ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 26.10.2023
Просмотров: 130
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Недостатком сверления трещоткой является малая производительность и большая трудоемкость процесса.
С
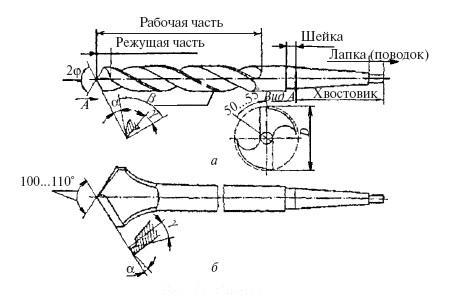 верло –это режущий инструмент,которым выполняют цилиндрические отверстия(рис. 21).
верло –это режущий инструмент,которым выполняют цилиндрические отверстия(рис. 21).Рис. 21. Сверла: а – спиральные; б – перовые
По конструктивному оформлению режущей части сверла делятся на перовые, с прямыми канавками, спиральные с винтовыми канавками, для глубокого сверления, центровочные и специальные.
Спиральные сверла в зависимости от их выполнения делятся на скрученные,фрезерованные, литые (для больших диаметров), с пластинками из сплавов карбидов металлов и сварные. Спиральным сверлом выполняют отверстия, к которым предъявляются высокие требования по точности, отверстия, предназначенные для дальнейшей обработки развертыванием, расточкой или протягиванием, отверстия под нарезание резьб Сверла изготавливают из инструментальной углеродистой стали У10А, У12А, легированной стали 9ХС или из быстрорежущей стали Р18, Р9, РЭМ. Часто используются сверла, облицованные пластинками из сплавов карбидов вольфрама и титана.
Точность обработки отверстий
Рабочая часть сверла состоит из направляющей и режущей частей.
Направляющая часть сверла –это часть,находящаяся между шейкой и режущей частью.Она служит для направления сверла вдоль оси отверстия. Направляющая часть имеет винтовые канавки для отвода стружки и стержень сверла. На наружной винтовой поверхности направляющей части сверла имеется ленточка.
Режущая часть спирального сверла состоит из двух режущих граней,соединенных третьейгранью – так называемой поперечной перемычкой.
Ленточкой называется узкий поясок вдоль винтовой канавки,плавно сбегающий кхвостовику. Цель ленточки – принять на себя часть трения сверла о стенки отверстия, появляющегося во время вхождения инструмента в материал. Диаметр сверла измеряется по расстоянию между ленточками.
На больших и тяжелых валах центровое углубление с торцов выполняется за три операции:
сверление, зенкование на 60° и зенкование предохранительного конуса на 120°.
Зенкерование
–это увеличение диаметра ранее просверленного отверстия или созданиедополнительных поверхностей. Для этой операции служат зенкеры, режущая часть которых имеет цилиндрическую, конусную, торцевую или фасонную поверхности (рис. 24).
Ц
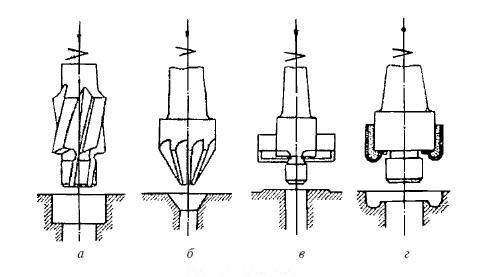 ель зенкерования – создать соответствующие посадочные места в отверстиях для головок заклепок, винтов или болтов или выравнивание торцевых поверхностей.
ель зенкерования – создать соответствующие посадочные места в отверстиях для головок заклепок, винтов или болтов или выравнивание торцевых поверхностей.Рис. 24. Зенкеры:
-
– цилиндрические для зенкерования сквозных или глубоких отверстий; б – конические для снятия фасок и образования конических углублений; в – торцевые для зенкерованияторцевых поверхностей приливов (торцовки); г – фасонные для зенкерования фасонных поверхностей
Зенкеры выполняются из углеродистой инструментальной стали У10А, У12А, легированной стали 9ХС или быстрорежущей стали Р9, Р12. Они могут иметь напаянные режущие пластинки из твердых сплавов. Хвостовики зенкеров и корпуса наборных зенкеров делаются из стали 45 или 40Х.
Зенкеры могут быть сплошными цилиндрическими, коническими, фасонными, сварными с приваренным хвостовиком, насадными сплошными, насадными сборными. Зенкеры малых диаметров делаются обычно сплошными, а больших диаметров – сварными или насадными. Конусные зенкеры имеют углы при вершине 60, 75, 90 и 120°.
Развертка –это многолезвийный режущий инструмент,используемый для окончательнойобработки отверстий с целью получения отверстия высокой степени точности и с поверхностью незначительной шероховатости.
Развертки подразделяются на черновые и чистовые. Окончательным развертыванием достигается точность 2–3 классов (10 –7 квали-тет), а при особо тщательном выполнении – 1-го класса (6–5 квалите-та) при шероховатости поверхности 7–8 классов чистоты (высота микронеровностей 1,25–0,32 мкм).
