Файл: Описание судна проекта Р121, судовой энергетической установки.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.12.2023
Просмотров: 204
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
Способы восстановления деталей
Виды способов восстановления изношенных деталей
Слесарно-механический способ восстановления
Рисунок 20. Восстановление способом наплавки и сваркой.
Виды наплавки цилиндрических поверхностей
Пластическое деформирование восстанавливаемых деталей
Электрохимические способы реставрации деталей
При дальнейшей дефектации цилиндровой втулки была обнаружена трещина в опорном бурте , которая могла образоваться в результате действия нормальной силы, возникающей при перекладке поршня, при этом наблюдается “раскачивание” втулки в блоке цилиндров при зажатом бурте, следовательно, увеличиваются напряжения, что приводит к появлению трещин в бурте.
Высокие температурные напряжения также могут стать причиной образования трещин во втулке. Первопричиной данного дефекта служит высокий температурный перепад между стенкой со стороны охлаждающей жидкости и стенкой со стороны газов .
Вывод: необходима замена цилиндровой втулки , т.к. цилиндровые втулки с трещинами в бурте не восстанавливают ,их заменяют даже в том случае, если их рабочая поверхность еще пригодна для эксплуатации.
Монтаж цилиндровой втулки в блок цилиндров
Новую втулку необходимо промыть и очистить от заводской консервационной консистентной смазки . После этого необходимо произвести наружный осмотр втулки с целью выявления трещин, рисок и задиров.
Прежде чем приступить к установке втулки необходимо проверить пятно контакта пояса втулки в блоке цилиндров. Оно должно быть видимым по всей окружности без перерыва и иметь ширину контакта > 80%. Если это не так, то приходится перешлифовать пояс втулки цилиндра в блоке цилиндров при помощи притирочного приспособления, входящего в состав инструментального набора. До этого надо удалить с втулки все резиновые кольца. Притирку осуществляют наждачным порошком или наждачной пастой и обильным количеством масла. После завершения притирки обработанные поверхности надлежит очистить жидким топливом до совершенного удаления всех абразивных частиц без остатка.
3.3 Восстановление цилиндровых крышек дизеля.
Сторону крышки, обращенную к камере сгорания, и выпускные каналы очищают от нагара в выварочных ваннах или при помощи косточковой крошки.
Внутреннюю полость крышки очищают от накипи в растворе, состоящем из одной части кальцинированной соды и трех частей воды с последующей промывкой проточной водой. Отложения, которые не уничтожаются содовым раствором у чугунных крышек, растворяют кислотным раствором, состоящим из одной части соляной кислоты и четырех частей воды, наливаемых в полость крышки. Для нейтрализации кислоты полость крышки промывают содовым раствором и проточной водой.
Очищенные от наружных и внутренних отложений крышки (головки) проходят гидравлическое испытание для дизелей типа Д50 давлением 10 кГ/см
2 в течение 5 мин, дизелей 1Д12 и М753 — давлением 2,5 кГ/см2 в течение 2 мин. дизелей 11Д45 — 7,5 кГ/см2 в течение 5 мин.
Крышки, изготовленные из чугуна, в случае обнаружения трещин исправляют газовой или электродуговой сваркой с разделкой трещин. При газовой сварке деталь предварительно нагревают до 600—700° С. Электродуговую сварку ведут холодным способом с применением комбинированных электродов (см. § 12).
Головки, сделанные из алюминиевого сплава, заваривают по методу, изложенному в § 12. Правилами деповского ремонта разрешается оставлять для дальнейшей работы крышки дизелей типа Д50 с несквозными трещинами. У дизелей 11Д45 такие крышки подлежат замене. Если заменено днище, перед сборкой стыковые плоскости его и крышки пришабривают с проверкой по краске; прилегание должно быть не менее 60%. Уплотняющий бурт проверяют контрольным приспособлением по краске. Для исправления посадочных мест клапанов используют рейберы, приводимые во вращение станком или пневматической машинкой.
Для нормальной работы клапанов необходимо соблюдение диаметрального зазора между штоком нового клапана и новой направляющей втулкой для выпускных клапанов четырехтактных дизелей 0,18—0,25 мм, а для двухтактных (11Д45)—0,10—0,14 мм и для впускных—0,08—0,15 мм. Эти же нормы установлены для заводского ремонта. Принимая во внимание износ направляющей втулки и клапана, разрешается при выпуске из деповского ремонта предельный зазор для выпускных клапанов четырехтактных дизелей до 0,45 мм и у 11Д45 — до 0,3 мм и для впускных — 0,35 мм. Зазор определяется измерением внутреннего диаметра направляющей втулки на всей длине, кроме нижней части, на расстоянии 40 мм от нижнего торца и измерением диаметра клапана. Новые направляющие втулки, поставленные в крышку с натягом 0,1 мм, проверяют на соосность отверстия и посадочного седла клапана при помощи калибра, вставляемого в отверстие направляющей втулки. Если калибр не садится, седло рейберуют.
