Файл: Практикум по мдк. 01. 01 Подготовка металла к сварке пм. 01 Подготовительносварочные работы для студентов по профессии.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 26.10.2023
Просмотров: 431
Скачиваний: 9
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
5 или 7,
располагаемого в обойме, для чего в ней и
в основании 6 предусмотрены соответствующие
пазы. Винтом 2 чертилка 4 закрепляется
в обойме. При перемещении основания по
плите чертилкой наносят горизонтальные ри-
ски на детали 1.
Можно пользоваться плоскими чертилками
и без подставки-обоймы.
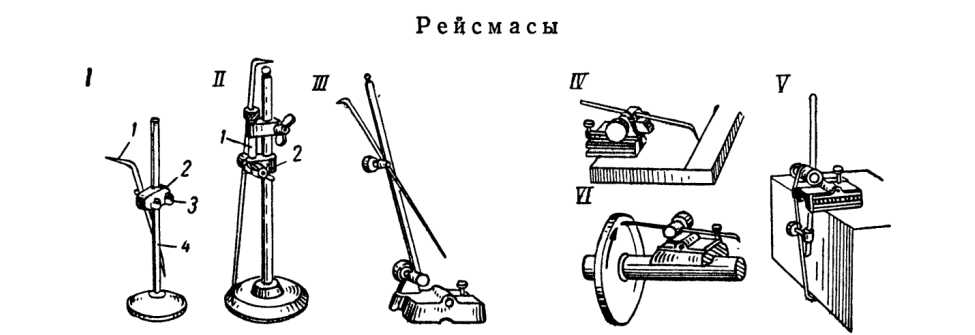
Рейсмас является основным инструментом для проведения на поверхности детали
рисок, ориентированных относительно разметочной плиты или других направля-
ющих плоскостей {например, полки угольника и др.). Простейший рейсмас состоит
из чертилки 1 (поз. 1), расположенной в муфте 2, которая перемещается по вер-
тикальной стойке штатива 4 и закрепляется в нужном по высоте положении вин-
том 3. Чертилка может быть установлена в муфте под различными углами.
Рейсмас с микрометрическим винтом
(поз. II) позволяет производить точную
установку острия чертилки путем переме-
щения муфты 2 с помощью точного микро-
метрического винта 1.
Универсальный рейсмас (поз. III) отли-
чается наличием призматических выемок на
нижней и боковой поверхностях основа-
ния, ЭтО позволяет использовать его для
нанесения рисок на деталях разнообразных
форм.
В поз. IV показано применение универ-
сального рейсмаса для нанесения рисок на
горизонтальной плоскости; в поз.
V — на
вертикальной плоскости и в поз. VI — для
нанесения круговых рисок.
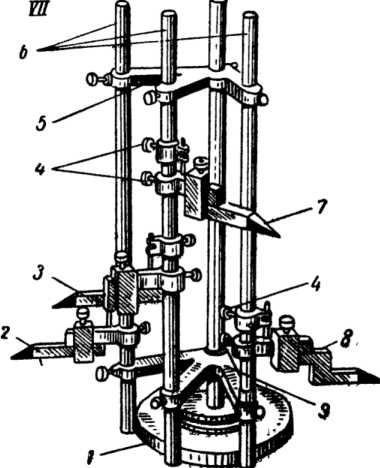
Многоигольчатые рейсмасы используются
при пространственной разметке, а также
в тех случаях, когда на детали нужно на-
нести ряд параллельных рисок. Получили
распространение сдвоенные рейсмасы для
одновременного нанесения параллельных
рисок двумя чертилками, закрепленными в двух каретках-муфтах, смонтированных на одной направляющей.
В поз. VII показан применяемый для пространственной разметки многоигольчатый рейсмас. Он состоит из основания I и вертикальных стоек 6, соединенных направляющими планками 5 и 9. Чертилки 2, 3, 7 и 8 закрепляются на стойках винтами 4. Они имеют вертикальное перемещение и, кроме того, могут поворачиваться вокруг стоек 6 в горизонтальной плоскости.
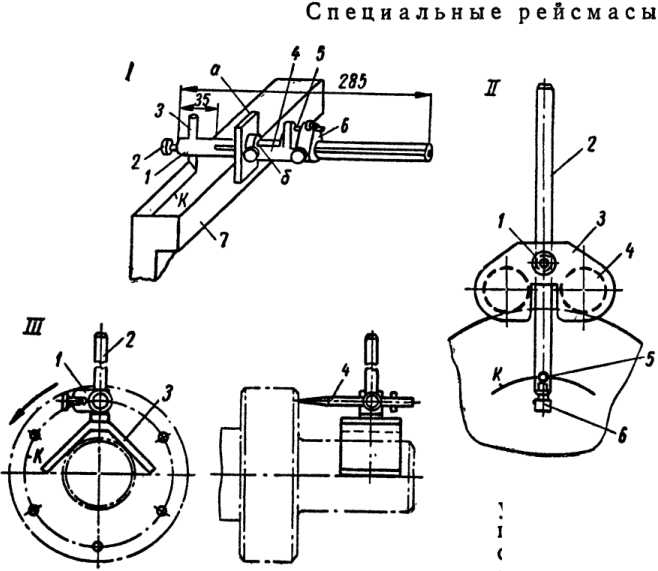
Специальный рейсмас
для проведения рисок,
параллельных обработан-
ным поверхностям (поз.
/), имеет чертилку 3, за-
крепленную винтом 2 в
отверстии валика 1. На
цилиндрической поверх-
ности валика нанесены
деления миллиметровой
шкалы, а на втулке 4 —
деления нониуса б.
При установке рейсма-
са для разметки направ-
ляющая планка а, свя-
занная со втулкой 4, до-
водится до базовой по-
верхности детали 7. Раз-
мер от планки а до чер-
тилки предварительно
устанавливается по линейке, а точно —
по нониусу с помощью микрометриче-
ского винта 5, смонтированного в хому-
тике 6.
Специальный рейсмас для разметки концентрических окружностей (риска к на поз. II) имеет корпус 3 с двумя роликами
4 и стержень 2 с чертилкой 5, закрепленной винтом 6. Стержень перемещается вдоль своей оси на требуемый размер и закрепляется винтом 1.
При вращении стержня 2 ролики будут обкатываться вокруг детали, а чертилка 5. будет прочерчивать при этом круговую линию.
Специальный рейсмас для нанесения круговых рисок на торцовых поверхностях деталей типа валов (поз. III) состоит из основания, призмы 3, стойки 2 и муфты 1, в которой закреплена чертилка 4.
Разметочные циркули
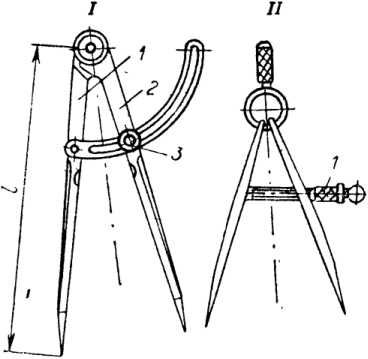
Разметочные циркули ис-
пользуются для разметки
окружностей и дуг, для де-
ления отрезков, окружно-
стей и для различных гео-
метрических построений.
Циркулями пользуются и
для перенесения размеров
с измерительных линеек на
деталь.
Простой разметочный
циркуль (поз. I) позволяет,
после того как установлен
нужный раствор его ножек
1 и 2, зафиксировать это
положение завертыванием
винта 3.
Разновидностью конструкции этого циркуля является разметочный циркуль со
сменными иглами. При Л1Ьбом разведении ножек иглы можно установить перпен-
дикулярно к размечаемой поверхности.
Пружинный циркуль (поз. II) служит для более точной разметки. Его установка
на нужный размер регулируется отвертыванием и завертыванием разъемной гайки 1
(разъем гайки служит для быстрого передвижения ее по винту).
Разметочный циркуль с шаровым наконечником
(поз. III) применяют, когда тре-
буется нанести круговую риску, концентричную уже просверленному отверстию.
Для точной разметки дуг, окружностей
и т. п. прибегают к использованию разме-
точных циркулей с микрометрическим вин-
том, точно регулирующим раздвижение
ножек циркуля.
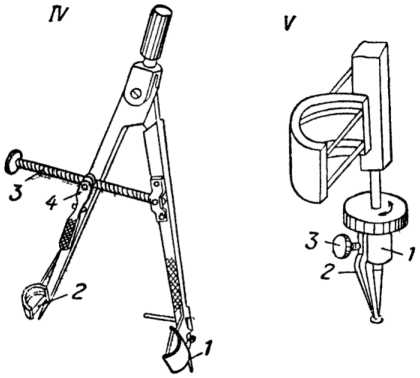
Еще более точным инструментом являет-
ся циркуль, располагающий кроме микро-
метрического винта еще двумя оптическими
устройствами—линзами (конструкции Л. С.
Новикова). Этот циркуль (поз. /V) состоит
из двух ножек, снабженных на концах за-
каленными, хорошо заточенными иглами 1,
и двух разъемных линз 2 с пятикратным
увеличением. Линзы установлены так, что
концы игл находятся в их фокусе. Это
дает возможность отчетливо видеть острие
иглы и точно совмещать его с делениями
масштабной линейки или с рисками разме-
чаемой детали. Линзы разрезаны осевой плоскостью на две половины, поэтому при сведении ножек могут близко подходить друг к другу. Циркуль снабжен микрометрическим винтом 3 для точной установки размеров и имеет отключающее винт устройство 4 для быстрого разведения ножек при грубой установке.
Для разметки очень малых окружностей на одну из игл циркуля надевают специальное приспособление (поз. V). Оно состоит из втулки 1, свободно вращающейся на цилиндрической части иглы циркуля, и пружинной лапки 2, отжимаемой установочным винтом 3. При помощи винта устанавливается радиус размечаемой окружности. При проведении малых окружностей втулку вращают пальцем вокруг иглы циркуля и одновременно прижимают вниз, чтобы острие пружинной лапки оставляло на металле риску.
Преимущества этого циркуля следующие: удобство при точной установке на заданный размер; повышение точности установки игл; большой диапазон диаметров размечаемых окружностей.

Разметочные штангенциркули
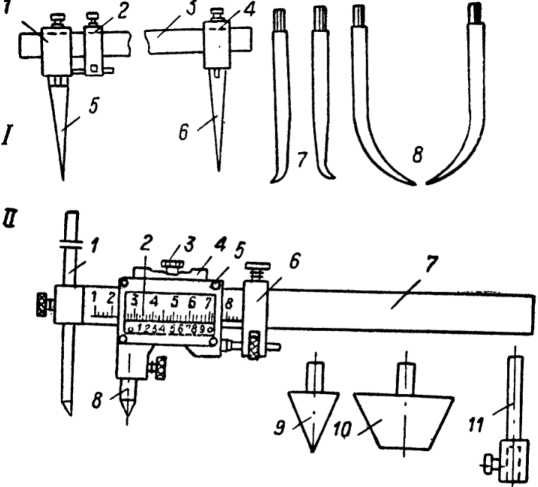
Разметочный штангенциркуль
(поз. 1)
состоит из линейки 3,
по которой могут перемещаться
движки 1 и 4 с острыми
стальными ножками 5 и 6.
На линейке 3 нанесены деле-
ния. Для точной установки
движок 1 снабжен микромет-
рическим устройством 2.
Если вместо ножек 5 и 6
ввинтить в штангенциркуль
ножки 7 или 8, то его можно
превратить в нутромер или
кронциркуль для измерения
больших размеров.
Для разметки окружностей,
центры которых лежат не в
одной плоскости, применяется
универсальный штангенцир-
куль конструкции С. В. Ла-
сточкина.
В этом штангенциркуле (поз. II) на линейке 7 закреплена сменная плоская чертилка 1 и перемещается обойма 5 с нониусом '2 и Микрометрическим устройством 6 для точной установки.
В обойму 5 вставляются и закрепляются сменные ножки в виде конусных опор 8, 9 и 10 или удлинители 11 (ножки 9 и //?-для установки в отверстия детали).
Перед окончательной установкой ножек штангенциркуля на размер правильность их положения контролируется с помощью уровня 4. После этого обойма закрепляется винтом 3.
Таблица 5
Инструменты для кернения рисок
Кернеры обыкновенные
Разметочные кернеры изготовляют-
ся из инструментальной стали марки
У7А или реже У8А и подвергаются
термообработке до твердости HRC
52—57 на участке длиной I и до
твердости HRC 32—40 на участке
длиной (1. Острие кернера затачи-
вается на шлифовальном станке на
конус с углом 60°.
располагаемого в обойме, для чего в ней и
в основании 6 предусмотрены соответствующие
пазы. Винтом 2 чертилка 4 закрепляется
в обойме. При перемещении основания по
плите чертилкой наносят горизонтальные ри-
ски на детали 1.
Можно пользоваться плоскими чертилками
и без подставки-обоймы.
Рейсмас является основным инструментом для проведения на поверхности детали
рисок, ориентированных относительно разметочной плиты или других направля-
ющих плоскостей {например, полки угольника и др.). Простейший рейсмас состоит
из чертилки 1 (поз. 1), расположенной в муфте 2, которая перемещается по вер-
тикальной стойке штатива 4 и закрепляется в нужном по высоте положении вин-
том 3. Чертилка может быть установлена в муфте под различными углами.
Рейсмас с микрометрическим винтом
(поз. II) позволяет производить точную
установку острия чертилки путем переме-
щения муфты 2 с помощью точного микро-
метрического винта 1.
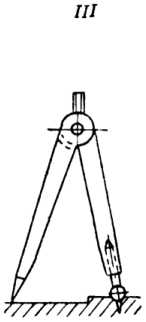
Универсальный рейсмас (поз. III) отли-
чается наличием призматических выемок на
нижней и боковой поверхностях основа-
ния, ЭтО позволяет использовать его для
нанесения рисок на деталях разнообразных
форм.
В поз. IV показано применение универ-
сального рейсмаса для нанесения рисок на
горизонтальной плоскости; в поз.
V — на
вертикальной плоскости и в поз. VI — для
нанесения круговых рисок.
Многоигольчатые рейсмасы используются
при пространственной разметке, а также
в тех случаях, когда на детали нужно на-
нести ряд параллельных рисок. Получили
распространение сдвоенные рейсмасы для
одновременного нанесения параллельных
рисок двумя чертилками, закрепленными в двух каретках-муфтах, смонтированных на одной направляющей.
В поз. VII показан применяемый для пространственной разметки многоигольчатый рейсмас. Он состоит из основания I и вертикальных стоек 6, соединенных направляющими планками 5 и 9. Чертилки 2, 3, 7 и 8 закрепляются на стойках винтами 4. Они имеют вертикальное перемещение и, кроме того, могут поворачиваться вокруг стоек 6 в горизонтальной плоскости.
Специальный рейсмас
для проведения рисок,
параллельных обработан-
ным поверхностям (поз.
/), имеет чертилку 3, за-
крепленную винтом 2 в
отверстии валика 1. На
цилиндрической поверх-
ности валика нанесены
деления миллиметровой
шкалы, а на втулке 4 —
деления нониуса б.
При установке рейсма-
са для разметки направ-
ляющая планка а, свя-
занная со втулкой 4, до-
водится до базовой по-
верхности детали 7. Раз-
мер от планки а до чер-
тилки предварительно
устанавливается по линейке, а точно —
по нониусу с помощью микрометриче-
ского винта 5, смонтированного в хому-
тике 6.
Специальный рейсмас для разметки концентрических окружностей (риска к на поз. II) имеет корпус 3 с двумя роликами
4 и стержень 2 с чертилкой 5, закрепленной винтом 6. Стержень перемещается вдоль своей оси на требуемый размер и закрепляется винтом 1.
При вращении стержня 2 ролики будут обкатываться вокруг детали, а чертилка 5. будет прочерчивать при этом круговую линию.
Специальный рейсмас для нанесения круговых рисок на торцовых поверхностях деталей типа валов (поз. III) состоит из основания, призмы 3, стойки 2 и муфты 1, в которой закреплена чертилка 4.
Разметочные циркули
Разметочные циркули ис-
пользуются для разметки
окружностей и дуг, для де-
ления отрезков, окружно-
стей и для различных гео-
метрических построений.
Циркулями пользуются и
для перенесения размеров
с измерительных линеек на
деталь.
Простой разметочный
циркуль (поз. I) позволяет,
после того как установлен
нужный раствор его ножек
1 и 2, зафиксировать это
положение завертыванием
винта 3.
Разновидностью конструкции этого циркуля является разметочный циркуль со
сменными иглами. При Л1Ьбом разведении ножек иглы можно установить перпен-
дикулярно к размечаемой поверхности.
Пружинный циркуль (поз. II) служит для более точной разметки. Его установка
на нужный размер регулируется отвертыванием и завертыванием разъемной гайки 1
(разъем гайки служит для быстрого передвижения ее по винту).
Разметочный циркуль с шаровым наконечником
(поз. III) применяют, когда тре-
буется нанести круговую риску, концентричную уже просверленному отверстию.
Для точной разметки дуг, окружностей
и т. п. прибегают к использованию разме-
точных циркулей с микрометрическим вин-
том, точно регулирующим раздвижение
ножек циркуля.
Еще более точным инструментом являет-
ся циркуль, располагающий кроме микро-
метрического винта еще двумя оптическими
устройствами—линзами (конструкции Л. С.
Новикова). Этот циркуль (поз. /V) состоит
из двух ножек, снабженных на концах за-
каленными, хорошо заточенными иглами 1,
и двух разъемных линз 2 с пятикратным
увеличением. Линзы установлены так, что
концы игл находятся в их фокусе. Это
дает возможность отчетливо видеть острие
иглы и точно совмещать его с делениями
масштабной линейки или с рисками разме-
чаемой детали. Линзы разрезаны осевой плоскостью на две половины, поэтому при сведении ножек могут близко подходить друг к другу. Циркуль снабжен микрометрическим винтом 3 для точной установки размеров и имеет отключающее винт устройство 4 для быстрого разведения ножек при грубой установке.
Для разметки очень малых окружностей на одну из игл циркуля надевают специальное приспособление (поз. V). Оно состоит из втулки 1, свободно вращающейся на цилиндрической части иглы циркуля, и пружинной лапки 2, отжимаемой установочным винтом 3. При помощи винта устанавливается радиус размечаемой окружности. При проведении малых окружностей втулку вращают пальцем вокруг иглы циркуля и одновременно прижимают вниз, чтобы острие пружинной лапки оставляло на металле риску.
Преимущества этого циркуля следующие: удобство при точной установке на заданный размер; повышение точности установки игл; большой диапазон диаметров размечаемых окружностей.
Разметочные штангенциркули
Разметочный штангенциркуль
(поз. 1)
состоит из линейки 3,
по которой могут перемещаться
движки 1 и 4 с острыми
стальными ножками 5 и 6.
На линейке 3 нанесены деле-
ния. Для точной установки
движок 1 снабжен микромет-
рическим устройством 2.
Если вместо ножек 5 и 6
ввинтить в штангенциркуль
ножки 7 или 8, то его можно
превратить в нутромер или
кронциркуль для измерения
больших размеров.
Для разметки окружностей,
центры которых лежат не в
одной плоскости, применяется
универсальный штангенцир-
куль конструкции С. В. Ла-
сточкина.
В этом штангенциркуле (поз. II) на линейке 7 закреплена сменная плоская чертилка 1 и перемещается обойма 5 с нониусом '2 и Микрометрическим устройством 6 для точной установки.
В обойму 5 вставляются и закрепляются сменные ножки в виде конусных опор 8, 9 и 10 или удлинители 11 (ножки 9 и //?-для установки в отверстия детали).
Перед окончательной установкой ножек штангенциркуля на размер правильность их положения контролируется с помощью уровня 4. После этого обойма закрепляется винтом 3.
Таблица 5
Инструменты для кернения рисок
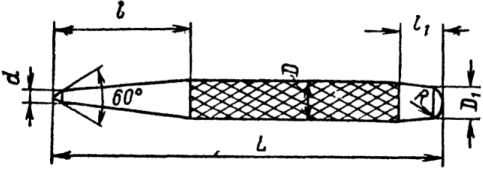
Кернеры обыкновенные
Разметочные кернеры изготовляют-
ся из инструментальной стали марки
У7А или реже У8А и подвергаются
термообработке до твердости HRC
52—57 на участке длиной I и до
твердости HRC 32—40 на участке
длиной (1. Острие кернера затачи-
вается на шлифовальном станке на
конус с углом 60°.