ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 25.10.2023
Просмотров: 442
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
АО ”ПОВОЛЖЬЕНЕФТЕГАЗЭЛЕКТРОМОНТАЖ”
”У Т В Е Р Ж Д А Ю”
Зам. генерального директора АО “ПНГЭМ”
 С. П. Новичков
С. П. Новичков
 ” ” 2023 г.
” ” 2023 г.Технологическая карта
№ 04
на производство сварочных работ
при капитальном ремонте ВЛ 110/35/6 кВ
Заказчик: АО «Оренбургнефть»
Подрядчик: АО «ПНГЭМ»
Разработал:
Инженер ПТО АО “ПНГЭМ”
М. В. Ковалёв
 ” ” 2023 г.
” ” 2023 г.г. Бузулук Оренбургской обл.
2023 г.
#G0
Содержание.
| Обозначение | № п/п | Наименование раздела | Стр. |
| ТК-04 | 1 | Область применения. | 118 |
| 2 | Организация и технология выполнения работ. | 118 | |
| 3 | Требования к качеству и приемке работ. | 121 | |
| 4 | Материально-технические ресурсы. | 122 | |
| 5 | Охрана труда, пожарная и промышленная безопасность. | 122 | |
| 6 | Технико-экономические показатели. | 123 | |
| 7 | Лист ознакомления. | 124 |
1. Область применения.
Технологическая карта разработана на производство сварочных работ с учётом вопросов организации, технологии производства работ и охраны трудана объекте: «Капитальный ремонт ВЛ 110/35/6 кВ». Работы ведет звено из 1 газ. электросварщика и 1 электролинейщика в одну смену.
2. Организация и технология выполнения работ.
Перед началом работ обязательно оформить наряд-допуск на производство огневых работ.
Соединение частей заземлителя, а также соединение заземлителей с заземляющими проводниками следует выполнять, как правило, при помощи сварки.
Все соединения должны выполняться сваркой внахлестку. Сварку производить электродами по ГОСТ 9467-80.
Для защиты от коррозии сварные стыки следует покрывать битумным лаком.
Электросварочные работы выполняются с помощью сварочного агрегата АДД 4004.
Место проведения огневых работ очищается от горючих веществ и материалов.
Минимальный радиус зоны, подлежащей очистке от горючих материалов
| Высота точки сварки над уровнем пола или прилегающей территорией, м | 0 | 2 | 3 | 4 | 6 | 8 | 9 | Свыше 10 |
| Радиус зоны, м | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
Исполнители огневых работ в охранных зонах магистральных нефтепроводов должны иметь квалификационное удостоверение и аттестацию в НАКС.
СПИСОК СВАРЩИКОВ
| № п/п | Фамилия, имя, отчество | № удостоверения, когда и кем выдано, вид работ | Присво-енный шифр, № приказа, дата | Разряд | Допуск | ||||||||||||||||||||
| Вид (РЭД, п/а и т.д.) | Где получен | Дата получения | № протокола аттестационной комиссии | ||||||||||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |||||||||||||||||
| 1 | Дряхлов Николай Вадимович | ВВР-5АЦ-1-01583 от 24.12.2013 г., ООО “НГС-ЭКСПЕРТ”, РД | 564, № 348 от 27.12.2013 г. | 4 | РД | ООО “Головной Аттестационный Центр Верхне – Волжского региона” | 23.12.2016 г. | ВВР-ГАЦ-I-04679-П2 | |||||||||||||||||
| 2 | Комаров Александр Николаевич | ВВР-ГАЦ-I-20118 от14.10.2016 г., ООО “Головной Аттестационный Центр Верхне – Волжского региона”, РД | 155, № 348 от 27.12.2013 г. | 4 | РД | ООО “Головной Аттестационный Центр Верхне – Волжского региона” | 14.10.2016 г. | ВВР-ГАЦ-I-20118 | |||||||||||||||||
| Характеристика металла | |||||||||||||||||||||||||
| Элемент | Размеры , мм | Номинальная толщина стенки, мм | Марка стали | ГОСТ, ТУ | Класс прочности стали, кГс/мм2 | Эквивалент углерода, % | | | |||||||||||||||||
| Полоса 40*4 | 40*4 | 4,0 | Ст 3 | | до К50 | до 0,46 | | | |||||||||||||||||
| Круг | 18,00 | 18,0 | Ст 3 | | до К50 | до 0,46 | | | |||||||||||||||||
| | | | | | | | | | |||||||||||||||||
| Сварочные материалы и режимы сварки | |||||||||||||||||||||||||
