Файл: Практикум по мдк. 01. 01 Подготовка металла к сварке пм. 01 Подготовительносварочные работы для студентов по профессии.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 26.10.2023
Просмотров: 429
Скачиваний: 9
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
правляются не полностью.
С помощью правильных прессов
Правильные прессы служат
для правки металла толщиной
до 25 мм.
Для правки листовых заго-
товок и сортового материала
применяются специальные и
универсальные прессы.
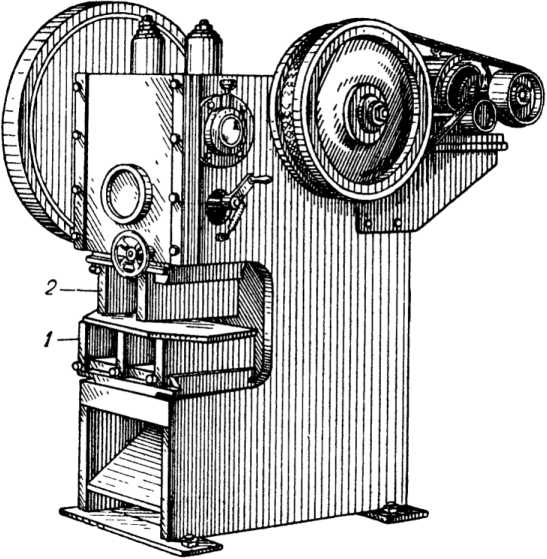
На рисунке показан специ-
альный пресс для правки ли-
стовых заготовок. Долбяк прес-
са имеет две ударные колодки 2,
которые ударяют по листовой
заготовке,' уложенной на опор-
ные колодки 1. Ударные колод-
ки расположены над проме-
жутками между опорными ко-
лодками. Расстояние между
колодками 2 регулируется. Чем
толще выправляемый лист, тем
больше это расстояние.
В процессе правки заготовку
удерживают обеими руками,
подставляя под ударные ко-
лодки то место, где требуется
нанести удар.
Долбяк имеет 60 ходов в минуту и приводится в действие с помощью зубчатой передачи от электродвигателя.
Для правки крупносортного профильного металла служат горизонтальные гибочные прессы (бульдозеры).
| Для правки мелких листовых заготовок и небольших плоских деталей используется универсальное и специальное прессовое оборудование различных типов. Так, например, для правки плоских деталей (шайб, гаек и др.) успешно применяются штампы. ‘ 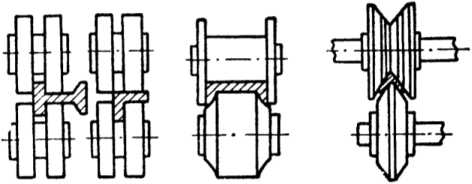 С помощью сортоправйльных вальцов Сортовой материал лучше всего править на специальных сортопра- вйльных вальцах. По конструкции они сходны с листоправйльными вальцами, а принципиально отли- чаются только формой роликов. При машинной правке сортового металла форма правильных роликов должна соответствовать форме выправляемой заготовки. Ход выполнения задания, методические указания
Содержание отчета
Таблица 3 Технологическая карта «Ручная правка заготовок из полосового материала» Последовательность операций | Инструктивные указания к выполнению | Эскиз обработки | Оборудование | Инструменты |
| | | | | |
Контрольные вопросы
-
Что называют правкой?
Какие способы выполнения правки вы знаете?
Какие инструменты применяют при правке?
Какие требования предъявляются к поверхности правильной плиты?
Какие молотки применяют для правки цветных металлов?
Какие виды изгиба заготовок из полосного материала встречаются чаще всего?
В какой последовательности производят правку полосного материала?
Как оценивают качество выполнения ручной правки?
Каковы особенности правки изогнутого листа? волнистого? выпуклого?
В чем заключаются особенности правки закаленных деталей?
Как осуществляют правку тонкой проволоки?
Литература:
Лихачев В.Л. Основы слесарного дела: Учебное пособие. - Изд-во: «Солон-пресс», 2016. - 112 с.
