Файл: И. И. Лаптева, М. А. Колесников неразрушающий контроль деталей вагонов рекомендовано Методическим советом двгупс в качестве учебного пособия Хабаровск Издательство двгупс 2012.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.01.2024
Просмотров: 636
Скачиваний: 6
СОДЕРЖАНИЕ
1. ВИДЫ И МЕТОДЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
2.1. Феррозондовый метод контроля:основные понятия и технология
2.2. Технология контроля деталей рамы тележки грузового вагона модели 18-100 (18-493)
2.4. Магнитопорошковый контроль
3. ВИХРЕТОКОВЫЙ МЕТОД КОНТРОЛЯ
4. ДЕФЕКТОСКОПИЯ ПРОНИКАЮЩИМИ ЖИДКОСТЯМИ
5. УЛЬТРАЗВУКОВАЯ ДЕФЕКТОСКОПИЯ
5.2. Факторы, влияющие на эффективность УЗД
5.4. Принципиальное устройство ультразвукового дефектоскопа
5.5. Способы ввода ультразвука в деталь
5.6. Методы ультразвукового контроля
5.7. Средства настройки дефектоскопа
5.8. Контроль оси на прозвучиваемость (УД2-12)
5.10. Ультразвуковая дефектоскопия колёс
6. АКУСТИКО-ЭМИССИОННЫЙ МЕТОД КОНТРОЛЯ
7. Интроскопический метод контроля
Тестовые задания по дисциплине «Основы технической диагностики»
7. Интроскопический метод контроля
Кафедрой «Вагоны и вагонное хозяйство» ИрИИТ совместно с лабораторией систем обработки данных НПК ЛУЦ НИИЭФА, при активном содействии служб вагонного хозяйства ВСЖД, ОктЖД, КрЖД и ЗабЖД были получены результаты инициативных исследований автоматизированной технологии неразрушающего контроля на ходу грузового подвижного состава интроскопическим методом.
Этот метод позволяет с помощью жесткого излучения, генерируемого линейными ускорителями электронов, решить следующие задачи:
– получить компьютерное изображение недоступных для непосредственного осмотра деталей узлов, например, изображение механизмов сцепленных автосцепок и т. п.;
– оценить величину перекрытия запирающих частей замков автосцепки;
– обнаружить наличие или отсутствие зазоров (например, между гайкой торцевого крепления и упорным кольцом и т. п.);
– выявить недопустимые износы, деформации, изломы недоступных для осмотра деталей, наличие посторонних металлических предметов;
– оценить количественно размеры деталей, в том числе те размеры, которые обычно в эксплуатации контролю не подлежат (расстояние между фрикционными планками, базу боковой рамы, зазоры между корпусом буксы и буксовыми челюстями и т. п.), а также взаимное положение деталей (например, завышение фрикционного клина).
В результате компьютерной обработки получается позитивное цветное изображение. Может быть получено изображение негативное, в псевдоцветах и с подчеркнутыми контурами. Возможно также программное масштабирование, выделение интересующего фрагмента, изменение пространственной ориентации и другие манипуляции с объектом. Все это обеспечивает удобство автоматизации технической диагностики подозрительного объекта. Главными достоинствами метода являются независимость от внешних возмущений и высокая проникающая способность.
Для исследования возможностей метода сотрудниками кафедры «Вагоны и вагонное хозяйство» ИрИИТ с помощью промышленного интроскопа НПК ЛУЦ НИИЭФА было выполнено опытное просвечивание автосцепки, колесной пары с роликовыми буксами и тележки грузового вагона.
Промышленный интроскоп с линейным импульсным ускорением электронов до граничной энергии излучения 8 МэВ и детекторной линейкой на кристаллах из вольфрамата кадмия размером 22 мм позволяет получить пространственное разрешение контрастных дефектов до 1 мм и разрешение по плотности не хуже 0,5 %. Эти результаты получены при просвечивании стального объекта толщиной 230 мм при скорости движения 5 км/ч.
Скорость движения подвижного состава при диагностировании ограничивается мощностью ускорителя, временными характеристиками детекторной линейки и пропускной способностью каналов обработки информации. Ряд технических сложностей делает затруднительным диагностирование на скорости свыше 5 км/ч, которая по многим причинам в настоящее время может считаться удовлетворительной.
Следует отметить, что при исследовании метода не ставилась задача выявлять в движении наличие микротрещин деталей. При разумной мощности ускорителей это возможно при небольшой скорости движения или в состоянии покоя объекта.
Схематическое изображение опытной установки показано на рис. 50.
