ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 26.10.2023
Просмотров: 132
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
На строгальном станке выполняется черновая обработка плоских поверхностей изделий с целью сокращения до минимума ручной обработки этих поверхностей напильником. Поперечно-строгальный станок состоит из литой станины, стола и ползуна. В станине расположены механизмы привода. Ползун, находящийся в верхней части станины, с помощью специального механизма приводится в возвратно-поступательное движение по направляющим станины (рабочий и холостой ход). На конце ползуна находится поворотная головка суппорта с державкой для строгального резца. На вертикальных направляющих станины на кронштейне установлен стол станка, который приводится в движение с помощью ходового винта. На столе крепятся параллельные тиски или зажимное приспособление для зажатия обрабатываемых деталей.
Вспомогательные инструменты и материалы в зависимости от потребностейтехнологического процесса и условий производства имеют разное назначение. Они служат для очистки поверхностей предметов или инструментов для их консервации, смазки, окраски и т. д.
Разметка
Разметкой называется операция нанесения линий и точек на заготовку,предназначеннуюдля обработки. Линии и точки обозначают границы обработки.
Существуют два вида разметки: плоская и пространственная. Разметка называется плоской, когда линии и точки наносятся на плоскость, пространственной – когда разметочные линии и точки наносятся на геометрическое тело любой конфигурации.
Пространственная разметка может быть выполнена на разметочной плите с помощью разметочного ящика, призм и угольников. При пространственной разметке для поворота размечаемой заготовки используются призмы.
Для плоской и пространственной разметки требуются чертеж детали и заготовки для нее, разметочная плита, разметочный инструмент и универсальные разметочные приспособления, измерительный инструмент и вспомогательные материалы.
-
разметочному инструменту относятся:чертилка(с одним острием,с кольцом,двухсторонняя с изогнутым концом), маркер (несколько видов), разметочный циркуль, кернеры (обычные, автоматические для трафарета, для круга), кронциркуль с конусной оправкой, молоток, циркуль центровой, прямоугольник, маркер с призмой.
-
приспособлениям для разметки относятся:разметочная плита,разметочный ящик,разметочные угольники и бруски, подставка, рейсмус с чертилкой, рейсмус с подвижной шкалой, прибор для центрирования, делительная головка и универсальный разметочный захват, поворотная магнитная плита, струбцины сдвоенные, регулируемые клинья, призмы, винтовые подпорки.
Измерительными инструментами для разметки являются:линейка с делениями,
штангенрейсмус, рейсмус с подвижной шкалой, штангенциркуль, угольник, угломер, кронциркуль, уровень, контрольная линейка для поверхностей, щуп и эталонные плитки.
-
вспомогательным материалам для разметки относятся:мел,белая краска(смесьразведенного в воде мела с льняным маслом и добавлением состава, препятствующего высыханию масла), красная краска (смесь шеллака со спиртом с добавлением красителя), смазка, моющие и травящие материалы, деревянные бруски и рейки, небольшая жестяная посуда для красок и кисть.
Простыми разметочными и измерительными инструментами, используемыми при слесарных работах, являются: молоток, чертилка, маркер, кернер обыкновенный, угольник, циркуль, разметочная плита, линейка с делениями, штангенциркуль и кронциркуль.
Плоскую или пространственную разметку детали проводят на основании чертежа.
До разметки заготовка должна пройти обязательную подготовку, которая включает в себя следующие операции: очистка детали от грязи и коррозии (не производить на разметочной плите); обезжиривание детали (не производить на разметочной плите); осмотр детали с целью обнаружения дефектов (трещин, раковин, искривлений); проверка габаритных размеров, а также припусков на обработку; определение разметочной базы; покрытие белой краской поверхностей, подлежащих разметке и нанесению на них линий и точек; определение оси симметрии.
Если за разметочную базу принято отверстие, то в него следует вставить деревянную пробку.
Разметочная база –это конкретная точка,ось симметрии или плоскость,от которойотмеряются, как правило, все размеры на детали.
Накерниванием называется операция нанесения мелких точек-углублений на поверхностидетали. Они определяют осевые линии и центры отверстий, необходимые для обработки,
определенные прямые или кривые линии на изделии. Накернивание делают с целью обозначения на детали стойких и заметных знаков, определяющих базу, границы обработки или место сверления. Операция накернивания выполняется с использованием чертилки, кернера и молотка.
Разметка с использованием шаблона применяется при изготовлении значительногоколичества одинаковых деталей. Шаблон, выполненный из жести толщиной 0,5–2 мм (иногда придается жесткость уголком или деревянной рейкой), накладывается на плоскую поверхность детали и обводится чертилкой по контуру. Точность нанесенного контура на детали зависит от степени точности шаблона, симметрии острия чертилки, а также от способа продвижения острия чертилки (острие должно двигаться перпендикулярно к поверхности детали). Шаблон является зеркальным отображением конфигурации деталей, линий и точек, которые должны быть нанесены на поверхность детали.
Точность разметки (точность перенесения размеров с чертежа на деталь) зависит от степени точности разметочной плиты, вспомогательных приспособлений (угольников и разметочных ящиков), мерительных инструментов, инструмента, используемого для перенесения размеров, от степени точности метода разметки, а также от квалификации разметчика. Точность разметки обычно составляет от 0,5 до 0,08 мм; при использовании эталонных плиток – от 0,05 до 0,02 мм.
При разметке следует осторожно обращаться с заостренными чертилками. Для предохранения рук работника до начала разметки на острие чертилки необходимо надевать пробку, деревянный или пластмассовый чехол.
Для установки на разметочную плиту тяжелых деталей следует пользоваться талями, тельферами или кранами.
