Файл: Становление и развитие добычи нефти на месторождениях сп вьетсовпетро насосными установками.docx
Добавлен: 24.10.2023
Просмотров: 538
Скачиваний: 4
СОДЕРЖАНИЕ
Теоретическая значимость работы
Положения, выносимые на защиту
Соответствие паспорту заявленной специальности
Степень достоверности и апробация результатов
1 ИСТОРИЯ РАЗВИТИЯ НАСОСНОГО СПОСОБА ДОБЫЧИ НЕФТИ В МИРЕ
1.2 Гидропоршневые насосные установки
1.3 Установки погружных центробежных насосов с электроприводом
1.4 Установки с винтовыми насосами и электроприводом
1.5 Установки со струйными насосами
В СКВАЖИНАХ МЕСТОРЖДЕНИЯ «БЕЛЫЙ ТИГР»
насосных установок на месторождении «Белый Тигр»
в скважинах месторождения «Белый Тигр»
применительно к условиям месторождения «Белый Тигр»
3.4 Опыт механизированной добычи нефти из месторождения «Белый Тигр»
от конструкции эксплуатационной колонны
свода месторождения «Дракон» с помощью УЭЦН
4.2 Причины пескопроявлений на скважинах и предложения по вводу скважин в эксплуатацию
месторождения «Дракон» до обустройства газлифта
5.1 Анализ работы скважины №503 на платформе МСП-5
5.2 Анализ работы скважины 1116 на МСП-11
Рисунок 1.7.– А.А. Богданов – основатель и первый руководитель ОКБ БН

Рисунок 1.8 – Первая плеяда работников ОКБ БН, 1950 г.
Большой вклад в развитие научных и практических основ производства отечественных погружных центробежных электронасосов в СССР внесли: Ш.Р. Агеев, А.А. Богданов, А.С. Бодаревская, А.Н. Воронов, Н.Е. Гринштейн, Н.М. Дубовская, А.А. Джавадян, Н.Ф. Ивановский, В.Н. Ижиков, Н.С. Карелина, С.З. Кузьминов, М.А. Кузнецов, Б.Г. Карташев, П.Д. Ляпков, П.Н. Лабзенков, К.В. Лебедев, А.И. Лепеха, Р.Г. Лянц, Е.П. Никуличев, В.В. Петрова, З.С. Помазкова, Э.С. Протас, В.В. Родкин, В.Д. Резников, А.И. Рыженков, Н.В. Свердлик, А.А. Чудиновский, Ю.К. Шокальский, Я.Я. Шкадов и др., а также коллективы ХЭМЗ, завода «Борец», нефтедобывающих предприятий Татарии, Башкирии, Западной Сибири и др. [14, 22].
В послевоенные годы для быстрого восстановления и дальнейшего развития народного хозяйства страны потребовалось резкое увеличение объемов и темпов добычи нефти, что привело к новым техническим решениям в разработке и эксплуатации нефтяных месторождений, среди которых заводнение пластов с целью поддержания пластового давления, форсированный отбору жидкости из скважин и т.д. Все это привело к значительному увеличению добычи нефти механизированным способом. Если в 1960 г. в бывшем СССР механизированным способом (УЭЦН, ШГН и газлифтом) добывалось 37,8 млн т нефти (25%), то в 1990 г. добыча нефти этим способом составила 471,1 млн т, или 58,8%. Особенно быстрыми темпами возросли объемы добычи нефти и жидкости ЭЦН в 1990 г., которые составили 322 и 1621 млн т соответственно [14, 22].
Погружные центробежные электронасосы для добычи нефти широко применяли в США, Канаде, Мексике, Аргентине, Венесуэле, Малайзии, Австрии, Румынии, Болгарии и ряде других стран. Однако производство этого оборудования освоено лишь в странах СНГ, США и КНР, Сингапуре (фирма «Рэда памп») и Аргентине (фирма «Центрилифт»).