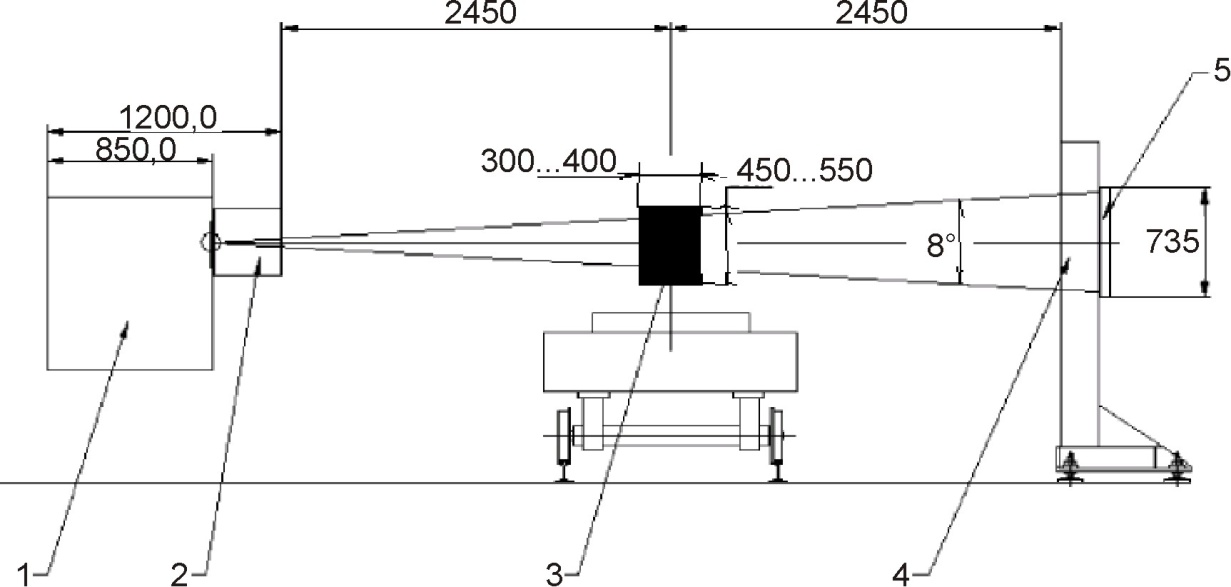
Рис. 50. Схема опытной интроскопической установки:
1 – ускоритель; 2 – первичный коллиматор; 3 – объект контроля;
4 – коллиматор; 5 – детекторная линейка
Излучатель ускорителя, неподвижно установленный на специальной раме, снабжен юстировочным устройством и первым коллиматором, которые формируют веерный пучок в плоскости коллимационной системы (рис. 51). Приемником излучения является детекторная линейка. В процессе просвечивания объект при помощи транспортной системы пересекает веерообразный пучок тормозного излучения. Прошедшее через контролируемый объект излучение регистрируется детекторной линейкой. Сигналы с детекторной линейки предварительно обрабатываются и передаются на рабочую станцию оператора и отображаются на дисплее с высокой разрешающей способностью.
Интроскопическое изображение, получающееся при просвечивании движущихся автосцепок, приведено на рис. 52 и 53. Хорошо видны детали механизма и их взаимное положение.
При опытном просвечивании опробован быстродействующий адаптивный метод обработки и визуализации информации, содержащейся в исходном массиве данных. Метод заключается в преобразовании аналогового сигнала яркости в цифровой код геометрического размера детали для формирования пространственной матрицы из теневого растрового изображения. В полученном изображении выделяются контуры, имеющие равную яркость, которые классифицируются по принадлежности деталям сборочной единицы.