При каждой разборке клапаны проверяют магнитным дефектоскопом. Трещины любого размера и расположения не допускаются. Овальность и конусность штока клапана свыше 0,1 мм устраняют проточкой и шлифованием с последующей притиркой тарели по посадочному месту и крышке.
Толщина тарели клапана, измеряемая от середины притирочного пояска до тыльной части у дизеля типа Д50, может быть допущена при выпуске из деповского ремонта до 4 мм, а при заводском — до 5,8 мм (у новых клапанов 8_0,2 мм), а у дизеля 11Д45 — соответственно 2 и 2,5 мм. Штоки клапанов быстроходных дизелей 1Д12, М753 и М756 шлифуют на бесцентровом шлифовальном станке кругом зернистостью 60 и твердостью С или СМ. Клапан при шлифовании уравновешивают путем ввертывания в отверстие штока грибообразного противовеса.
У клапанов четырехтактных и двухтактных дизелей с прямоточной продувкой уплотняющую поверхность при износе тарели более допустимого предела восстанавливают наплавкой. Перед наплавкой клапанов, например дизеля типа М750, на станке снимают слой металла с тарели для удаления наклепа и неровностей, после чего в печи подогревают клапан до температуры 300— 350° С и устанавливают тарелью вниз на вращающийся стол. Наплавку аргоном производят при помощи установки УДАР-300 с силой тока 120—140 а. В качестве присадочного материала используют проволоку из стеллита диаметром 4—5 мм марки ВЭК по АМТУ-291-66. Стеллит содержит кобальта 63%, вольфрама — 4—5, хрома — 28—32, кремния — 2—2,75, углерода— 1—1,3, серы — не более 0,07, железа — не более 2, никеля—до 2%.
В качестве электрода используется вольфрамовый пруток диаметром 4—5 мм с вылетом из мундштука горелки 5—6 мм. После наплавки клапаны помещают в муфельную печь или песок, нагретый до температуры 300—350° С, где они медленно остывают. Стеллитом наплавляют клапаны, изготовленные из сталей 4X10С2М и 30ХМА. Размеры тарелей доводят до нормы на станке, используя резцы с пластинками марки Т-15К.6. Затем тарели клапанов проверяют прибором (рис. 91), состоящим из корпуса 1, снабженного делениями для нониуса 7 и риской для фиксатора 3, вращающегося на оси 8.
Прибор позволяет измерять высоту h от тыльной части до середины прит рочной поверхности пояска с.
В результате обработки крышки и клапанов меняется их взаимное расположение по высоте крышки относительно цилиндровой гильзы и привода клапанов. Поэтому для сохранения необходимой величины степени сжатия и технических условий сборки привода, а также обеспечения прочности утопание клапана в крышке ограничивается, например для двигателей типа Д50 — до 7 мм (деповской ремонт), соответственно всех четырех клапанов — до 28 мм. Величину утопания проверяют микрометрическим глубиномером. Кроме того, проверяют величину выхода штока клапана над цилиндровой крышкой.
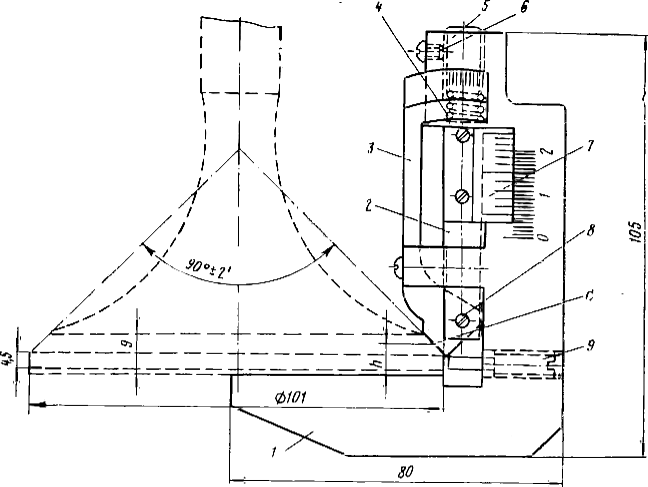
Рисуонок 22. Прибор для измерения толщины тарели клапанов и конуса его притирочной поверхности:
1— корпус; 2 — стержень; 3— фиксатор; 4 — пружина; 5 —заглушка; 6 — стопорный винт; 7 — нониус; 8 — ось; 9 — ограничитель
Для этого используют эталонный клапан, величина выхода стержня которого над цилиндровой крышкой должна быть для впускного не более 134,5 мм (деповской ремонт) и выпускного — 234,5 мм. У быстроходных четырехтактных двигателей износ посадочных гнезд клапанов может быть компенсирован постановкой сменных седел, изготовляемых из стали или бронзы (в зависимости от типа двигателя). Седла заменяют, если замечено их ослабление в посадке, а также если расстояние от торца тарели клапана до нижней плоскости головки превышает установленную норму утопания клапана. Седла после запрессовки зачеканивают при помощи чеканки замкнутого типа. Поврежденные гнезда под форсунки обрабатывают фрезой и вставляют кольцо или втулку.
