Файл: Практикум по мдк. 01. 01 Подготовка металла к сварке пм. 01 Подготовительносварочные работы для студентов по профессии.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 26.10.2023
Просмотров: 432
Скачиваний: 9
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Содержание отчета
-
Опишите технологию выполнения разметки кромок деталей под сварку по своему варианту; приложите подготовленный чертеж (табл. 6). -
Ответьте на контрольные вопросы.
Контрольные вопросы
-
Какие инструменты применяют для разметки металлических заготовок? -
Для чего проводится базовая линия? -
Для какой цели применяют шаблоны? -
Почему при разметке циркулем усилие прилагают к ножке, установленной в центре отверстия? -
По какой причине при разметке вместо одной риски может получиться несколько? -
Какие правила безопасности надо соблюдать при разметке? -
Как правильно разместить на верстаке чертилку, линейку, угольник, циркуль, заготовку, шаблон?
Литература:
Лихачев В.Л. Основы слесарного дела: Учебное пособие. - Изд-во: «Солон-пресс», 2016. - 112 с.
Муравьев Е.М. Слесарное дело [Электронный ресурс]: Учебное пособие. Обработка металлов. Режим доступа:http://www.bibliotekar.ru/
slesar/index.htm
Покровский Б.С. Основы слесарного дела: Учебник. - М.: Академия, 2012. - 320 с.
Покровский Б.С., Евстигнеев Е.А. Общий курс слесарного дела: Учебное пособие. - М.: Академия, 2012. - 80 с.
Покровский Б.С. Основы слесарного дела: Рабочая тетрадь: учеб. пособие. - М.: Академия, 2012. - 112 с.
ПРАКТИЧЕСКАЯ РАБОТА № 3
Тема занятия: «Выбор инжекторной горелки. Регулирование сварочного пламени по мощности и виду».
Цель работы: ознакомиться с устройством и принципом работы сварочных горелок; выбрать инжекторную горелку в зависимости от назначения, толщины и свойств свариваемого металла; изучить строение сварочного пламени и его характеристики и правила его регулирования.
Необходимо знать: назначение сварочных горелок, классификацию сварочных горелок, понятие сварочного пламени.
Необходимо уметь: выбирать горелку в зависимости от назначения, толщины и свойств свариваемого металла; регулировать сварочное пламя.
Оборудование и материалы: основные теоретические положения, методические указания к выполнению практической работы, учебная литература, сварочные горелки марок Г2, Г3.
Основные теоретические положения
Сварочная горелка — основной инструмент газосварщика.
Сварочной горелкой называется устройство, служащее для смешивания горючего газа или паров горючей жидкости с кислородом, получения сварочного пламени и регулирования мощности пламени. Каждая горелка имеет устройство, позволяющее регулировать мощность, состав и форму сварочного пламени.
Инжекторная горелка — это такая горелка, в которой подача горючего газа в смесительную камеру осуществляется за счет подсоса его струей кислорода, вытекающего с большой скоростью из отверстия сопла. Этот процесс подсоса газа более низкого давления струей кислорода, подводимого с более высоким давлением, называется инжекцией, а горелки данного типа — инжекторными.
Для нормальной работы инжекторных горелок необходимо, чтобы давление кислорода было 1,5-5 кгс/см2, а давление ацетилена значительно ниже — 0,01-1,2 кгс/см2.
Кислород из баллона под рабочим давлением через ниппель, трубку и вентиль поступает в сопло инжектора. Выходя из сопла инжектора с большой скоростью, кислород создает разрежение в ацетиленовом канале, в результате этого ацетилен, проходя через ниппель, трубку и вентиль, подсасывается в смесительную камеру. В этой камере кислород, смешиваясь с горючим газом, образует горючую смесь. Горючая смесь, выходя через мундштук, поджигается и, сгорая, образует сварочное пламя. Подача газов в горелку регулируется кислородным вентилем и ацетиленовым, расположенными на корпусе горелки. Сменные наконечники подсоединяются к корпусу горелки накидной гайкой.
Инжекторное устройство состоит из инжектора и смесительной камеры. Для нормальной инжекции большое значение имеют правильный выбор зазора между коническим торцом инжектора и конусом смесительной камеры и размеров ацетиленового и кислородного каналов. Нарушение работы устройства приводит к возникновению обратных ударов пламени, снижению запаса ацетилена в горючей смеси и др.
Устойчивое горение пламени обеспечивается при скорости истечения горючей смеси от 50 до 170 м/с.
Нагрев наконечника горелки уменьшает инжекцию кислорода и снижает разрежение в камере инжектора, что уменьшает поступление ацетилена в горелку. Так как поступление кислорода в горелку при этом остается постоянным, то уменьшается содержание ацетилена в газовой смеси и, следовательно, усиливается окислительное действие сварочного пламени. Для восстановления нормального состава сварочного пламени сварщик, но мере нагревания наконечника горелки, должен увеличивать поступление ацетилена в горелку, открывая ацетиленовый вентиль горелки.
При засорении мундштука горелки увеличивается давление горючей смеси в смесительной камере, горючая смесь обогащается кислородом, что ведет к усилению окислительного действия сварочного пламени.
Недостатком инжекторной горелки является непостоянство состава горючей смеси, преимущество ее в том, что она работает на горючем газе как среднего, так и низкого давления.
К горелке присоединяются кислородный (III класс) и ацетиленовый (I класс) рукава внутренним диаметром 9 мм. Кислородный рукав присоединяют ниппелем и гайкой к штуцеру, имеющему правую резьбу, а ацетиленовый — к штуцеру, имеющему левую резьбу. На штуцере с ацетиленовой резьбой имеются соответствующие метки.
Перед присоединением ацетиленового рукава необходимо проверить наличие разряжения (подсоса) в ацетиленовом канале горелки. Нормальное пламя устанавливается при неполном открывании вентиля горелки и имеет ядро ярко очерченной правильной формы. В случае неправильной формы ядра необходимо прочистить и продуть выходной канал мундштука. Прочищать мундштуки можно только медной или алюминиевой (а не стальной) иглой. По мере нагрева мундштука горелки периодически необходимо производить регулировку пламени, не прекращая работы. Также необходимо очищать мундштуки от нагара и брызг. Прилипшие к мундштуку металлические брызги можно снимать мелкой наждачной шкуркой или мелким личным напильником. В настоящее время для сварки металла малых толщин применяют однопламенные горелки малой мощности ГС-2 и «Звездочка», относящиеся к инжекторному типу. Конструкции горелок «Звездочка» и ГС-2 аналогичны горелкам «Звезда» и ГС-3, отличаются эти горелки только габаритными размерами и размерами присоединительных штуцеров.
Горелки ГС-2 и «Звездочка» выпускают в комплекте с четырьмя наконечниками №№ 0, I, 2, 3. Они снабжаются игольчатыми ацетиленовыми и ки
| слородными вентилями, которые обеспечивают точную регулировку газов. Для подсоединения горелок используются рукава с внутренним диаметром 6,3 мм. Техническая характеристика инжекторных горелок ГС-2 и «Звездочка» приведена в табл. 7. Таблица 7 Технические характеристики горелок ГС-2 и «Звездочка» Показатели | Номера наконечников | |||
| 0 | 1 | 2 | 3 | |
| Толщина свариваемого металла, мм (углеродистая сталь) | 0,2-0,7 | 0,5-1,5 | 1,0-2,5 | 2,5-4,0 |
| Давление на входе в горелку, кгс/см2: | | | | |
| кислорода | 0,5-4 | 0,5-4 | 1,5-4 | 2-4 |
| ацетилена | Не ниже 0,01 | |||
| Расход, дм3/ч | | | | |
| кислорода | 27-80 | 55-135 | 130-260 | 250-140 |
| ацетилена | 25-60 | 50-125 | 120-240 | 230-400 |
| Масса (с наконечником № 3), кг | 0,53-0,54 | |||
Горелка ГС-4 (рис. 7) отличается от других инжекторных горелок тем, что у нее узел инжекции 3 и смесительная камера 2 расположены непосредственно около мундштука 1. Наконечник горелки 4 состоит из двух концен- трично расположенных трубок, которые вставляются одна в другую. Горючий газ подается по внутренней трубке, кислород — между наружной и внутренней. Этим предотвращается нагревание горючего газа отраженным теплом пламени горелки и уменьшается возможность образования обратных ударов и хлопков.
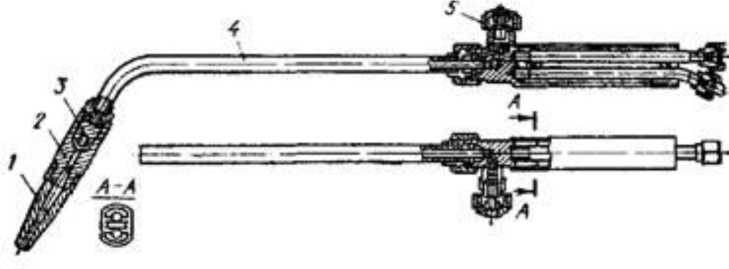
Рис.7. Конструкция сварочной горелки ГС-4:
1- мундштук, 2 - смесительная камера, 3 - инжектор, 4 - трубка наконечника, 5 - вентили
Горелка ГС-4 работает устойчивее по сравнению с другими инжекторными горелками. Недостатком горелки является ее малая длина и нечеткое очертание ядра пламени. Горелка комплектуется двумя сменными наконечниками № 8 и № 9. Техническая характеристика горелки ГС-4 приведена в табл. 8.
| Техническая характеристика горелки ГС-4 Таблица 8 Показатели | Номера наконечников | |
| 8 | 9 | |
| Толщина свариваемого металла, мм (углеродистая сталь) | 30-50 | 50-100 |
| Давление кислорода, кгс/см2: | 2,0-4,0 | 2,0-4,0 |
| Давление ацетилена, кгс/см2: | 0,30-1,0 | 0,30-1,0 |
| Расход кислорода, дм3/ч | 3100-5000 | 5000-8000 |
| Расход ацетилена, дм3/ч | 2800-4500 | 4500-7000 |