Насосы этой фирмы отличются левым направлением вращения вала (если смотреть сверху), поэтому в местах резьбовых соединений корпуса с основанием и головкой насоса, кроме пайки стыков, к ним привариваются пластины от саморазвинчивания резьб. Расположение плоского кабеля между тонкими (2,0–2,5 мм) пластинами на корпусе насоса и двигателя не увеличивает диаметр погружного агрегата (на Рисунке 1.9 показано стрелками).
-
–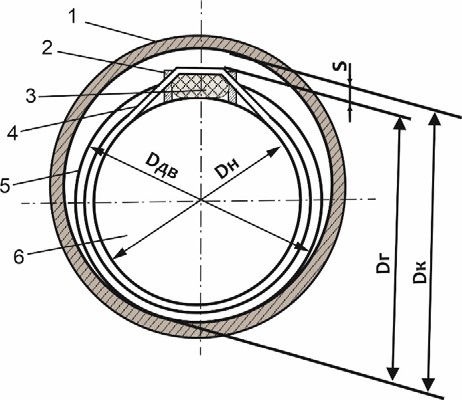 обсадная колонна;
обсадная колонна; -
– защитные ребра (или кожух); 3 – плоский кабель; 4 – металлический пояс;
-
– двигатель; -
– насос;
S – зазор между внутренней стенкой скважины и максимальным поперечным габаритом агрегата.
Рисунок 1.9 – Схема расположения агрегата в скважине (поперечный разрез)
Все американские фирмы, в том числе и «Рэда памп», приводят рекомендации по применению насосов и двигателей (агрегатов) в скважинах определенного диаметра. Так, например, насос и двигатель, имеющие диаметры соответственно 85,9 и 95,3 мм (и даже 101,6 мм), спускают в скважину с обсадной колонной 114,3 мм, оставляя при этом минимальный зазор S между колонной и плоским кабелем 3–6 мм. Необходимо иметь в виду, что это относится к скважинам США, где трубы обсадных колонн изготовлены с высокой точностью, а в СССР обсадные колонны состояли из труб с грубыми предельными отклонениями по всем размерам [15]. Поэтому, приобретая ЭЦН, необходимо это учитывать и тщательно шаблонировать скважины.
Фирма «Рэда памп» выпускает насосы с пятой в верхней части вала и плавающими рабочими колесами аналогично отечественным насосам
(Рисунок 1.10,а). Часть рабочих колес (до 40%) строго фиксируются в осевом положении на валу с помощью упоров, закрепленных в выточках на валу насоса 10 (Рисунок 1.10,г).
-
–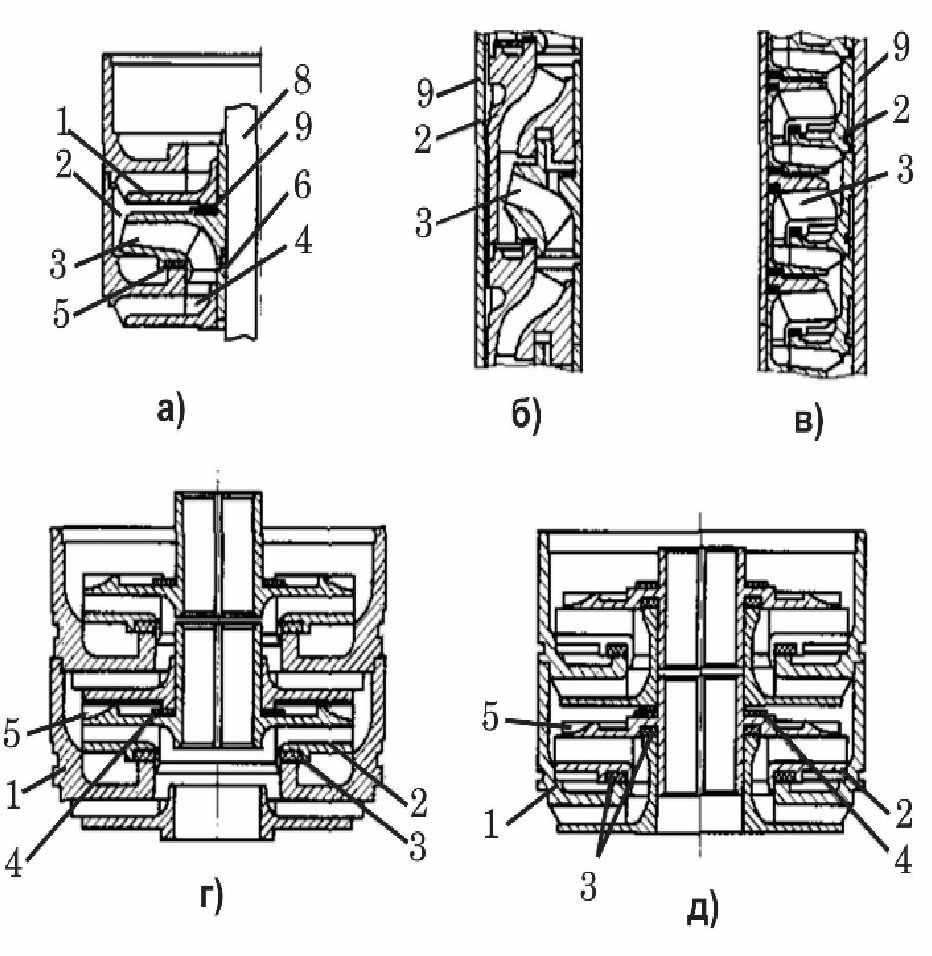 вал насоса;
вал насоса; -
– корпус насоса; -
– направляющий аппарат; -
– верхняя шайба (облегченная опора); -
– рабочее колесо; -
– осевая опора ступени; -