Муравьев Е.М. Слесарное дело [Электронный ресурс]: Учебное пособие. Обработка металлов. Режим доступа:http://www.bibliotekar.ru/
slesar/index.htm
Покровский Б.С. Основы слесарного дела: Учебник. - М.: Академия, 2012. - 320 с.
Покровский Б.С., Евстигнеев Е.А. Общий курс слесарного дела: Учебное пособие. - М.: Академия, 2012. - 80 с.
Покровский Б.С. Основы слесарного дела: Рабочая тетрадь: учеб. пособие. - М.: Академия, 2012. - 112 с.

ПРАКТИЧЕСКАЯ РАБОТА № 2
Тема занятия: «Выбор технологии и инструмента для разметки».
Цель работы: ознакомиться с приспособлениями, инструментами и правилами выполнения разметки контуров деталей; выбрать технологию и инструменты для разметки контуров детали; выполнять разметку и разделку кромок деталей под сварку на чертежах.
Необходимо знать:
назначение, сущность и технику выполнения слесарной операции разметка.
Необходимо уметь: выполнять подготовку поверхности металла к разметке; плоскостную разметку перпендикулярных и параллельных линий, рисок под углом; плоскостную разметку окружности и деление ее на части, сопряжения прямых линий с кривыми кривых линий с кривыми.
Оборудование и материалы: основные теоретические положения, методические указания к выполнению практической работы, учебная литература.
Основные теоретические положения
Чтобы при обработке заготовки снять только припуск, получить деталь соответствующих форм и размеров, заготовку до обработки размечают. Разметка заключается в нанесении на поверхность заготовки линий (рисок), определяющих согласно чертежу контуры детали или места, подлежащие обработке.
Плоскостная разметка применяется при обработке деталей, изготовляемых из листового материала. Точность плоскостной разметки невысокая- 0,2-0,5 мм. Пространственная разметка наиболее распространенная в машиностроении, по приемам отличается от плоскостной.
Точки при разметке — керны представляют собой небольшие углубления. Линии, наносимые при разметке, называют рисками.
Риски и керны наносят на заготовку с помощью специальных разметочных инструментов: чертилок, разметочных циркулей, кернеров, а также измерительных линеек, слесарных угольников и разметочных молотков.
Разметка производится либо непосредственно на верстаках, либо же на разметочных плитах, на которых и располагаются все приспособления и инструменты.
Разметочные плиты отливаются из серого мелкозернистого чугуна. Они имеют ребристую конструкцию, что придает им жесткость при сравнительно небольшом весе. Рабочие поверхности разметочных плит должны быть точно обработаны. На поверхности крупных разметочных плит прострагивают неглубокие продольные и поперечные канавки глубиной и шириной 1-2 мм, и, таким образом, вся поверхность плиты оказывается разделенной на квадратные участки.
Большие разметочные плиты устанавливаются на специальных подставках (тумбах) с выдвижными ящиками для хранения инструмента (рис. 4, а
). Разметочные плиты малых размеров помещаются на столах (рис. 4, б) или на деревянных подставах и устанавливаются непосредственно на верстаках.
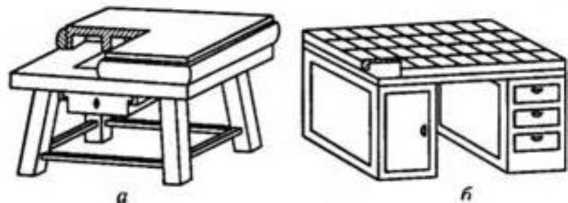
Рис. 4. Разметочные плиты:
а - на подставке; б - на столе
Разметку выполняют с помощью следующих инструментов: чертилок, разметочных циркулей, кернеров, а также измерительных линеек, слесарных угольников и разметочных молотков (см. табл. 4-5).
Таблица 4
Инструменты для нанесения разметочных рисок
Чертилка круглая

Наиболее простыми инструментами для нанесения разметочных рисок являются чертилки, изготовляемые из круглой инструментальной стали марки У10 или У12. Длина такой чертилки 150 или 200 мм. Ее рабочий конец закаливают до твердости HRC 58—60 на длине 20—30, мм и остро затачивают с углом заострения 15—20°.
Круглые чертилки выполняют 'прямыми или с отогнутым под 90° концом.
В целях повышения износоустойчивости чертилок их концы иногда покрывают тонким слоем твердого сплава. Чертилки применяются при плоскостной разметке.
Круглые чертилки усовершенствованных конструкций
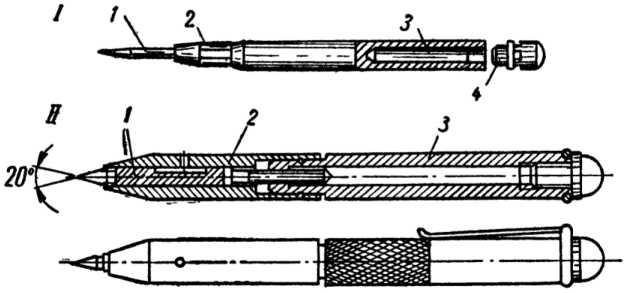
В поз. / показана чер-
тилка со вставными иг-
лами. В корпус 2 чер-
тилки в один конец
вставляется игла 1, а в
другом имеется закры-
тое пробкой 4 отвер-
стие 3 для хранения за-
пасных игл. Применение
сменных игл позволяет,
не прибегая во время
работы к их переточке,
производить разметку
острым инструментом, что дает возможность получать тонкую риску.
В целях повышения износоустойчивости игл иногда их концы наплавляют твер* дым сплавом либо же припаивают на них твердосплавную пластинку.
Более усовершенствованной является чертилка со вставленной твердосплавной иглой (поз. II). Здесь на стержне 1 напаяна пластинка из сплава В Кб; стержень помещен во втулку 2, навинченную на алюминиевый корпус 3.
Чертилка плоская (стрелка-линейка)
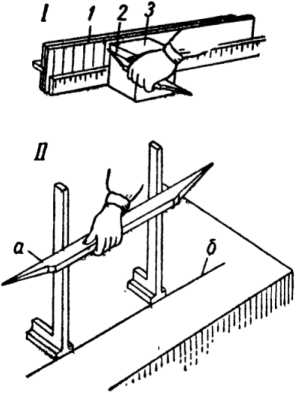
Чертилки плоские длиной от 200 до 500 мм ис-
пользуются в тех случаях, когда направляющие
плоскости, по которым перемещается линейка, не мо-
гут быть подведены вплотную к размечаемой по-
верхности.
Нижняя сторона а такой чертилки (поз. II) пред-
ставляет собой правильную плоскость. Этой пло-
скостью чертилка прикладывается к вертикальной
поверхности кубика 3, а затем перемещается по ней
(поз. I), при этом острие 2 чертилки наносит на вер-
тикальной поверхности детали 1 вертикальные риски.
Вместо кубика можно пользоваться двумя обык-
новенными угольниками (поз. II), по вертикальным
полкам которых перемещается чертилка. Угольники
предварительно устанавливают по риске б, прове-
денной на разметочной плите.
Ребро а стрелки-линейки должна быть тщательно
обработано. На острия линейки наплавляют твердые
сплавы.
Чертилка плоская для точной разметки
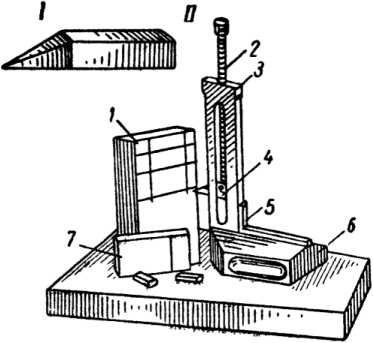
Чертилка плоская для точной разметки
(поз. I) изготовляется из стали марок У7—У10,
закаливается до твердости HRC 55—58 и шли-
фуется по всем поверхностям. Она вставляет-
ся в паз специальной подставки-обоймы 3
(поз. II), смонтированной на массивном осно-
вании 6. ’
Необходимый размер устанавливается с по-
мощью набора мерительных плиток