяют для сборки крупных узлов или изделий.
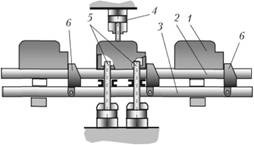
Рисунок 5 - Схема полуавтоматической сборочной линии для сборки узлов с шаговым штанговым транспортером:
1 – сборочный узел; 2 – направляющие; 3 – штанга; 4 – зажим; 5 – фиксирующие пальцы; 6 – собачки
Базовую деталь на первую сборочную позицию линии устанавливают вручную или с помощью подъемных устройств. Сборочные узлы 1 перемещаются между позициями по направляющим планкам 2 собачками 6, закрепленными в штанге 3, и подаются на соответствующую позицию, где фиксируются пальцами 5 и закрепляются гидравлическими зажимами 4 одновременно на всех сборочных позициях.
Технически и экономически обоснованный вариант автоматизации ТП сборки изделия является основным материалом для конструирования сборочных автоматов, полуавтоматов, транспортных средств, окончательной планировки сборочной линии, определения площади, занимаемой ею, и числа рабочих, обслуживающих ее.
Роторные сборочные автоматы и линии применяют для сборки небольших изделий или узлов. Технологический процесс сборки происходит непрерывно без периодических остановок одного или нескольких связанных в одну систему многопозиционных столов (роторов), на которых размещаются сборочные приспособления с установленными в них собираемыми изделиями. На рис. 22.6 дана схема работы сборочного автомата роторного типа.

Рисунок 6 - Схема роторного сборочного автомата:
1, 2 – головки питающих роторов; 3 – ротор
Собираемые изделия передаются с одного сборочного ротора на другой специальными транспортными (питающими и снимающими) роторами. Детали подаются к ним из бункерных или магазинных загрузочных устройств. На автоматических роторных сборочных установках или линиях можно производить запрессовку, развальцовку, обжимку и другие сборочные операции, а также контролировать узлы по заданным размерам.
При сборке узлов из нескольких деталей сборочные роторные автоматы имеют два-три питающих ротора, расположенных последовательно против соответствующих позиций.
Роторные автоматы могут иметь автоматические измерительные устройства для контроля правильного положения собираемых деталей.
На автоматических сборочных линиях нет заделов между сборочными агрегатами, так как механизмы и инструменты не требуют частой смены и подналадки. Наладочные и подналадочные работы проводят между сменами.
Существуют две системы управления сборочными полуавтоматами, автоматами и автоматическими сборочными линиями: централизованные и децентрализованные.
Любая система управления должна обеспечивать:
• работу автомата или сборочной линии в заданном ритме;
• синхронную работу всех узлов автомата или всего оборудования сборочной линии;
• блокировку узлов автомата или линии для предотвращения брака или поломки;
• контроль качества собираемых узлов.
В централизованных системах управления применяются командоаппараты с непрерывно или периодически вращающимся распределительным валом с кулачками, которые управляют работой технологических и вспомогательных органов непосредственно или через промежуточные связи. Системы управления разрабатывают на основании циклограммы работы автомата или сборочной автоматической линии.
Децентрализованные системы управления применяют для управления работой весьма сложных сборочных автоматов и автоматических линий. Они допускают включение любого исполнительного органа после получения сигнала об окончании работы предыдущего. Сигналы подаются в функции пути путевыми переключателями или в функции времени с помощью реле времени.
Наиболее совершенной формой поточной автоматической сборки является комплексная автоматическая сборка. В этом случае автоматическое оборудование выполняет все сборочные операции и виды контроля собираемых узлов, очищает и заправляет их смазкой, а также проводит различные операции механической обработки. Контролируются размеры сопряжений, получаемых при сборке, зазоры и взаимное положение деталей в собранном узле. Собранные узлы проверяют на герметичность в процессе гидравлического или пневматического испытания и соответствие техническим требованиям.
В зависимости от конструкции узлов или изделий в состав сборочной автоматической линии могут входить следующие устройства: бункерные или штабельные загрузочные устройства – питатели, транспортные устройства, приспособления для установки и зажима узлов, делительные и фиксирующие, контрольно-измерительные, сборочные устройства и т.д.
Большое внимание следует уделять контролю установки деталей и подузлов в начальном и конечном положениях.
