Файл: ПРОЕКТ СХЕМЫ РЕЖУЩЕГО АППАРАТА ДИСКОВОЙ СОЛОМОРЕЗКИ1 2010.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 06.04.2024
Просмотров: 63
Скачиваний: 1
Вологодская государственная молочнохозяйственная
академия им. Н.В. Верещагина
Кафедра механизации и электрификации животноводства
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
по выполнению расчетно-графической работы
Проект схемы режущего аппарата дисковой соломорезки
Вологда – Молочное
2009 Год
Исходные данные для проектирования
|
№ |
Q |
ρ |
q0 |
φ1 |
φ2 |
R |
f ׳ |
qi=0,5q0 |
n |
L |
dω /dt |
|
|
кг/с |
т/м3 |
Н/м *104 |
|
|
мм |
при τ= |
при τ= |
с-2 |
м |
с-2 |
|
1 |
0,4 |
0,12 |
0,8 |
15 |
40 |
410 |
60 |
50 |
5 |
0,006 |
26 |
|
2 |
0,6 |
0,25 |
1,0 |
16 |
38 |
400 |
65 |
55 |
7 |
0,008 |
27 |
|
3 |
0,8 |
0,35 |
1,2 |
17 |
36 |
390 |
60 |
60 |
13 |
0,01 |
28 |
|
4 |
1,0 |
0,25 |
0,9 |
18 |
34 |
400 |
55 |
55 |
10 |
0,02 |
29 |
|
5 |
1,2 |
0,12 |
1,1 |
19 |
32 |
390 |
50 |
55 |
5 |
0,015 |
30 |
|
6 |
1,4 |
0,25 |
1,3 |
20 |
30 |
400 |
55 |
55 |
8 |
0,01 |
29 |
|
7 |
1,6 |
0,35 |
0,8 |
19 |
28 |
410 |
60 |
60 |
6 |
0,02 |
28 |
|
8 |
1,8 |
0,25 |
1,0 |
18 |
26 |
400 |
65 |
55 |
9 |
0,015 |
27 |
|
9 |
2,0 |
0,12 |
1,2 |
17 |
40 |
390 |
60 |
50 |
11 |
0,01 |
26 |
|
10 |
2,2 |
0,20 |
0,9 |
16 |
38 |
400 |
55 |
55 |
12 |
0,015 |
27 |
|
11 |
2,4 |
0,25 |
1,1 |
15 |
36 |
410 |
50 |
50 |
11 |
0,02 |
28 |
|
12 |
2,6 |
0,30 |
1,3 |
16 |
34 |
400 |
55 |
60 |
13 |
0,009 |
29 |
|
13 |
2,8 |
0,35 |
0,8 |
17 |
32 |
390 |
60 |
55 |
10 |
0,013 |
30 |
|
14 |
3,0 |
0,40 |
1,0 |
18 |
30 |
400 |
65 |
50 |
9 |
0,10 |
29 |
|
15 |
3,2 |
0,45 |
1,2 |
19 |
38 |
410 |
60 |
55 |
8 |
0,02 |
30 |
|
16 |
3,4 |
0,50 |
0,9 |
20 |
26 |
400 |
55 |
60 |
7 |
0,015 |
29 |
|
17 |
3,6 |
0,45 |
1,1 |
19 |
40 |
390 |
50 |
55 |
6 |
0,008 |
16 |
|
18 |
3,8 |
0,40 |
1,3 |
18 |
38 |
400 |
55 |
50 |
5 |
0,002 |
27 |
|
19 |
4,0 |
0,35 |
0,8 |
17 |
36 |
410 |
60 |
55 |
7 |
0,01 |
28 |
|
20 |
4,2 |
0,45 |
1,0 |
20 |
38 |
400 |
65 |
50 |
8 |
0,015 |
29 |
где Q - производительность;
ρ - плотность разрезаемого материала;
q0-удельное давление острого ножа на материал при резании без скольжения;
φ1 – угол трения ножа по соломе; φ2 – угол трения разрезаемого материала по материалу противорежущей пластины;
f ׳ – коэффициент скользящего резания (задается преподавателем);
(пример f׳ = 0,25)
qi – удельное давление ножа на материал при резании со скольжением,
при τ1 (задается преподавателем); (пример qi=0,4q0)
n – частота вращения ножа; L - заданная длина резки;
dω /dt - приращение углового ускорения вала силосорезки.
