ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 06.04.2024
Просмотров: 176
Скачиваний: 0
СОДЕРЖАНИЕ
Стандарт организации Материалы демонстрационные учебные сто вгмха 02–2011
2 Основные положения оформления материалов демонстрационных графических
3 Правила выполнения материалов демонстрационных графических в ортогональных проекциях
4 Нанесение (простановка) размеров
5 Допуски и посадки элементов изделий
6 Допуски формы и расположения поверхностей
Приложение Выписка из перечня стандартов, входящих в ескд
6 Допуски формы и расположения поверхностей
6.1 Допуски формы и расположения поверхностей деталей машин и приборов определены ГОСТ 24642–81*.
В основу нормирования и системы отсчета отклонений формы и расположения поверхностей положен принцип прилегающих поверхностей и профилей, элементов, деталей, сборочных единиц (узлов). Все отклонения и допуски подразделяются на три группы: формы; расположения; суммарные – формы и расположения.
6.2 Профиль – это линия пересечения поверхности с плоскостью или заданной поверхностью. Различают профили номинальной и реальной поверхностей.
Нормируемый участок – это участок поверхности или линии, к которому относится допуск на отклонение формы или расположение элемента. Нормируемый участок должен задаваться размерами, определяющими его площадь, длину или угол сектора (в полярных координатах). Если нормируемый участок не задан, то допуск или отклонение формы или расположения должен относиться ко всей поверхности или длине рассматриваемого элемента.
База – элемент детали (или выполняющее ту же функцию сочетание элементов), определяющий одну из плоскостей или осей системы координат, по отношению к которой задается допуск расположения или определяется отклонение расположения рассматриваемого элемента. Базами могут быть, например, базовая плоскость, базовая ось, базовая плоскость симметрии.
Комплект баз – совокупность двух или трех баз, образующих систему координат, по отношению к которой задается допуск расположения или определяется отклонение расположения рассматриваемого элемента.
Выступающее поле допуска расположения – поле допуска или часть его, ограничивающие отклонение расположения элемента за пределами протяженности этого элемента (наружный участок выступает за пределы длины элемента).
6.3 Классификация допусков формы и расположения приведена в табл. 7.
Таблица 7 – Классификация видов допусков
|
Группа допусков |
Вид допуска |
Знак |
|
Допуск формы |
Допуск прямолинейности |
|
|
Допуск плоскостности |
|
|
|
Допуск круглости |
|
|
|
Допуск цилиндричности |
|
|
|
Допуск профиля продольного сечения |
|
|
|
Допуск расположения |
Допуск параллельности |
|
|
Допуск перпендикулярности |
|
|
|
Допуск наклона |
|
|
|
Допуск соосности |
|
|
|
Допуск симметричности |
|
|
|
Позиционный допуск |
|
|
|
Допуск пересечения осей |
|
|
|
Суммарные допуски формы и расположения |
Допуск радиального биения |
|
|
Допуск торцевого биения |
||
|
Допуск биения в заданном направлении |
||
|
Допуск полного радиального биения |
|
|
|
Допуск полного торцевого биения |
||
|
Допуск формы заданного профиля |
|
|
|
Допуск формы заданной поверхности |
|
















6.4 Численные значения отклонений допусков формы и расположения поверхностей принимаются с учетом степеней точности. Рекомендации по применению степеней точности и примеры назначения степеней точности и способы обработки для достижения необходимых степеней точности приведены в табл. 8 и 9.
Таблица 8 – Рекомендации по применению степеней точности
|
Степень точности |
Изделия |
|
5, 6 |
Станки нормальной точности. Машины повышенной точности или работающие в тяжелых режимах |
|
7, 8 |
Машины средней точности |
|
9 |
Вспомогательные и ручные механизмы |
Таблица 9 – Примеры назначения степеней точности
|
Степени точности |
Примеры применения |
|
7, 8 |
Неплоскостность, непрямолинейность. Разъемы корпусов редукторов, опорные поверхности корпусов подшипников (фрезерование, строгание) |
|
5, 6 |
Отклонение формы цилиндрических поверхностей, некруглость. Посадочные поверхности подшипников качения, а также валов и корпусов под них (шлифование) |
|
7, 8 |
Непараллельность. Оси отверстий в корпусах зубчатых передач 7-10 степеней точности, опорные торцы крышек и колец подшипников (растачивание) |
|
7, 8 |
Неперпендикулярность, торцевое биение. Заплечики валов, корпусов под подшипники качения, торцы ступиц и распорных втулок, оси отверстий в корпусах конических редукторов (шлифование, растачивание) |
|
5, 6 |
Неперпендикулярность, торцевое биение. Посадочные поверхности валов под зубчатые колеса 6 и 7-й степеней точности (шлифование) |
|
7, 8 |
Неперпендикулярность, торцевое биение. Посадочные поверхности валов под зубчатые колеса 8 и 9-й степеней точности (грубое шлифование, обтачивание) |
6.5 Предельные отклонения формы и расположения поверхностей указываются на чертеже в виде условных обозначений, как показано на рис. 46, или текстом в технических условиях.