| Тип швов | Марка и тип электрода | Диаметр электрода, мм | Сварочные слои | Полярность | Сварочный ток, А | ||||||||||||||||||||
| Продольные стыковые швы | МР-3 | 3,2 | | обратная | 90 - 110 | ||||||||||||||||||||
| МР-3 | 4,0 | | 130 - 150 | ||||||||||||||||||||||
| Угловые швы | | 3,2 | | обратная | 90 - 110 | ||||||||||||||||||||
| | 4,0 | | 130 - 140 | ||||||||||||||||||||||
| Стыковые швы | | 3,2 | | обратная | 90 - 110 | ||||||||||||||||||||
| | 4,0 | | 130 - 140 | ||||||||||||||||||||||
| | | | | | | | | | |||||||||||||||||
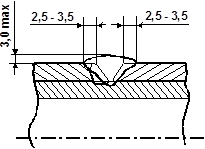
| | | | Виды сварных соединений ГОСТ 5264-80 | | | | |||||||||||||||||||
| угловое | | | | | | ||||||||||||||||||||

| | | | | | стыковые | | ||||||||||||||||||
| | | |  | 
| | | |||||||||||||||||||
| | | | | | | ||||||||||||||||||||
| | | | | | | ||||||||||||||||||||
| | | | | | | ||||||||||||||||||||
| | | | | | | ||||||||||||||||||||
| | | | | | | ||||||||||||||||||||
| | | | | | | ||||||||||||||||||||
| | | | | | | ||||||||||||||||||||
| | | | | | | ||||||||||||||||||||
| | нахлесточное | | | | |||||||||||||||||||||

| | | | | 
| | | | |||||||||||||||||
| | | | | | | | | | |||||||||||||||||
| | | | | | | | | | |||||||||||||||||
| | | | | | | | | | |||||||||||||||||
| | | | | | | | | | |||||||||||||||||
| | | | | | | | | | |||||||||||||||||
| | | | | | | | | | |||||||||||||||||
| Перечень и последовательность операций сборки и сварки | ||||||
| № п/п | Операция | Содержание операций | Оборудование и инструмент | |||
| 1 | Очистка внешней поверхности свариваемых элементов | Очистить детали конструкции от влаги, снега, земли, масел, ржавчины и др. загрязнений. Кромки свариваемых деталей должны быть ровными и не иметь недопустимых дефектов. | Щетка, шлифовальная машинка с металлической щеткой, очки защитные, защитный щиток, металлическая линейка, рулетка, штангенциркуль. | |||
| 2 | Контроль деталей | Провести визуальный контроль свариваемых деталей на наличие дефектов. Поверхностные дефекты устранить зачисткой. | Металлическая линейка, рулетка, штангенциркуль, шаблон УШС-3, шлифовальная машинка с наждачным камнем, защитный щиток. | |||
| Толщина стенки в местах зачистки не должна выходить за пределы минусового допуска. | ||||||
| Размеры и формы кромок, не соответствующие требованиям чертежей, исправить механической обработкой. | ||||||
| 3 | Сборка | Собрать прихватить детали между собой. Качество прихваток, сварных соединений определяемое внешним осмотром, должно быть не ниже качества основных сварных соединений | Сварочный источник или сварочный агрегат, шлифовальная машинка с металлической щеткой и наждачным камнем, зубило, молоток, очки защитные, защитный щиток. | |||
| 4 | Сварка стыков | Сварку надлежит производить при стабильном режиме. Предельные отклонения на дуге не должны превышать +5%. Выполнить сварку стыков с послойной зачисткой. Cварку листовой стали где длина сварных швов превышает 300мм следует производить обратноступенчатым способом. В этом случае шов делят на ступени длиной по 200мм, завариваемые последовательно от конца шва или его середины в обратном направлении | Сварочный источник или сварочный агрегат, шаблон УШС-3, шлифовальная машинка с металлической щеткой и наждачным камнем, зубило, молоток, очки защитные, защитный щиток. | |||
| 5 | Зачистка сварных швов и прилегающих поверхностей. | Зачистить выполненные швы и прилегающие поверхности от шлака и металлических брызг. | Шлифовальная машинка с металлической щеткой и наждачным камнем, зубило, молоток, защитный щиток. | |||
| | | Примечания: | | | | |
| ||||||