В автоматические сборочные линии следует встраивать устройства, прекращающие работу в случаях отсутствия детали или неправильного ее положения на одной из позиций сборки. В качестве таких устройств применяют упоры с электроконтактными или пневматическими датчиками для крупных деталей и фотоэлементы для мелких.
Если на одной из позиций сборочной линии обнаружено неправильное положение детали или ее отсутствие, то автоматическая сборочная линия с централизованной системой управления останавливается в результате срабатывания блокировочного устройства. При децентрализованной системе в случае обнаружения брака на одной из позиций линия останавливается, бракованный узел перемещается транспортным устройством на следующие позиции, но исполнительные органы на последующих операциях, не получая соответствующего сигнала с предыдущей, не проводят работу по сборке.
Автоматизация изготовления арматуры
Арматурой в строительстве называются стальные стержни различного сечения и формы, стальные канаты и пряди, воспринимающие растягивающие и скалывающие напряжения, возникающие в железобетонных элементах от внешних нагрузок и собственного веса конструкций.
Арматура может быть постоянного сечения (гладкие стержни) и периодического профиля.
По трудоемкости изготовления арматура с диаметром стержней до 12 мм называется легкой, а от 12 и до 40 мм -- тяжелой.
Арматура применяется для изготовления всех видов железобетонных конструкций, что необходимо для усиления прочностных характеристик бетона. В основном, используется стальная гибкая арматура -- стержни, сварные сетки и каркасы, но иногда необходима и жесткая арматура -- прокатные двутавры, швеллеры и уголки.
По физико-механическим свойствам и другим показателям качества строительная арматура подразделяется на классы прочности -- горячекатаная, термомеханически упрочненная или термически упрочненная. От характеристик применяемой арматуры во многом зависит эффективность использования железобетонных конструкций в строительстве.
Изготовление арматуры. Армирование железобетонных конструкций следует осуществлять укрупненными сварными арматурными каркасами сделанными в заводских условиях. Изготовляют и вяжут арматурные каркасы и сетки на станках, на которых выполняют следующие операции: очистку, выпрямление арматурной стали, стыковую сварку стержней; резку их на прутки, гнутье прутков, изготовление каркасов и сеток и их сварку.
Легкую арматуру изготовляют из стали диаметром до 14 мм, выпускаемую заводами в мотках (бухтах) массой 80--100 кг; тяжелую -- из стержневой стали, выпускаемой в пучках массой до 5 т, диаметром выше 14 мм.
Гнутье арматурных стержней для изготовления сварных и вязаных каркасов выполняют на приводных станках различных типоразмеров. Легкую арматуру до 12 мм можно гнуть на ручных станках. Из плоских сеток и каркасов в заводских условиях собирают пространственные каркасы, укрупненные арматурные и арматурно-опалубочные блоки.
Основными способами соединения арматуры являются контактная электросварка, которая подразделяется на стыковую и точечную, и электродуговая сварка (сварка плавлением).
Контактная стыковая сварка заключается в том, что при пропуске электрического тока большой силы через свариваемые детали в месте их соприкосновения металл плавится под действием выделяемого тепла, что приводит к прочному соединению деталей.
При способе контактной точечной сварки элементы стыкуют внахлестку и они, сплавляясь в месте контакта, соединяются между собой. Сваривают элементы на одноточечных и многоточечных автоматических машинах.
Электродуговая сварка, которую в настоящее время выполняют вручную с помощью металлических электродов, малопроизводительна и трудоемка. Она служит для сварки стержней диаметром не менее 8 мм, так как при меньшем диаметре арматурной стали может произойти пережог арматуры.
Разновидностями электродуговой сварки арматурной стали являются дуговая ванная и электрошлаковая сварка. При этом сварной шов должен иметь гладкую или мелкочешуйчатую поверхность без наплывов, прожогов, переваров и трещин.
В сельской местности на строительную площадку арматуру перевозят автомобильным транспортом с соблюдением мер предосторожности. Чтобы не повредить и не деформировать изделия, используют прокладки, надежное крепление и пр. Отдельные стержни перевозят в пучках, скрепленных вязальной проволокой и снабженных бирками. Правила строповки арматурных изделий при погрузочно-разгрузочных работах и укрупнительной сборке те же, что и при установке крупногабаритных щитов опалубки.