Объем задания и примерное его расположение на листе формата А3.
Порядок работы
1. Основные понятия:
угол скольжения τ - угол между направлением лезвия (касательная в исследуемой точке) и текущим радиусом- вектором;
радиус-вектор r - отрезок, соединяющий исследуемую точку с центром вращения;
коэффициент скольжения - tg τ = ε = vT/vN. Определяет долю участия скользящего движения в общем процессе резания;
коэффициент скользящего резания f ´̀= tgφ = Ft/Fn, учитывает особую природу трения, которая проявляется при перемещении частиц материала по материалу лезвия (φ - угол трения);
Для построения схемы режущего аппарата с оптимальным режимом резания необходимо прежде всего определить оптимальные значения минимального и максимального углов скольжения. Это определение производят на основе анализа технологического процесса скользящего резания.
1. Анализ технологического процесса скользящего резания с целью определения наивыгоднейших углов скольжения τmin и τ max.
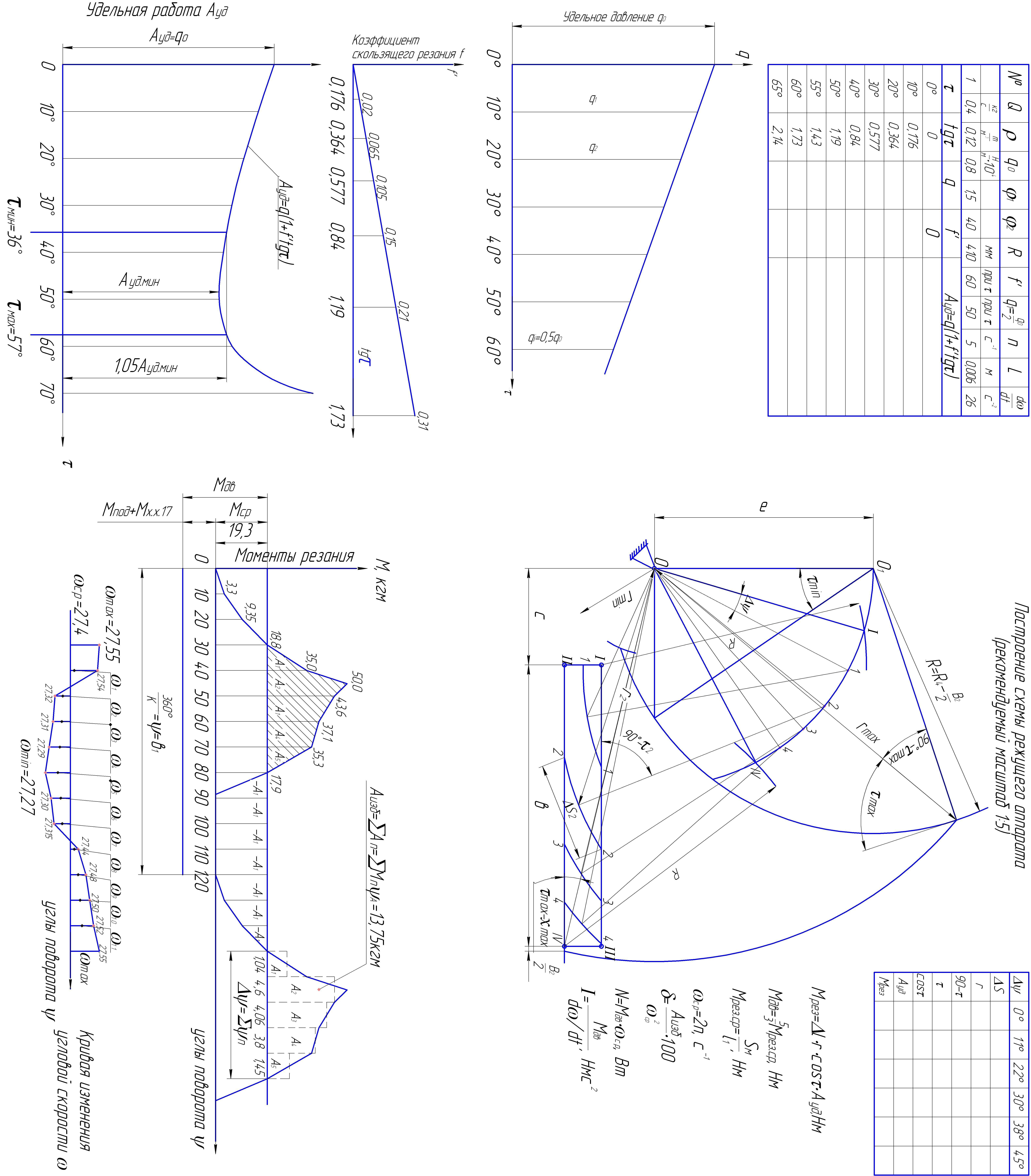
Составим таблицу с интервалом в 10°. Эта таблица (№1) дает соответствующие этим углам значения удельного давления q и характеристики ножа (1+tg τ). Для составления этой таблицы необходимо знать две зависимости: зависимость удельного коэффициента скользящего резания f ´̀. Эти зависимости определяют экспериментально. Допустим, что в результате соответствующих экспериментальных исследований эти две зависимости найдены и графически представлены на рис.1 и рис.2 (см. стр. 54).
На рис. 1 удельные давления для различных углов скольжения представлены в долях от значения удельного давления при резании без скольжения, представляющих собой доли qo.
Для соломорезок практический интерес представляю углы до τmax = 60°, так как при больших углах скольжения выполнение условий защемления материала затруднено.
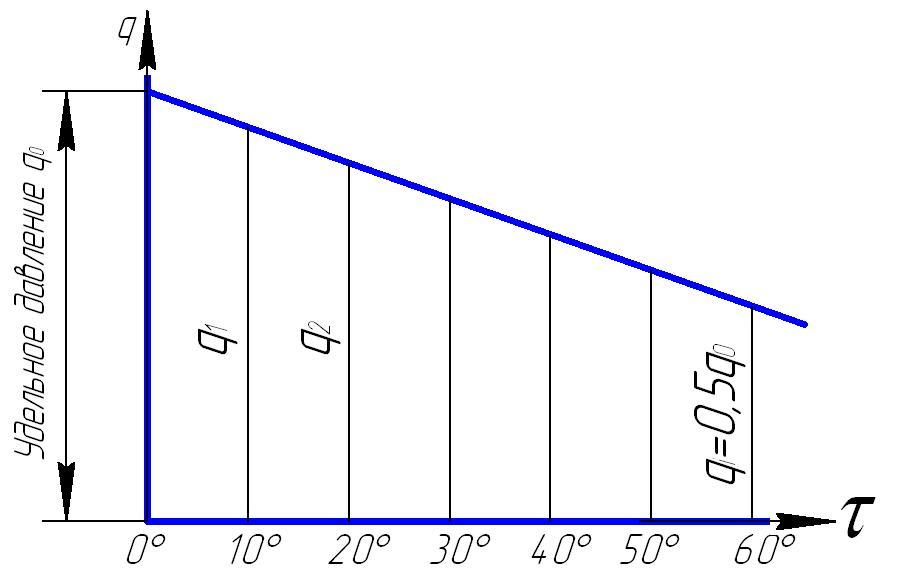
Рис.1. Зависимость удельного давления q от угла скольжения τ.