Развертывание дает окончательный размер отверстия, требуемый по чертежу. Диаметр отверстия под развертывание должен быть меньше окончательного на величину припуска на развертывание (табл. 10).
Нарезание резьб и резьбонарезной инструмент
Нарезание резьбы – это образование винтовой поверхности на наружной или внутреннейцилиндрической или конической поверхностях детали.
Нарезание винтовой поверхности на болтах, валиках и других наружных поверхностях деталей можно выполнять вручную или машинным способом. К ручным инструментам относятся: круглые разрезные и неразрезные плашки, а также четырех– и шестигранные пластинчатые плашки, клуппы для нарезания резьбы на трубах. Для крепления плашек используются плашкодержатели и клуппы. Круглая плашка используется также для машинного нарезания резьбы.
Нарезание наружной резьбы машинным способом может производиться на токарных станках резьбовыми резцами, гребенками, резьбонарезными головками с радиальными, тангенциальными и круглыми гребенками, вихревыми головками, а также на сверлильных станках резьбонарезными головками, на фрезерных станках резьбонарезными фрезами и на резьбошлифовальных станках однониточными и много-ниточными кругами.
Получение наружной резьбовой поверхности может быть обеспечено ее накатыванием плоскими плашками, круглыми роликами на резьбонакатных станках. Применение резьбонакатных головок с осевой подачей позволяет накатывать наружные резьбы на сверлильном и токарном оборудовании.
Нарезание резьбы в отверстиях выполняют метчиками вручную и машинным способом. Различают цилиндрические и конические метчики. Ручные метчики бывают одинарные, двухкомплектные и трех-комплектные. Обычно используют комплект, состоящий из трех метчиков: чернового, обозначенного одной черточкой или цифрой 1; среднего, обозначенного двумя черточками или цифрой 2; и чистового, обозначенного тремя черточками или цифрой 3 (табл. 12, рис. 27).
Таблица 12
Область применения ручных метчиков
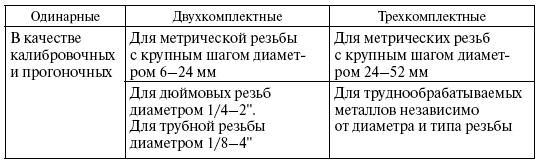
Рис. 27. Метчики ручные слесарные
а – черновой; б – средний; в – чистово
Имеются специальные метчики: для плашек (плашечные метчики с длинной режущей частью), для гаек, для труб, для легких сплавов, а также с конической рабочей частью. Метчиками можно нарезать резьбу в сквозных и глухих отверстиях или калибровать маточными метчиками ранее нарезанную резьбу.
На хвостовик ручного метчика, заканчивающийся квадратной головкой, надевается вороток
-
постоянным или регулируемым квадратным отверстием.-
ряде случаев применяются комбинированные метчики, которыми можно производить сверление и нарезание резьбы.
-
Машинные метчики применяются для нарезания внутренней резьбы на сверлильных и токарных станках всех типов. Ими можно нарезать резьбы за один или несколько проходов. За один проход нарезают резьбу с шагом до 3 мм, а за 2–3 прохода – резьбы с более крупным шагом, особо длинные резьбы, а также гладкие резьбы в труднообрабатываемых материалах независимо от шага.
Для нарезания резьбы в гайках на станках применяются гаечные метчики. Они работают без реверсирования и при нарезании гайки нанизываются на хвостовик. Различают гаечные метчики с прямым и изогнутым хвостовиком.
Для нарезания внутренней резьбы большого диаметра применяются резьбонарезные головки с регулируемыми гребенками или сходящимися плашками.
Элементы метчика: рабочая часть, состоящая из режущей и калибрующей частей, и хвостовик. На рабочей части нанесены спиральная нарезка и продольные канавки для удаления стружки. Режущие кромки получаются на пересечении спиральной нарезки и продольных канавок для удаления стружки. Хвостовая часть заканчивается квадратной головкой для установки в патрон. Метчики изготавливают из углеродистой инструментальной стали У12 и У12А, быстрорежущей стали Р12 и Р18, легированной стали Х06, ХВ, ИХ.
Винтовая поверхность –это поверхность,описываемая кривой-образующей,равномерновращающейся вокруг оси и одновременно совершающей равномерное поступательное движение вдоль этой оси. Применительно к резьбовой поверхности образующей является треугольник (для
метрических и дюймовых резьб), трапеция (для трапецеидальных резьб) и прямоугольник (для прямоугольных резьб, например, в ходовых винтах домкратов).
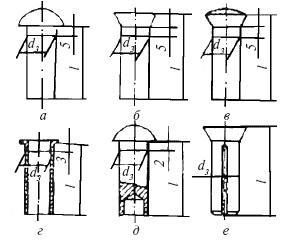
Профиль резьбы –это контур,полученный путем рассечения винтовой поверхностиплоскостью, проходящей через ось винта. Профиль резьбы состоит из выступов и впадин витков. Ось вала является осью винтовой поверхности. Параметрами резьбы являются наружный диаметр d, внутренний диаметр d1, средний диаметр d2, шаг Р, угол профиля резьбы d. Профиль резьбы делится на две части: выступы и впадины. Резьбы могут быть однозаходные и многозаходные.