Предпочтительнее является применение условных обозначений. При условном обозначении данные о предельных отклонениях формы и расположения поверхностей указываются в прямоугольной рамке, как приведено на рис. 45. Рамка разделяется на две или три части, в которых размещаются:
в первой – знак (условное обозначение) отклонения;
во второй – предельное отклонение в мм;
в третьей – обозначение базы или другой поверхности, к которой относится отклонение.
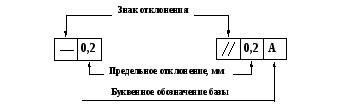
Рис. 45. Структура обозначения допуска формы и расположения поверхностей
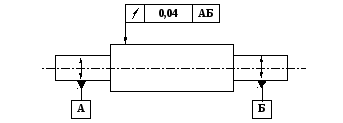
Рис. 46. Указание предельных отклонений допуска формы и расположения поверхности на чертежах условным обозначением
6.6 Для допуска, относящегося к поверхности, рамка соединяется с контурной линией поверхности или ее продолжением; при этом соединяющая линия не должна быть продолжением размерной линии, как показано на рис. 47, а.
Для допуска, относящегося к оси или плоскости симметрии, соединяющая линия рамки должна быть продолжением размерной линии, как показано на рис. 47, б.
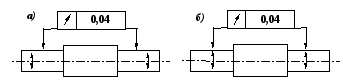
Рис. 47. Размещение рамки допуска формы или расположения:
а – поверхности или ее профиля, б – оси или плоскости симметрии
6.7 Базы обозначаются зачерненным треугольником.
Для баз, являющихся поверхностью или ее профилем, основание треугольника располагается на контурной линии поверхности или ее продолжением; при этом соединяющая линия не должна бать продолжением размерной линии, как показано на рис. 48а.
Для баз, являющихся осью или плоскостью симметрии, основание треугольника располагается на конце размерной линии, как показано на рис. 48б.
Для обозначения баз, являющихся осью центровых отверстий, рядом с обозначением базовой оси делается надпись «Ось центров».
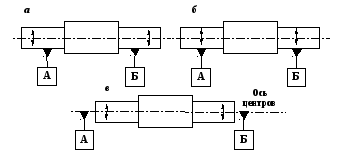
Рис. 48. Указание в качестве баз:
а – поверхностей или ее профилей; б – осей или плоскостей симметрии;
в – оси центровых поверхностей
7 Шероховатость поверхностей
7.1 Поверхность деталей имеет совокупность неровностей в виде выступов и впадин, которые образуют рельеф поверхности на определенной базовой длине. Практически высота выступов и впадин микронеровностей колеблется от 0,08 до 500 мкм и более. Шероховатость поверхностей зависит от материала, способа и технологии процесса изготовления деталей.
Поверхностные неровности относятся к геометрическим параметрам и представляют собой сложную периодическую структуру. Поскольку профиль содержит большой объем случайных значений неровностей, то для большинства нормируемых параметров принимают усредненные значения. Все основные определения, параметры шероховатости и их числовые значения определены в ГОСТ 2789–73* и ГОСТ 25142–82.
7.2 Для обозначения шероховатости поверхностей применяются следующие знаки:
–
шероховатость
поверхности, получаемая без удаления
материала (литье, объемная штамповка
и др.).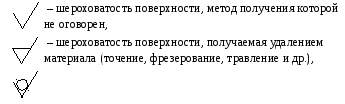
7.3 Из возможных параметров оценки шероховатости поверхности наиболее часто применяют параметры:
Ra – среднее арифметическое отклонение от средней линии профиля на базовой длине,
Rz – величина неровностей профиля по десяти точкам, представляющая собой среднее расстояние между находящимся в пределах базовой длины пятью высшими точками выступов и пятью низшими точками впадин, измеренное от произвольной линии АВ, параллельной средней линии профиля.
7.4 Полное обозначение шероховатости состоит из знака шероховатости, числового значения параметра шероховатости и дополнительных данных: базовой длины, способа обработки поверхности, условного обозначения направления неровностей.
Общий вид обозначения шероховатости поверхностей показан на рис. 49. Пример обозначения шероховатости поверхностей приведен на рис. 50.
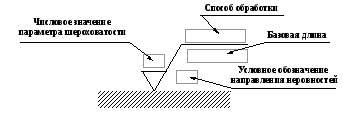
Рис. 49. Общий вид структуры обозначения шероховатости поверхностей
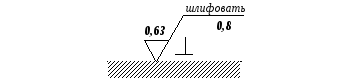
Рис. 50. Обозначение шероховатости поверхности, полученной удалением материала шлифованием с перпендикулярным направлением неровностей при числовом значении параметра шероховатости Ra = 0,63 мкм на базовой длине 0,8 мм