Рис. 51. Интроскопическая установка
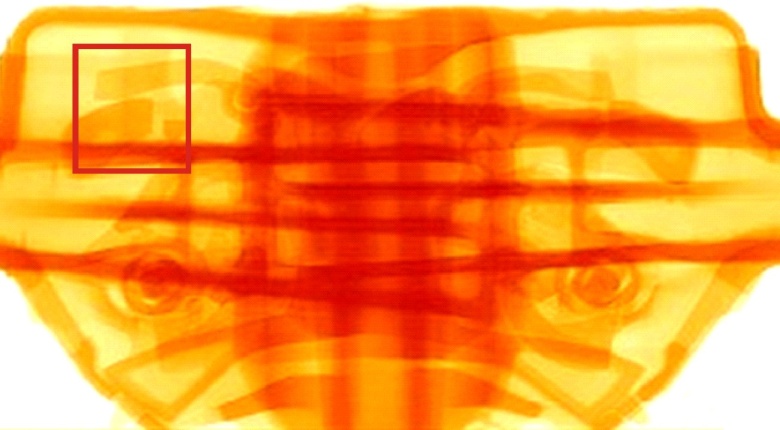
Рис. 52. Изображение автосцепки
с незаполненным контуром зацепления
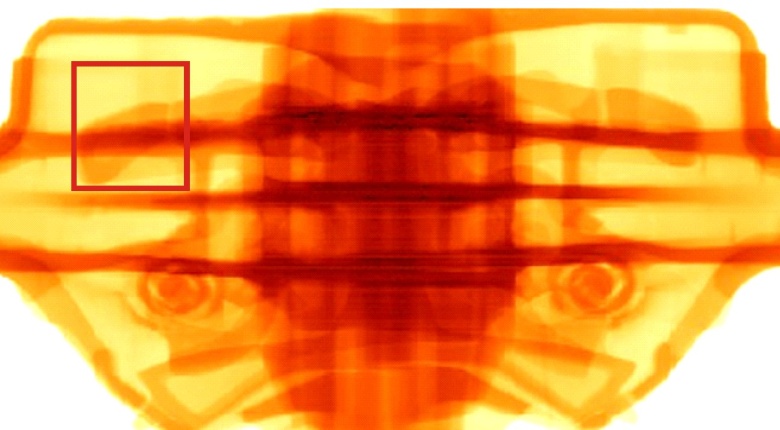
Рис. 53. Изображение автосцепки
с заполненным контуром зацепления
О
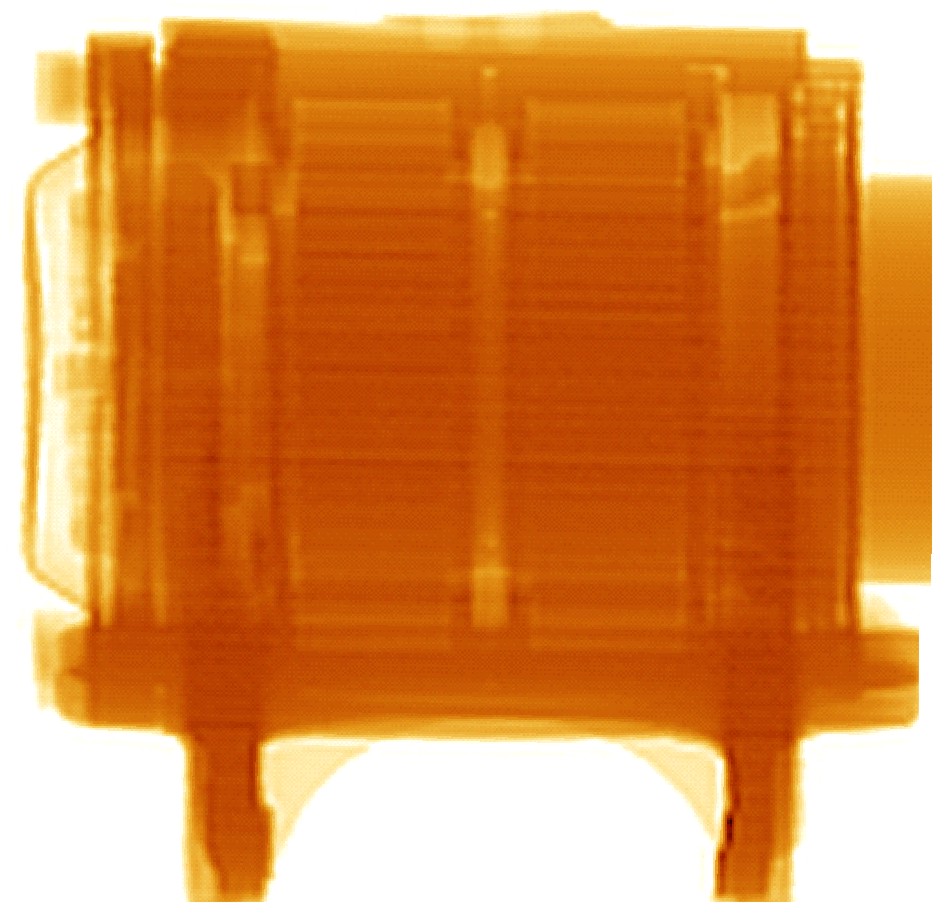
Рис. 54. Буксовый узел левый
при интроскопическом методе
бразцом при диагностике служит своеобразная маска цифрового изображения эталонной детали. Мерой соответствия диагностируемой детали заданным техническим требованиям служит расстояние между кластерными центрами эталона и детали. Для автоматической ориентации текущего изображения относительно эталонного разработан оригинальный беспоисковый адаптивный алгоритм, содержащий функции масштабирования, поворота и смещения системы координат матрицы текущего изображения в систему координат эталонной матрицы.