Рубка, разрезание, обрезание и профильное вырезание деталей из листового материала
С
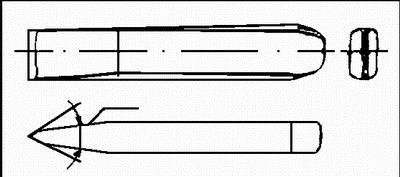 лесарное зубило (рис. 9) – это инструмент из инструментальной углеродистой стали У7А или У8А прямоугольного или скругленного профиля, один конец которого имеет форму клина. Размеры зубила: длина 100–200 мм, толщина 8—20 мм, ширина 12–30 мм. Слесарное зубило служит для рубки или снятия слоя металла, когда не требуется точность обработки. Им можно производить также разрезание, обрезание и вырезание материала.
лесарное зубило (рис. 9) – это инструмент из инструментальной углеродистой стали У7А или У8А прямоугольного или скругленного профиля, один конец которого имеет форму клина. Размеры зубила: длина 100–200 мм, толщина 8—20 мм, ширина 12–30 мм. Слесарное зубило служит для рубки или снятия слоя металла, когда не требуется точность обработки. Им можно производить также разрезание, обрезание и вырезание материала.Рис. 9. Зубило слесарное
-
зависимости от вида разрезаемого или обрезаемого материала угол заострения зубила составляет: 60° – для стали, 70° – для чугуна и бронзы, 45° – для меди и латуни, 35° – для цинка
-
алюминия.
Разрезаемый материал (жесть, полосовое железо, стальная лента, профиль, пруток) следует положить на стальную плиту или на наковальню так, чтоб он прилегал всей своей поверхностью
-
поверхности плиты или наковальни. Материал, от которого нужно отрубить заготовку, может быть закреплен в тисках. Если металл имеет длину больше плиты или наковальни, его свешивающийся конец должен опираться на соответствующие подпорки.
Лист или кусок жести с размеченным на нем контуром элемента кладут на стальную плиту для разрезания жести. Острие зубила ставят на расстояние 1–2 мм от размеченной линии. Ударяя молотком по зубилу, разрезают жесть. Передвигая зубило вдоль контура и одновременно ударяя по нему молотком, вырубают фасонный элемент по контуру и отделяют его от листа жести.
Вырезание элемента из толстого листового материала выполняют сначала с одной стороны листа, затем его переворачивают на другую сторону и вырезают окончательно (продвигая зубило по полученному следу от острия зубила). Вырезанный элемент по контуру обрабатывают ручным напильником.
Искривленную или помятую жесть перед разметкой следует отрих-товать на плите резиновым или деревянным молотком. Перед укладкой листа на плиту при рихтовке, разметке и рубке следует тщательно очистить и протереть плиту. Жесть должна прилегать к плите всей своей поверхностью. Нельзя пользоваться тупым или выщербленным зубилом и выщербленным или расклепанным молотком.
Зубило используют для разрезания материала в случаях, когда трудно или невозможно использовать ножницы либо пилу из-за сложности требуемой конфигурации детали, когда отсутствуют (вообще или в данный момент) необходимые ножницы, когда разрезаемый материал слишком твердый.
При разрезании вязких материалов (толстая жесть или полосовое железо) с целью предохранения зубила от заклинивания режущую часть зубила следует смазывать маслом или водой с мылом, что уменьшает трение и дает возможность получать гладкую поверхность разреза.
Обрезание –это удаление края материала с помощью зубила,а также удаление наплывов илитников на поверхности отливок.
Крейцмейсель –это слесарный инструмент,похожий на зубило,но имеющий узкую илифасонную (канавочник) режущую часть. Он служит для вырезания прямоугольных или фасонных канавок. Изготовляется из инструментальной углеродистой стали У7А или У8А. Размеры крейцмейселя: длина 150–200 мм, ширина 12–25 мм, толщина 8—16 мм; размеры канавочника: длина 80—350 мм, ширина 6—25 мм, толщина 6—16 мм.
Существует несколько видов крейцмейселей: прямоугольные, полукруглые и специальные (рис. 10).
Вырезание – это выполнение с помощью крейцмейселя канавок, углублений, а также вспомогательных бороздок при разрезании большой поверхности.
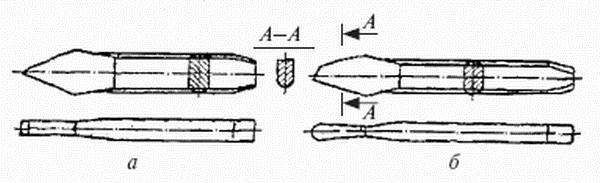
Рис. 10. Крейцмейсели:
а – прямоугольный; б – полукруглый (канавочный)
Для разрезания используют зубило, для вырезания – крейцмей-сель.
Зубило изготавливают из углеродистой инструментальной стали У7А или У8А с содержанием углерода в пределах 0,65–0,74 % (сталь У7А) и 0,75–0,84 % (сталь У8А). После нагревания одного конца заготовки зубила до температуры 900–350 °C его отковывают, придавая ему форму острия.
После ковки (получения клина) эту часть заготовки предварительно затачивают и нагревают повторно до температуры закалки (770–790 °C; цвет пламени – вишневый), после чего острие опускают в воду на глубину до 15 мм на две секунды с целью его закалки. После закалки заготовку еще в нагретом состоянии очищают от окалины на стальной плите или напильником, одновременно наблюдая за окраской налета, постепенно появляющегося на острие во время охлаждения. Отпуск ведут при температуре 200–290 °C (цвет налета – от светло-соломенного до фиолетово-голубого). Отпуск головки зубила производят в зависимости от сорта стали при температуре 300–330 °C (цвет налета – от темно-голубого до серого).