3.4 Предупреждение отказов дизеля с помощью диагностического контроля.
Основной причиной возникновения ошибок в узлах дизельных двигателей является износ. Износ прецизионных деталей, таких как поршневой пар, выпускной клапан и распылитель, оказывает наибольшее влияние на работу системы подачи топлива. Определяющими видами износа являются водоструйная и эрозионная кавитация. В результате такого вида износа происходит локальный износ на стыках прецизионных деталей. Поэтому работа, направленная на разработку методов, приемов и средств технического диагностирования ТП, является актуальной. В настоящее время разрабатываются различные стенды, оборудование, приборы и методы для оценки отдельных параметров технического состояния двигателя внутреннего сгорания, различия в подборе групп диагностических параметров и идентификации формы их функциональных взаимосвязей с расчетными параметрами. В то же время трудно выявить большинство отказов в ТА, обусловленных их постепенным возникновением, а также тем, что их влияние на работу дизеля аналогично влиянию отказов в системах воздухо-и газоснабжения. Для целей технической диагностики ТА все диагностические методы можно разделить на три основные группы. Методы технической диагностики ТА Методы технического диагностирования, не требующие разборки та, зарекомендовали себя универсальными и оперативными, благодаря чему может быть проведена комплексная оценка состояния объекта. Для диагностики используется сложное электронное оборудование, что требует высокой квалификации основного диагноста. Наиболее перспективными методами диагностики являются виброакустический метод, методы диагностики, основанные на анализе сложных параметров, и метод диагностики, основанный на параметрах рабочего процесса. Развитие виброакустической диагностики широко распространено в России и за рубежом. Этот метод может быть использован для определения технического состояния таких элементов та, как топливный насос высокого давления (ТНВД), форсунки и топливный насос. Метод основан на обнаружении вибрационных сигналов, возникающих при работе двигателя внутреннего сгорания, и их дальнейшем анализе для определения неисправного элемента системы. Преимуществом метода диагностики является отсутствие операций разборки и сборки, легкий способ крепления датчиков к объекту диагностики, но новые методы, такие как лазерная вибродиагностика, позволяют бесконтактно снимать сигнал. Недостатком данного метода является обработка, интерпретация диагностической информации, выявление параметров и дефектов. эти процессы достаточно сложны и трудоемки, а полученные значения недостаточно информативны. Чаще всего диагностические методы используются на практике для анализа сложных параметров с целью определения технического состояния дизеля и его систем в целом. Эти параметры включают в себя: мощность, среднее эффективное давление, крутящий момент, расход топлива и КПД. Эти параметры тесно коррелируют с отказами в таких системах и механизмах двигателя, как: газораспределительный механизм, топливная система, система подачи воздуха, система смазки, система охлаждения, кривошип и др. Общим недостатком подходов к диагностике та, основанных на анализе сложных параметров, является влияние других систем ДВС на их изменение, что в свою очередь увеличивает время, затрачиваемое на поиск конкретного разлома, сложность и стоимость диагностики. Наиболее эффективным способом оценки состояния ТА является использование параметров рабочего процесса. Метод основан на измерении параметров частотно-временной группы, в которой протекает большинство дизельных процессов. Качество процесса распыливания и состояние деталей топливной аппаратуры можно оценить по таким показателям, как прямой угол подачи топлива, длительность впрыска, максимальное и среднее давление впрыска, динамическая скорость цикла (отношение количества топлива, подаваемого в цилиндр двигателя при задержке зажигания, к циклической подаче топлива) и др. При диагностировании топливной системы по этим характеристикам анализ их работоспособности основан на процессе впрыска топлива путем выбора характерных фаз. Методы диагностики ТА по параметрам отработавших газов являются универсальными и позволяют регистрировать неисправную работу топливной системы. Однако выхлопные газы являются функцией как от ТА, так и от технического состояния оборудования, давления наддува, группы цилиндров, etc.as является ли результат применения этих методов недостаточно объективным из-за большого количества факторов, влияющих на параметры выхлопных газов, и пригодны ли они только для проведения предварительной диагностики. Методы технического диагностирования та, требующие частичной или полной разборки, достаточно просты и в целом требуют от мастера диагностирования знаний конструкции дизельного двигателя и устройства компонентов ТА, которые описаны в различных нормативных и эксплуатационных документах, а также в специализированной литературе. Недостатками этих методов являются необходимость частичной или полной разборки элементов дизеля та, что увеличивает время диагностирования и снижает надежность