Файл: Дрі Химиялы жне фармацевтикалы технологияны негізгі процестерін жіктеу. Химиялы ндірісті отайландыру.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 12.01.2024
Просмотров: 735
Скачиваний: 1
СОДЕРЖАНИЕ
Сорғыштың негізгі параметрлері:
Ас тұзы бар ерітіндіден тұзды бөлу үшін, суды қыздырады. Су буланады да, тұз түбінде қалады:
Арал теңізінің жағалауында бұндай тұз көп мөлшерде кездеседі:
Бұл тұз теңіз суының құрамында еді. Кейін су буланып, тұз қайта кристалданып жерде қалды.
Суды қыздырып, буға айналдырып, басқа жерде су буын суытып қайтадан суға айналдыруға болады:
Бұны айдау әдіс деп атайды. Бұл әдістің тағы бір аты - дистилдеу әдісі.
Қоспалардың құрамына және қасиетіне қарай әр түрлі бөлу әдістері қолданылады.
Магнитпен қоспдадан бөлу әдісі.
Суспензияны құр -қатты заттарды сұйық көлемге теп тегіс таратуды қамтамасыз ету;
Қыздыру мен салқындатудың интенсификациясы;
Салмақ ауысу интенсификациясы араластыру жүйесінде (еріту, сілтілеу).
Механикалық- бұлғылауышпен араластыру, аппаратта араласатын оратмен айналады.
Үрдістің тиімділік көрсеткіші- Қоспадағы алынатын заттың концентрациясы.
Механикалық араластыру үрдісінің теориялық маңызы
Критерий Рейнольдса Reм (19.2)
мұнда dм - бұлғылаушының диаметрі, м;
n - бұлғылаушының айналу жылдамдығы, айн /с;
r - сұйықтық тығыздығы, кг/м^3;
Nм -бұлғылаумен жұмыс істеуге кететін қуаттылық, вт;
m - динамикалық тұтқырлық Па*с;
Механикалық араластыру үрдісінің технологиялық –құрылымыдық шамасын есептеу әдісі
1. Бұлғылау түрін таңдау оның диаметрі dм, аппарат өлшемі Daпп и Hапп.
2. Аппаратың түрі мен өлшеміне байланысты коэффициент Сt анықтаймыз.
3. Бұлғылаудың айналу санын анықтайды:
5. Сызба бойынша KN= f(Reм) тауып алады KN.
6. т Nм 2 теңдеуден тауып алады:
7. Құрылғыны айналдыратын өткізгішттің қуаттылығын есептейді Nдв:
Мұнда К- құрылғыны араластыратын және аппаратың құрылымын есептейтін түзету коэффициенті;
Бастапқы компонент бойынша материалдық баланс
Барлық заттар бойынша материалдық баланс
(19.8) және (19.9) алатынымыз:
Басқарылатын айнымалылар – Ссм және hсм.
Сұйық орталарды араластырудың негізгі үш тәсілі болады:
1) механикалық - әртүрлі құрылысты араластырғыштар жәрдемімен;
2) пневматикалық - сығылған ауа немесе инертті газдар жәрдемімен;
3) циркуляциялық - насостар немесе соплалар жәрдемімен.
1) салыстырмалы түрде көп энергия шығыны;
1) механикалық - әртүрлі құрылысты араластырғыштар жәрдемімен;
2) пневматикалық - сығылған ауа немесе инертті газдар жәрдемімен;
3) циркуляциялық - насостар немесе соплалар жәрдемімен.
1) салыстырмалы түрде көп энергия шығыны;
Центрифугалау дегеніміз - центрифугалық күш әсерінен суспензиялар мен эмульсияларды бөлу процесі.
Электрлік тазарту - электр күштерінің әсерінен газды тазарту.
2.Бөлу процесстерінің түрлері?
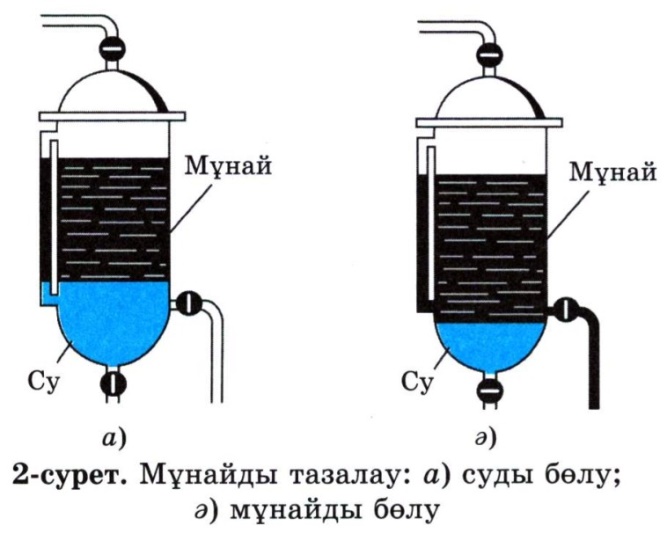
Мұнайды тазалау.
Магнитпен бөлу. Бұл әдіс қоспа құрамындағы бір зат магнитке тартылатын жағдайда қолданылады. Темір және күкірттің қоспасын бөлу үшін темірді магнит көмегімен тартып алуға болады.
Бақылау сұрақтары:
1.Гетерогенді жүйе дегеніміз?
2.Бөлу процесстерінің түрлері?
3.Аэрозольдар деп?
4.Кез-келген гетерогенді реакция үш сатыдан тұрады, қандай?
5.Эмульсия дегеніміз не?
Дәріс 8. Сүзудің түрлері мен әдістері.Өнеркәсіптік сүзгілер жіктеу және олардың негізгі сипаттамалары
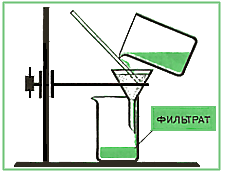
Сүзу процесі - қатты бөлшектерді ұстап қалатын, ал сұйықты өткізіп жіберетін кеуекті бөгеттер жәрдемімен суспензияларды ажырату.
Сусензияларды с ү з г і- деп аталатын апараттарда ажыратылады. Сүзгілер сүзу бөгеттері арқылы екі бөлікке бөлініп, оның бір бөлігіне суспензия құйылады. Осы екі бөліктің екі жағындағы қысымдар айырмасының әсерінен сұйық сүзу бөгеттерінің кеуктерінен өтіп, олардың бетінде қатты бөлшектер ұсталынып қалады. Сонымен суспензия таза сүзінді және ылғалды тұнбаға ажыратылады. Кейбір кезде қатты бөлшектер сүзу бөгетінің кеуектерінде ұсталынып, тұнба пайда болмайды. Осындай қасиеттерге байланысты сүзу процесі екі түрге бөлінеді:
1) Тұнба пайда болу жолымен түсу;
2) Сүзу бөгетінің кеуектерін толтыру (бітеу) арқылы сүзу.
3) Аралық.
Тамақ өнеркәсібінде тұнба пайда болу тәсілі қант заводтарында қанағаттарылған шырынды, сыра заводтарында ірікпені, ашықты зауыттарында ашытқы массаларын сүзуде қолданылады.
Сүзу процесінің қозғаушы күші - қысымдар айырмасы болып табылады. Іс жузінде сүзу процесі үш түрлі режимде өткізіледі:
1) тұрақты қысымдар айырмасында
2) тұрақты жылдамдықта
3) процес жылдамдығының және қысымдар айырмасының өзгеруінде .
Өндірісте сүзу процесін төмендегі қысымдар айырмасында өткізеді:
1) Суспензияның гидростатикалық қысымы әсерінен

МПа
2) Вакуум әсерінен
 МПа
МПа3) Қысылған газ (ауа) әсерінен
 МПа
МПа 4) Суспензия поршенді немесе ортадан тепкіш насос жәрдемімен берілсе
 МПа
МПаСүзу процесінің өнімділігі және алынатын сүзіндінің тазалығы, көбінесе, сүзу бөгеттерінің қасиеттеріне және олардың дұрыс таңдауына байланысты, Олар мынадай қасиеттерге ие болу керек:
1) кеуектерінің өлшемі тұнбаның бөлшектерін ұстап қалатындай;
2) гидравликалық кедергісі аз;
3) сүзілетін ортаның әсеріне химиялық берікті;
4) механикалық және жылулық беріктіктері жеткілікті болу керек.
Сүзу бөгеттері металды торлардан, мақталы матадан, жүнді матадан, синтетикалық және керамикалық материалдардан, шынылы мақтадан және т.б. жасалады. Сонымен бірге сүзгі бөгеті ретінде құм, түйіршік тас, тұнба және т.б. қабаттары қолданылады. Сүзу бөгеттері құрылысына байланысты иілгіш және иілмейтін болып бөлінеді.
Сүзу процесінің қарқындылығы және сүзгілердің өнімділігі сүзу жылдамдығының шамасымен сипатталады -уақыт бірлігінде сүзгі бетінен алынған сүзінді көлемін көрсетеді.
 ,
,мұнда: Vc -сүзіндінің көлемі, м3; Fc -сүзі бөгетінің беті, м2; - сүзу уақыты, с.
Тұнба және сүзі бөгетінің кеуектерінде сүзінді ағынның қозғалысы Рейнольдстің саның өте төмен мәндерімен сипатталады (Re 35), яғни сүзінді ағыны ламинарлық қозғалыс режимінде өтеді. Сонымен бірге, сүзу жылдамдығы қысымдар айырмасына тура пропорционал, ал сұйықтың тұтқырлық кедергісіне кері пропорционал болады, яғни
 - қысымдар айырмасы, Па;
- қысымдар айырмасы, Па;  - суспензияның сұйық фазасының тұтқырлығы, Па.с;
- суспензияның сұйық фазасының тұтқырлығы, Па.с; -тұнба қабатының кедергісі, м-1;
-тұнба қабатының кедергісі, м-1;  - сүзу бөгеттерінің кедергісі, м
- сүзу бөгеттерінің кедергісі, м
-1. (13.1) және (13.2) формуларын теңестіріп, сүзу процесінің негізгі дифференциалды теңдеуін төмендегіше жазуға болады:
Сүзгілер жұмыс істеу әрекетіне байланысты мерзімді және үздіксіз әрекетті болады. Тұнба пайда болатын процестерге мерзімді және үздіксіз әрекетті, ал сүзгі бөгеттерінің кеуектерін толтыру процесінде тек мерзімді әрекетті сүзгілер пайдаланылады.
Қысымдар айырмасын қамтамасыз ету тәсіліне байланысты сүзгілер вакуумда /
 МПа/және қысым астында /
МПа/және қысым астында / МПа/ жұмыс істейтін болып бөлінеді. Қысым астынды жұмыс істейтін сүзгілердің құрылымының механикалық беріктігі жоғары болуы қажет болғандықтан вакуумды сүзгілерді пайдалану тиімділеу. Дегенмен, тұнбаның гидравликалық кедергісі үлкен болса және көп сығылмайтын тұнба болса, онда қысымдар астында жұмыс істейтін сүзгілерді пайдалану тиімді болады.
МПа/ жұмыс істейтін болып бөлінеді. Қысым астынды жұмыс істейтін сүзгілердің құрылымының механикалық беріктігі жоғары болуы қажет болғандықтан вакуумды сүзгілерді пайдалану тиімділеу. Дегенмен, тұнбаның гидравликалық кедергісі үлкен болса және көп сығылмайтын тұнба болса, онда қысымдар астында жұмыс істейтін сүзгілерді пайдалану тиімді болады.Технологиялық мақсатқа байланысты сүзгілер: супензияларды ажырататын және өндірістік газдарды тазалайтын болып бөлінеді.
Сүзу бөгеттеріне байланысты сүзгілер: маталы бөгетті, сығылмайтын дәнді бөгетті (құмды, көмірлі) және қатты бөгетті (металды тор, кеуекті керамика, т.б.) болып бөлінеді.
Сүзу процесінің өтуіне және сүзгілердің тиімді жұмыс істеуіне суспензиядағы қатты бөлшектердің ауырлық күші әсерінен тұнуының көп маңызы бар. Сондықтан, сүзгілер сүзінді қозғалысының және оның ауырлық күшінің өзара бағыттары бойынша: қарама-қарсы бағытты (бұрыш-180), бір бағытты (бұрыш 0) және перпендикуляр бағытты (бұрыш 90) болып бөлінеді.
| | Сүзгілер | | |
 Мерзімді әрекетті Мерзімді әрекетті | | | Үздіксіз әреккетті |
| Нутч сүзгілер ФПАКМ Сүзгі – престер Тімсемді | Жазықты сүзу бөгеттері | Ленталы Табақшалы Дискілі | |
| Патронды | Цилиндрлі сүз бөгеттері | Барабанды | |
Сүзгілер. Нутч-сүзгі. Пресс-сүзгі. Вакуум-сүзгілер: таспалы вакуум-сүзгі, барабанды сүзгі.
Нутч – сүзгілер. Вакуумда немесе қысым астында мерзімді жұмыс істейтін өте қарапайым сүзгілер жатады. Мұндай сүзгілер де сүзіндіоның ауырлық күшінің бағыттары бірдей болады. Олар цилиндр немесе тіктөртбұрыш пішінді тік аппарат болып жасалынады. Суспензия жоғарыдан құйылады да, сүзінді вакуум немесе қысым әсерінен сүзгі бөгеттерінен өтеді.Сығылған ауа бергенде аппаратта артықша қысым пайда болады. Сүзгі бөгетінің бетінде пайда болған тұнба, жуылғаннан соң қол күшінің жәрдемімен аппараттан шығарылады. Көп емес қысым астында жұмыс істейтін нутч-сүзгінің құрылымы көрсетілген.
Мұндай сүзгілердің жиаметрлері 1 м, ал көлемі 0,5 м3 дейін болады.
Артықшылықтары: Тұнбаның біркелкі және толық жуылуы.
Кемшіліктері: 1 м2 сүзу бетіне сәйкес келетін сүзгінің алатын орнының салыстырма ауданы көп. Қазіргі кезде нутч- сүзгілер аз өнімділікті өндірістерде кеңінен қолданылады.
Пресс-сүзгі. Қысым астында мерзімді әрекетте жұмыс істейтін сүзгілерге тік рамалы сүзгі-престер жатады. Мұндай сүзгілерде сүзіндінің және оның ауырлық күшінің бағыттыр бір-біріне перпендикуляр болады.Сүзгi-пресс бiрiнен кейiн бiрi тiзбектелiп орнатылған тақталар (плиталар) және рамалардын құралған. Олар екi жағынан екi параллель таяныш стержендерге бекiтiледi. Тақталар мен рамалар арасындағы сүзгi маталары (бөгеттерi) қойылады. Рамалар мен тақталар, жылжитын тақтамен, қозғалмайтын тақта арасын роликтерi бар гидравликалық механизм жәрдемiмен тұмшалап (саңылаусыз) қысылады. Суспензия құбыр арқылы, ал жуатын су құбыр арқылы берiледi. Құбырлар және қозғалмайтын тақтада орналасады да, тақталар сұйық шүмек арқылы шығарылады.
Өндірісте тұнбаны гидравликалық және механикалық тәсілдермен түсіргенде рамалар мен тақталарды жылжытпай, тұнбаны су ағынымен суспензия күйінде шығарады. Механикалық тәсілде сүзгіге орнатылған қайырмалы дөңгелек тік рамалар жәрдемімен түсіріледі.
Тақталардың беттерiнiң шеттерi тегiс, ал ортасы науалы бұдыр болып жасалынған. Олар сүзгi бөгеттермен жабылған және олардың сүзiндiге және жуатын сұйыққа арналған шүмектерi бар. Тақталар мен рамаларда суспензия және жуатын сұйық өтетiн және тесiктер жасалған. Сүзгi бөгеттерiнде де дәл осы тесiктерге сәйкес келетiн тесiктер болады.
Тақталы-рамалы сүзгi-престiң жұмыс iстеу тәсiлi. Сүзу кезеңiнде суспензия үлкен қысыммен орта канал және каналдар арқылы екi жағынан сүзгi бөгеттермен және раманың iшкi бетiмен шектелген кеңiстiкке берiледi. Сүзiндi екi сүзгi бөгетiнен бiрдей өтiп, канал және шүмек арқылы шығарылады. Бұл кезде барлық тақталардың шүмектерi ашық болады. Кеңiстiк тұнбаға толған соң, суспензия берудi тоқтатады.
Жуу кезiнде жуатын сұйық және каналдар арқылы берiледi де, тұнба қабатынан өтiп, крандар арқылы шығарылады. Тұнбаны жуып болған соң, оны сығылған ауа немесе бу арқылы құрғатады, ал одан соң жылжымалы тақтаны жылжытып, тақталар мен рамаларды ажыратып, тұнба шығарылады.
Тақталар мен рамалар тіктөртбұрышты немесе дөңгелек пішінді етіп шойыннан, болаттан, ағаштан және керамикадан жасалынады. Рамалар саны 22-ден 46-ға дейін, ал олардың қалыңдығы 2546 мм болады. Мысалы, шойыннан жасалған рамалардың өлшемі 10001000 мм болғанда сүзу беті 140 м2, ал қысым 10 атм болады.
Артықшылығы: сүзу бетінің көптігі; істен шыққан кейбір тақталардың шүмектерін бекіту арқылы жұмысқа қоспауға болады; жұмыс істеген кезінде қозғалатын бөлшегі жоқ.
Кемшілігі: қол күшінің керектігі; сүзгі бөгеттерінің тез тозуы; тұнбаның жақсы жуылмауы.
Горизонталь камералы автоматтандырылған сүзгі-престер /ФПАКМ/ мерзімді әрекетте жұмыс істейді және құрамында 5500 кг/м3, размері 3 мм-ден кем қатты бөлшектері бар майда дисперсиялы суспензияларды сүзу үшін қолданылады. Сүзінді қозғалысының және оның ауырлық күшінің бағыттары бірдей.
Бұл сүзгiлердiң сүзу тақталарының үстiңгi жағы торлы табамен жабылып, астыңғы жағында сүзiндi жиналатын кеңiстiк болады. Тақталардың төменгi жағы рама тәрiздi болады да, тақталарды сыққанда суспензия және тұнба үшiн камера пайда болады. Сүзу тақталарының арасында серпiмдi су өткiзбейтiн диафрагма орнатылған.
Торлы табананың үстiнде сүзгi матасы (бөгет) орналасқан. Сүзу, тұнбаны жуу және оны үрлеу мерзiмдерiнде камераға коллектордан каналдар арқылы суспензия, жуатын таза сұйық және сығылған ауа кезегiмен берiледi.Бұл кезде сүзiндi, жуатын сұйық және сығыған ауа атмосфералық қысымда каналдар және коллектор арқылы сүзгiден шығарылады. Сосын канал арқылы кеңiстiкке жоғары қысымда су берiлiп, диафрагма жәрдемiмен тұнбаның суын сығып алады. Тұнбаның суын алған соң тақталар бiр-бiрiнен ажыратылады және олардың арасынан тұнба шығарылады.
Автоматтандырылған сүзгi-пресiнiң жұмыс iстеу тәсiлi. Горизонталь тақталар жоғырғы және төменгi сүйенiш тақталар арасына орналасқан. Олар электромеханикалық қысатын құрылғы жәрдемiмен тiк стержень бойлап жылжиды. Тақталар арасымен бағыттаушы роликтер жәрдемiмен шексiз ленталы сүзгi мата тартылған. Тұнбаның қалыңдығы сұзгң мата бетiнде 0,5 мм- ден аспау керек. Тұнба жуылып, диафрагма арқылы суы сығылған соң, сүзгi мата барабан арқылы қозғалып оның бетiндегi тұнба пышақтар жәрдемiмен транспортерге тақталардың екi жағынан да түсiрiледi. Сүзгi мата регенерациялық камерада жуылып тазаланады. Мұндай сүзгi престерiнiң жұмыс iстеу циклдары төмендегiоперациялардан тұрады: тақталарды сығу, сүзу, тұнбаны жуу және оны үрлеу, тақталарды ажыратуы, тұнбаны түсiру және сүзгi мматаны жуып тазалау. Бұл операциялардың барлығы уақыт релесi жәрдемiмен автоматты түрде басқарылаы. Мұндай сүзгiлердiң еңбек өнiмдiлiгi рамалы-тақталы сүзгi престерге қарағанда 410 есе көп. Сүзу бетi 25 м