Под шагом резьбы следует понимать поступательное перемещение средней точки образующей профиля, соответствующее одному ее полному обороту относительно оси резьбы.
 Шаг резьбы определяется расстоянием между осями двух идентичных точек следующих один за другим одноименных витков или расстоянием, на которое перемещается гайка по винту при выполнении одного полного оборота для однозаходной резьбы (табл. 13, 14).
Шаг резьбы определяется расстоянием между осями двух идентичных точек следующих один за другим одноименных витков или расстоянием, на которое перемещается гайка по винту при выполнении одного полного оборота для однозаходной резьбы (табл. 13, 14).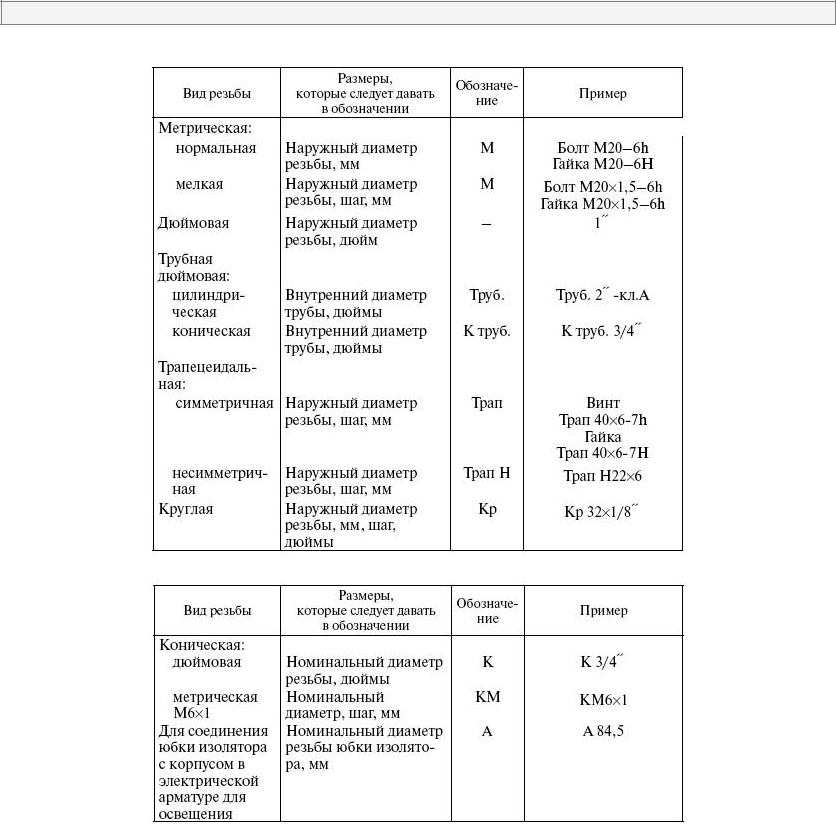
Обозначение резьбы
Клепальные работы и инструмент для клепки
Клепка – это операция получения неразъемного соединения материалов с использованиемстержней, называемых заклепками. Заклепка, заканчивающаяся головкой, устанавливается в отверстие соединяемых материалов. Выступающая из отверстия часть заклепки расклепывается
-
холодном или горячем состоянии, образуя вторую головку. Заклепочные соединения применяются:
-
конструкциях, работающих под действием вибрационной и ударной нагрузки, при высоких требованиях к надежности соединения, когда сварка этих соединений технологически затруднена или невозможна;
когда нагревание мест соединения при сварке недопустимо вследствие возможности коробления, термических изменений в металлах и появляющихся значительных внутренних напряжениях;
-
случаях соединения различных металлов и материалов, для которых сварка неприменима. Для выполнения заклепочных соединений применяются следующие виды заклепок: с
полукруглой головкой, с потайной головкой, с полупотайной головкой, трубчатая, взрывная, разрезная (рис. 29). Кроме того, применяются заклепки с плоскоконической головкой, с плоской головкой, с конической головкой, с конической головкой и подголовкой, с овальной головкой.
Заклепки изготавливаются из углеродистой стали, меди, латуни или алюминия. При соединении металлов подбирают заклепку из того же материала, что и соединяемые элементы.
З
 аклепка состоит из головки и цилиндрического стержня, называемого телом заклепки. Часть заклепки, выступающая с другой стороны соединяемого материала и предназначенная для формирования замыкающей головки, называется ножкой.
аклепка состоит из головки и цилиндрического стержня, называемого телом заклепки. Часть заклепки, выступающая с другой стороны соединяемого материала и предназначенная для формирования замыкающей головки, называется ножкой.