работы та в целом, так как при разборке и сборке силовые элементы загрязняются. Анализ методов и средств технической диагностики показал, что наиболее эффективными можно считать методы, требующие разборки одного и того же, но наиболее точной оценки технического состояния, которая может быть дана с помощью метода диагностики в соответствии с настройками рабочего процесса. Исходя из этого, приоритетным направлением работы можно считать создание технических средств диагностики, обеспечивающих достоверную информацию о фактическом техническом состоянии объекта, диагностику без его анализа. При проектировании таких средств технической диагностики необходимо учитывать следующие приоритетные особенности: Создание баз данных для диагностируемого оборудования; Диагностика ТА-узлов без снятия их с двигателя внутреннего сгорания; Оценка топливно-энергетических показателей двигателей внутреннего сгорания; Диагностика в автоматизированном режиме; Дальнейшее развитие диагностической системы При детальном рассмотрении каждого из представленных пунктов можно выделить следующие основные составляющие современных средств технической диагностики: – Персональный компьютер (ПК), который использует специальное программное обеспечение для создания баз данных на основе результатов диагностики, и проводится его анализ с последующим прогнозом остаточного ресурса оборудования или его систем (элементов). Необходимые ремонтные или ремонтные работы планируются заранее, чтобы избежать возможных простоев; – аналого-цифровой преобразователь (АЦП); – серия датчиков для подключения к диагностируемому объекту; – специализированное программное обеспечение с функцией диагностики и рекомендациями механика по устранению выявленной проблемы. Результатом применения такого интеллектуального элемента в диагностической системе является значительное сокращение времени устранения неполадок; — модульная основа технического диагностического средства позволяет разделить диагностику каждого компонента исследуемого объекта на отдельные модули. Таким образом, можно диагностировать как отдельные системы объекта, так и весь объект в целом. Такой подход позволяет логически организовать дальнейшее развитие диагностической системы путем модернизации каждого элемента независимо друг от друга. В таких системах возможны сложные диагностические алгоритмы, дающие исчерпывающую диагностическую информацию о состоянии конкретного объекта.
4. Охрана окружающей среды.
4.1. Охрана водной среды от загрязнений с судна пр. Р212.
В процессе эксплуатации судов образуются бытовые и производственные отходы, сброс которых в водоем приносит значительный ущерб природе. При этом все образующиеся на судне загрязнения можно разделить на две основные группы:
1. остатки перевозимых грузов, образующихся вследствие неполной их выгрузки, обмыва палубы и трюмов, танков и т. п.;
2. загрязнения, образующиеся в результате жизнедеятельности экипажа и пассажиров (сточные воды и бытовой мусор), а также в результате эксплуатации судовых механизмов (нефтесодержащие, льяльные, производственный мусор). Кроме того, до сих пор, к сожалению, весьма часты случаи аварийных разливов нефтепродуктов при бункеровке судов и в результате различных аварийных ситуаций.
Продукты сгорания топлива, выброшенные в атмосферу, изменяют температуру, свойства, фазовые и агрегатные состояния, при этом распадаются и образуют химические соединения и смеси, свойства которых значительно отличаются от исходных. Вредные воздействия этих продуктов на людей, животных и растения зависят от их концентрации и от многих факторов окружающей среды.
На выделение токсичных веществ с выпускными газами дизелей влияют различные эксплуатационные факторы: сорт топлива, конструкция дизеля, режим
работы, температура деталей камеры сгорания, нагарообразование износ
цилиндропоршневой группы, состояние топливоподкачивающей системы. Другим существенным фактором, влияющим на состав выпускных газов, является конструктивное исполнение топливной аппаратуры дизелей. Исследования, выполненные в Центральном научно-исследовательском институте, показали, что с увеличением продолжительности впрыска (постоянная цикловая подача топлива и изменяющейся диаметр плунжера топливного насоса высокого давления) выход окислов азота уменьшается на 50%. Это объясняется уменьшением температуры газов в процессе сгорания топлива. Тип и параметры распылителя форсунки также оказывают значительное влияние на протекание процесса сгорания, а следовательно, и на состав выпускных газов. Так, при замене распылителя с 4 отверстиями (D=0,35 мм) на распылитель с 5 отверстиями (D=0,3 мм) содержание окислов азота в выпускных газах снизилось на 40%.
Также в некоторых дизелях одним из основных источников продуктов неполного сгорания топлива, является объем топлива под иглой форсунки. Топливо, оставшееся в этом пространстве, медленно подтекает через сопловое отверстие в камеру сгорания в связи с падением да ления в цилиндре. В это время процесс сгорания уже заканчивается. Из вытекающего топлива на поверхность распылителя в результате каталитических реакций образуются альдегиды, сажа.