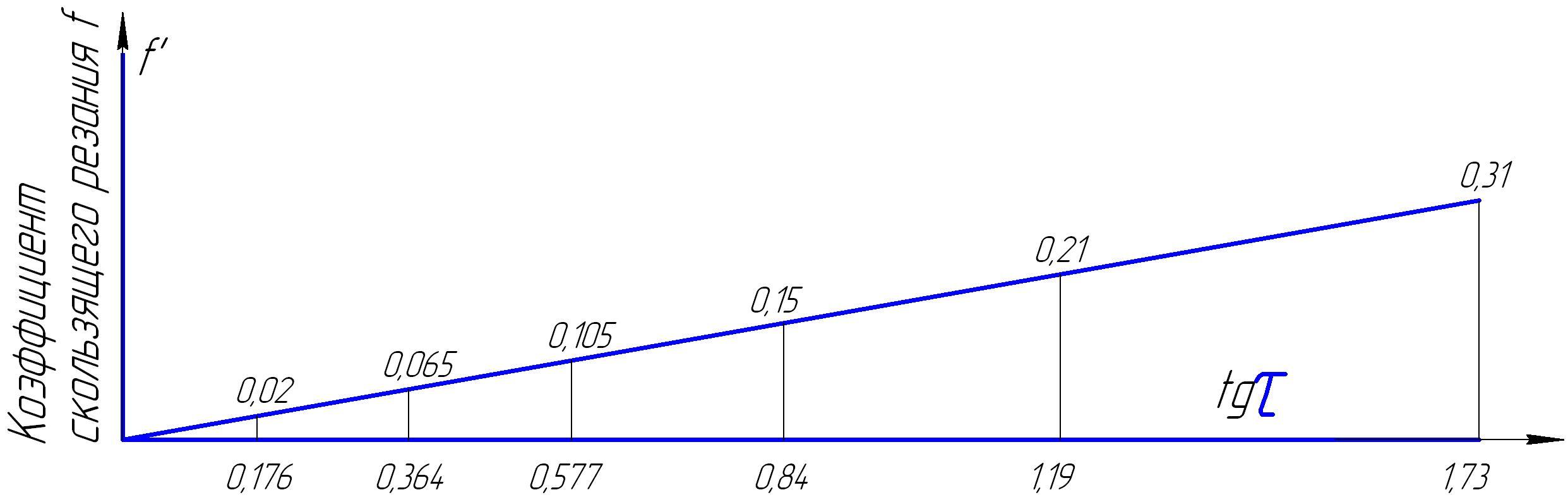
Рис. 2. Зависимость скользящего резания tg τ
Студент проводит расчет по табл.1 в соответствии с исходными данными своего шифра.
Таблица №1
|
τ |
tg τ |
q |
f ´̀ |
f ´̀ tg τ |
1+f´̀tgτ |
Aуд=q(1+f´̀tgτ) |
|
0° |
0 |
q0 |
f ´̀0=0 |
0 |
1 |
Aуд=q0 |
|
10° |
0,176 |
q1 |
f ´̀1 |
|
|
|
|
20° |
0,364 |
q2 |
f ´̀2 |
|
|
|
|
30° |
0,577 |
q3 |
f ´̀3 |
|
|
|
|
40° |
0,84 |
q4 |
f ´̀4 |
|
|
|
|
50° |
1,19 |
q5 |
f ´̀5 |
|
|
|
|
55° |
1,43 |
q6 |
f ´̀6 |
|
|
|
|
60° |
1,73 |
q7 |
f ´̀7 |
|
|
|
|
65° |
2,14 |
q8 |
f ´̀8 |
|
|
|
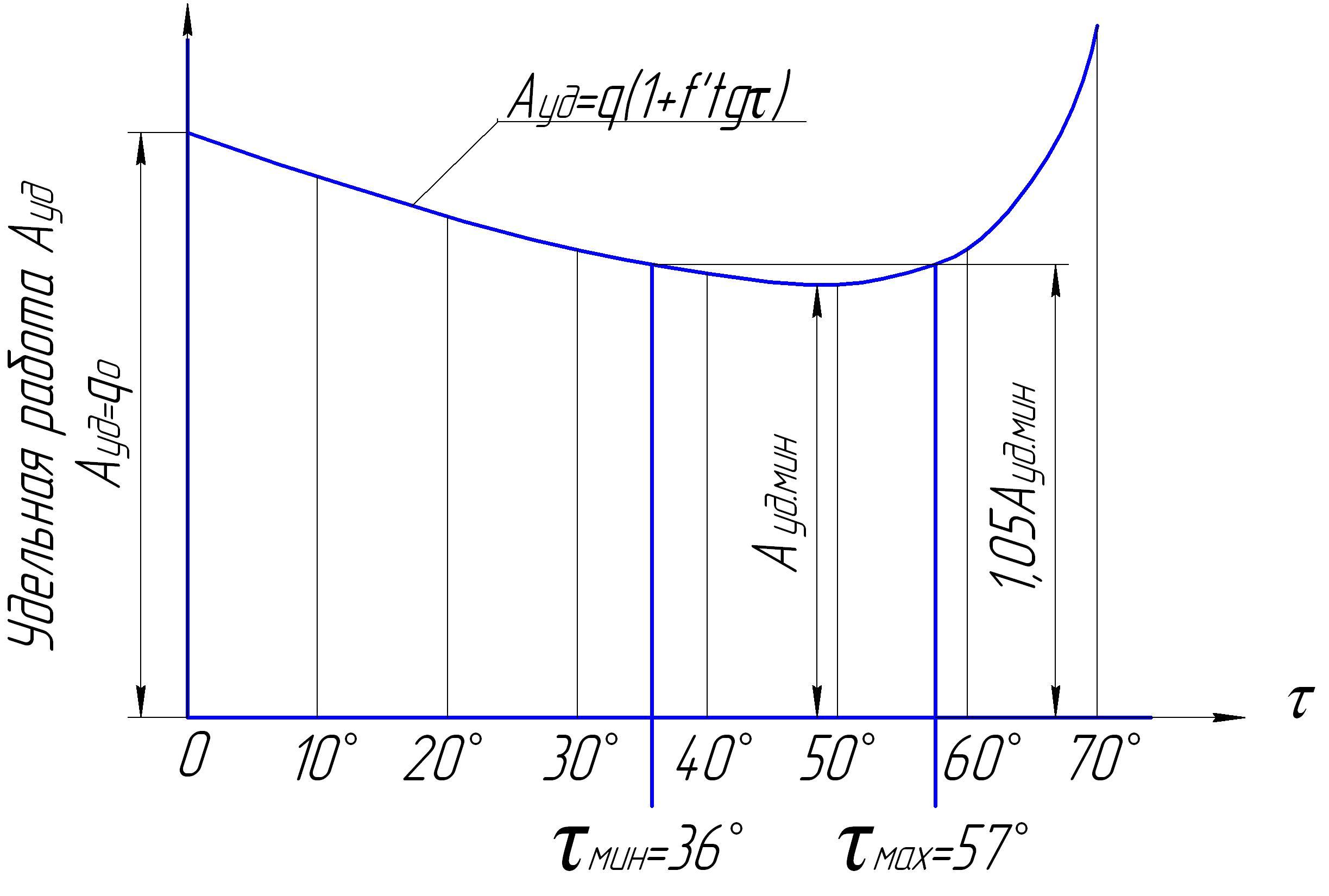
На основании проведенного расчета по табл. 1 вычерчиваем график рис. 3. Этот график представит собой зависимость удельной работы от углов скольжения
Aуд=q(1+f´̀tgτ)
Углы скольжения τ
Рис.3 Зависимость удельной работы Ауд = q * (1+f´̀tgτ) от углов скольжения.
Для выбора углов скольжения, наивыгоднейших по минимальному расходу энергии на процесс резания, определяем кривой фиг. 3 такой участок, на котором минимальное значение удельной работы в начале и в конце превышается менее чем на 5%. Углы скольжения этого участка на оси абсцисс и будут искомыми углами скольжения τmin и τ max.