– шпонка; -
– вторая осевая опора ступени; -
– разгрузочные отверстия; 10 – запорное кольцо
а – ступень с плавающим рабочим колесом с одной опорой;
б – двухопорная ступень с плавающими рабочими колесами;
в – ступень с плавающими рабочими колесами с разгрузочными отверстиями; г – ступень с распертыми рабочими колесами в верхней
части насоса и плавающим в нижней.
Рисунок 1.10 – Конструкции ступеней погружных многоступенчатых
центробежных насосов
Все фирмы, в том числе и «Рэда памп», применяют рабочие колеса как с одной осевой опорой
6 (Рисунок 1.10,а), так и с двумя опорами 6 и 8 (Рисунок 1.10,б). Такие ступени применяются в тех случаях, когда хотят уменьшить удельную нагрузку на опору. Для более легких условий эксплуатации применяются насосы с рабочими колесами с разгрузочными отверстиями 9 (Рисунок 1.10,в). Разгрузочные отверстия снижают осевую силу рабочих колес до 25%, но вместе с тем уменьшают КПД насоса на 4–6 %.
Насосы фирмы «Рэда памп» рассчитаны на работу при содержании газа на приеме до 40%. Содержание мехпримесей в жидкости допускается до 0,5 г/л, а сероводорода – до 3,5%. Эксплуатация насосов возможна при различных температурах окружающей среды, их повышенная коррозионная стойкость достигается за счет специального покрытия деталей и корпусов агрегатов или бронирования кабеля (сплавом К-Монель) [14].
По разновидности конструкций насосов эта фирма занимает первое место среди своих конкурентов.
В 1973 г. фирма поставляла в бывший СССР в большом количестве насосы серий 338 (85,9 мм), 400 (101,6 мм) и 587 (123,7 мм) (в скобках указан наружный диаметр). Насосы указанных серий были представлены 15 типами с подачей от 54 до 950 м3/сут [16]. Значительно расширился диапазон насосов по подаче (от 13 до 1530 м3/сут) и напору. Это достигнуто главным обравом за счет большого объема исследовательских и опытно-конструкторских работ и применения высококачественных материалов и технологий производства.
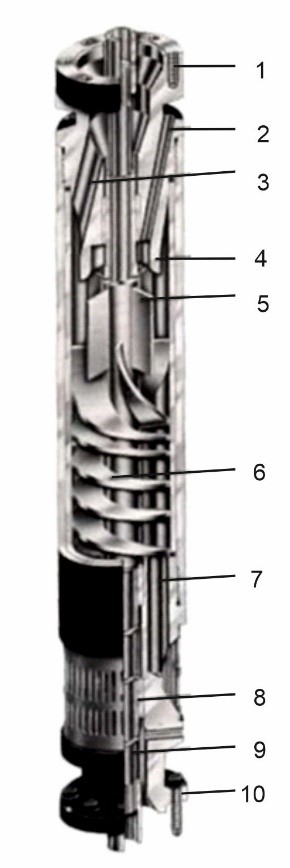
Впервые газосепаратор как средство борьбы с вредным влиянием газа на работу погружного центробежного насоса был разработан в ОКБ по бесштанговым насосам П.Д. Ляпковым в начале 1950-х гг. [20]. Он представляет собой устройство, состоящее из следующих четырех узлов (Рисунок 1.11):
-
ступень вихревого самовсасывающего насоса, предназначенная для разделения смеси в камере и создания необходимого избыточного давления в колоколе газосепаратора; -
завихритель, состоящий из лопастного колеса типа пропеллерного насоса и специального направляющего аппарата, предназначенного для сообщения газожидкостной смеси по выходе из ступени вихревого насоса угловой скорости, необходимой для разделения газожидкостной смеси на дегазированную жидкость и свободный газ; -
камера или свободное кольцевое пространство, в котором происходит разделение смеси под действием центробежных сил; -
колокол с системой боковых и радиальных каналов, предназначенный для улавливания отсепарированного свободного газа и отвода его в кольцевое пространство, а также для приема из камеры разделения дегазированной жидкости и направления ее к рабочим колесам насоса.
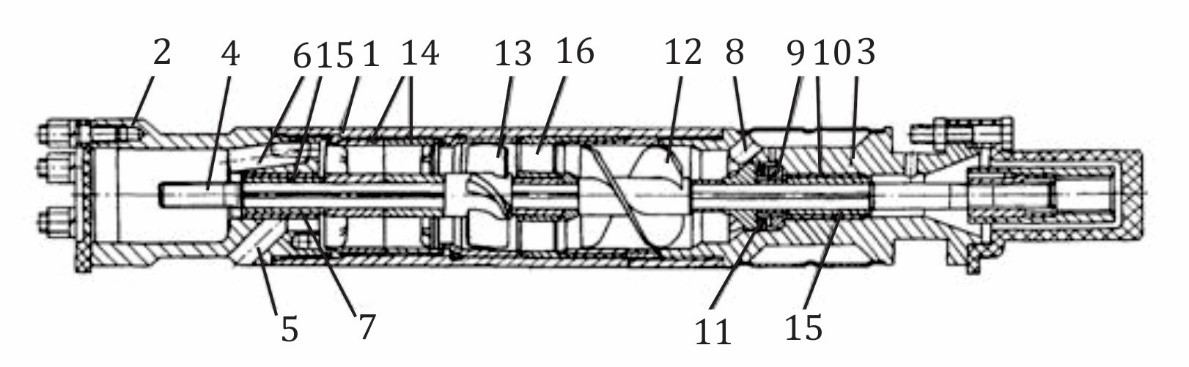
1 – трубный корпус; 2 – головка; 3 – основание; 4 – приемная сетка и вал; 5 и 6 – две группы перекрестных каналов для газа и жидкости;
7 – втулка радиального подшипника; 8 – закрытая сетка полость с каналами для приема газожидкостной смеси; 9 – подпятник; 10 – втулка
радиального подшипника; 11 – пята; 12 – шнек; 13 – осевое рабочее колесо; 14 – сепаратор; 15 – втулка радиальных подшипников.
Рисунок 1.11 – Газосепаратор ОКБ БН
Спустя несколько лет газосепараторы начали разрабатываться в США. Например, ЭЦН фирмы «Рэда памп», поставляемые в бывший СССР в 1971 г., были укомплектованы газосепараторами, созданными по типу газовых якорей, применяемых в штанговых насосах [16]. Эффективность таких газосепараторов была невелика, не обеспечивали требуемой эффективности конструкции, разработанные и другими фирмами. В результате все без исключения перешли на газосепараторы центробежного действия по образцу газосепаратора ОКБ БН с незначительными изменениями. Последняя конструкция газосепаратора фирмы «Рэда памп» представлена на Рисунке
1.12. Она несколько отличается от предыдущей (1983 г.).
-
– верхняя головка, соединяющаяся с насосом;
верхняя головка, соединяющаяся с насосом; -
– канал для отвода свободного газа; -
– канал для подвода отсепарированной нефти к насосу; -
– разделительный колокол; -
– центрифуга; -
– шнек; -
– канал для приема газожидкостной смеси; -
– подшипник; -
– вал; -
– основание газосепаратора, соединяющееся с протектором двигателя.
Рисунок 1.12 – Газосепаратор последней конструкции фирмы «Рэда памп»
Принцип действия газосепаратора заключается в следующем [38, 57, 58].
Газожидкостная смесь из скважины через приемную сетку поступает в канал 7, откуда попадает на первую спираль шнека 6, который поднимает ее до центрифуги 5, где под действием центробежной силы нефть отбрасывается к внутренней стенке корпуса, а газ концентрируется вокруг вала. Специальный колокол-разделитель 4 направляет дегазированную нефть по каналу 3 к первой ступени насоса. Отсепарированный газ по каналу
2 выпускается в затрубное пространство.
По данным фирмы, новый газосепаратор обеспечивает отделение до 90% газа.
Параметрический ряд двигателей фирмы «Рэда памп» изготовливают в одно-, двух- и трехсекционном исполнении. Секционные двигатели выполнены так, что каждая секция может быть превращена в отдельный самостоятельный двигатель. Двигатели готовят для работы в скважинах с температурой откачиваемой жидкости до 90 и 150 °С.
По данным фирмы «Рэда памп», новые запатентованные модульные протекторы «Рэда» полностью исключают попадание добываемой из скважины жидкости в электродвигатель, а также служат резервуаром для смазочного материала и уравновешивают внутреннее давление в электродвигателе с давлением окружающей его жидкости.
Фирма «Рэда памп» имеет несколько производственных подразделений как внутри страны, так и за рубежом. Главный завод «Рэда» находится в Бартсвиле. Площадь его основных цехов и складских помещений составляет 27870 м2. Численность работающих колеблется от 1500 до 2000 чел., но может быть значительно увеличена в зависимости от заказов. За год завод выпускает для нефтяной промышленности в среднем 2000 установок и может производить 2000–4000 ремонтов.
Известная фирма «Байрон Джексон» построила в г. Талса (штат Оклахома) завод по производству гидропоршневых насосов. Однако из-за отсутствия необходимого сбыта продукции в 1960-х гг. завод был перепрофилирован под производство погружных центробежных электронасосов и получил название «Центрилифт» («Байрон Джексон»).
В результате привлечения специалистов ближайшего завода «Рэда памп», хорошо знающих не только конструкцию насосов, но и технологию их производства, оснастку и приспособления для производства и эксплуатации, а также благодаря могущественному спонсору – фирме «Байрон Джексон», располагающей сильным научно-техническим центром, завод быстро освоил производство ЭЦН.
В 1982 г. «Центрилифт» перебазировался в г. Кларемор (штат Оклахома) и вошел в компанию «Хьюз». Численность работающих в фирме «Центрилифт – Хьюз» 250–300 человек, т.е. в 5–6 раз меньше чем у «Рэда памп».
Многие изделия, в том числе кабель, обмоточный провод и др. завод покупает у сторонних предприятий, но насосы и двигатели выпускает сам, внося много отличий от оборудования других производителей (Рисунок
1.13). Одним из таких отличий является смещение ловильной головки погружного агрегата от оси насоса. Сделано это для того, чтобы оставить больше места для кабеля.