Изображение левого буксового узла представлено на рис. 54, тележки грузовой – на рис. 55.
По результатам эксперимента сформулированы технические требования к источнику, объекту контроля и приемнику излучения. Определены базовые аппаратные и программные средства обработки сигнала с приемника, удовлетворяющие этим требованиям.
Разработаны основы технологического процесса комплексной диагностики технического состояния деталей вагонов в эксплуатации.
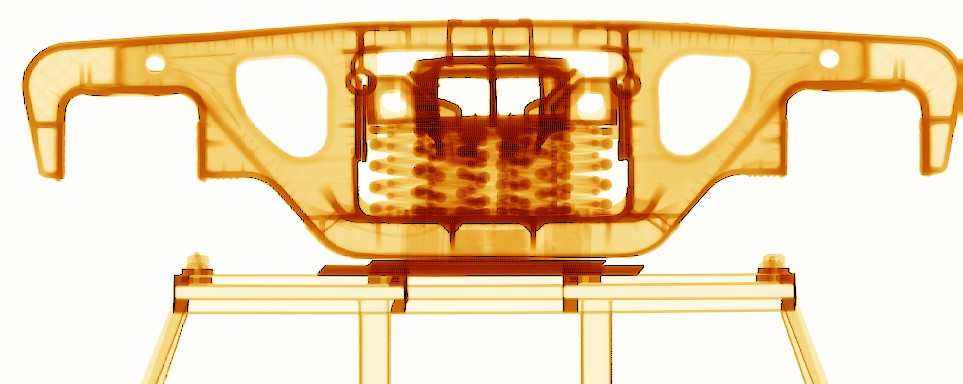
Рис. 55. Изображение боковой рамы
с рессорным подвешиванием грузовой тележки
Оптимальным местом для комплексной диагностики технического состояния вагонов является участок перед пропуском через горку сетевых ПТО. В этом случае неисправные вагоны, нуждающиеся в текущем отцепочном ремонте, сразу направляются на соответствующие пути, обнаруживаются неисправности, не выявленные на ходу, в сортировочном парке или в парке прибытия. Кроме того, скорость движения, при которой осуществляется контроль (5 км/ч), близка к скорости подачи состава на горку для расформирования.
Тестовые задания
по дисциплине «Основы технической диагностики»
1. Что понимается под технической диагностикой:
1) область знаний, охватывающая теорию, методы и средства определения технического состояния объекта;
2) параметры значения сигналов какого-либо рода на отдельных выходах системы;
3) система, которая соответствует всем предъявленным к ней требованиям;
4) множество состояний работоспособных и неисправных систем?
2. Сколько различают задач по определению состояния технического объекта:
1) 2;
2) 3;
3) 4;
4) 5?
3. Какую из задач решает диагноз:
1) определение состояния объекта диагностирования, в котором находится объект в настоящий момент времени;
2) предсказание состояния, в котором окажется технический объект в некоторый последующий момент времени;
3) определение состояния, в котором находился объект ранее?
4. Какую из задач решает прогноз:
1) определение состояния объекта диагностирования, в котором находится объект в настоящий момент времени;
2) предсказание состояния, в котором окажется технический объект в некоторый последующий момент времени;
3) определение состояния, в котором находился объект ранее?
5. Какую из задач решает генезис:
1) определение состояния объекта диагностирования, в котором находится объект в настоящий момент времени;
2) предсказание состояния, в котором окажется технический объект в некоторый последующий момент времени;
3) определение состояния, в котором находился объект ранее?
6. Чем определяется работоспособное состояние системы:
1) основные параметры находятся в пределах заданной нормы, система правильно выполняет свои функции;
2) выход хотя бы одного параметра не влияет на работу системы;
3) диагностические признаки выбираются в результате анализа диагностической модели?
7. Сколько различают видов технического состояния объекта диагностирования:
1) 1;
2) 2;
3) 3;
4) 4?
8. Что такое полный отказ:
1) состояние потери работоспособности и нештатного функционирования;
2) отказы попеременно исчезают, а затем снова появляются;
3) полная потеря работоспособности;
4) отказ отдельных элементов приводит к отказу всей системы?
9. Что является причиной потери работоспособности: