Файл: Практикум по мдк. 01. 01 Подготовка металла к сварке пм. 01 Подготовительносварочные работы для студентов по профессии.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 26.10.2023
Просмотров: 430
Скачиваний: 9
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Правила обслуживания и подготовки горелки к работе. Перед началом работы необходимо проверить работу инжектора горелки. Для этого к кислородному ниппелю горелки присоединяется шланг от кислородного редуктора. Регулирующим винтом редуктора поднимают давление кислорода до рабочего (1-4 ат) и пускают кислород в горелку, открыв кислородный вентиль. Кислород, проходя инжектор, должен создать разрежение в ацетиленовом канале, что определяется прикладыванием пальца к ацетиленовому ниппелю. При наличии разрежения палец будет присасываться к ниппелю. Тогда присоединяют ацетиленовый шланг к ацетиленовому ниппелю, закрепляют оба шланга специальными хомутиками или проволокой.
При отсутствии подсоса надо проверить, не засорены ли каналы мундштука, смесительной камеры и ацетиленовые каналы, достаточно ли плотно инжектор прижимается к его седлу в корпусе горелки, отрегулировать расстояние инжектора от смесительной камеры. Если расстояние между концом инжектора и входом в смесительную камеру слишком мало, то горелка дает недостаточное разрежение. Для увеличения разрежения и, следовательно, подсоса нужно увеличить это расстояние, немного вывернув инжектор из смесительной камеры.
Порядок зажигания горелки следующий: открыть немного кислородный вентиль и тем создать разрежение в ацетиленовых каналах. Затем открыть ацетиленовый вентиль и поджечь горючую смесь, выходящую из мундштука. Далее необходимо отрегулировать пламя горелки.
Тушение пламени горелки должно производиться в следующем порядке: сначала закрывается ацетиленовый вентиль, затем кислородный. Если закрыть раньше кислородный вентиль, а затем ацетиленовый, то может произойти удар пламени в ацетиленовый шланг.
Во время работы надо следить, чтобы пламя было в пределах нормы, и горелка не перегревалась. При перегреве горелки появляются хлопки — обратные удары пламени. В таком случае ее надо потушить и охладить в воде, оставив кислородный вентиль немного открытым. Помимо перегрева горелки причиной обратного удара может быть закупоривание мундштука брызгами расплавленного металла. Ввиду этого мундштук горелки следует периодически прочищать иглой из меди. Стальной проволокой пользоваться для прочистки нельзя, так как можно повредить края мундштука и увеличить диаметр
выходного отверстия. Для предотвращения обратных ударов необходимо поддерживать правильное давление кислорода.
Неисправности горелки и способы их устранения. В горелках могут иметь место следующие неисправности: неплотности в соединениях, повреждение выходного канала мундштука или инжектора, засорение каналов, износ деталей и др.
Для устранения не плотностей в вентилях горелки надо подтянуть сальниковые гайки или сменить сальниковую набивку. Неплотности в присоединении наконечника устраняются затягиванием накидной гайки.
При обгорании конца мундштука и разработке выходного отверстия можно конец мундштука аккуратно опилить напильником, слегка осадить ударами молотка, затем прокалибровать отверстие сверлом соответствующего диаметра. Засоренные каналы прочищают медной иглой или продувают.
Для очистки мундштука горелки от металлических брызг нагретый мундштук следует смочить в воде. Не следует зачищать мундштук напильником, так как от этого поверхность мундштука становится шершавой и тогда металлические брызги легче налипают.
Нельзя мундштук очищать об поверхность свариваемой детали, так как при этом забивается выходное отверстие мундштука.
Регулирование сварочного пламени по мощности и виду. Сварочное пламя служит для нагревания и расплавления металла в месте сварки и образования сварочной ванны. Внешний вид, температура и влияние сварочного пламени на расплавленный металл зависят от состава горючей смеси, т. е. соотношения в ней кислорода и ацетилена (рис. 8)
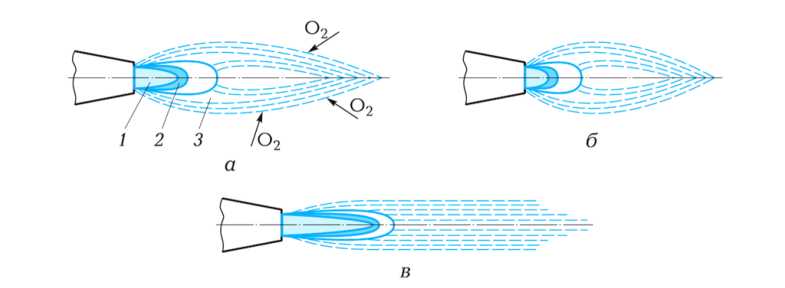
Рис. 8. Строение сварочного пламени:
а - пламя нормальное; б - пламя окислительное (с избытком кислорода); в - пламя науглерожи-
вающее (с избытком ацетилена); 1 - ядро; 2 - средняя зона; 3 - факел
Изменяя количества кислорода и ацетилена, поступающих в горелку, сварщик изменяет состав горючей смеси и сварочное пламя — его внешний вид, температуру, состав продуктов сгорания. Пламя, получаемое при сгорании ацетилена в воздухе без добавления кислорода, имеет желтоватый цвет и длинный факел без светлого ядра. Такое пламя непригодно для сварки, так как имеет низкую температуру и коптит, выделяя много сажи (несгоревшего углерода). Если в ацетилено-воздушное пламя прибавлять кислород, откры
вая кислородный вентиль горелки, то пламя резко меняет свой цвет и форму, а температура пламени значительно повышается.
Изменяя соотношение кислорода и ацетилена в смеси, можно получать три основных вида сварочного пламени: нормальное пламя, называемое также восстановительным; окислительное пламя (с избытком кислорода); науглероживающее пламя (с избытком ацетилена). Для сварки большинства металлов применяют нормальное (восстановительное). Теоретически оно получается в том случае, когда в смесь на один объем ацетилена подается один объем кислорода.
Нормальное пламя имеет три ясно различимые части: светлое ядро, более темную восстановительную зону и факел.
Ядро имеет довольно четко очерченную форму, близкую к форме цилиндра с закругленным концом, и ярко светящуюся оболочку. Размеры ядра зависят от расхода горючей смеси и скорости ее истечения. Если увеличить давление кислорода в горелке, то скорость истечения смеси увеличится и ядро удлинится. С уменьшением скорости истечения смеси ядро укорачивается. С увеличением номера мундштука размеры ядра соответственно увеличиваются.
Восстановительная зона имеет темный цвет, заметно отличающий ее от ядра и остальной части пламени. Эта зона занимает пространство в пределах до 20 мм от конца ядра в зависимости от номера мундштука
Остальная часть пламени, располженная за восстановительной зоной, называется факелом.
При регулировании пламени горелки следует обращать внимание на правильность установки давления кислорода и размер ядра пламени. При повышенном давлении кислорода смесь вытекает из мундштука со слишком большой скоростью, и пламя становится «жестким», раздувает металл сварочной ванны напором струи горящих газов и затрудняет сварку. При слишком большой скорости истечения пламя начинает отрываться от конца мундштука. При слишком низком давлении кислорода пламя становится короче и при приближении к металлу горелка начинает хлопать.
При правильно установленном давлении кислорода горелка дает ровное и устойчивое пламя, не сдувающее расплавленный металл с поверхности ванны.
Качество наплавленного металла и прочность сварного шва сильно зависят от состава сварочного пламени. Поэтому сварщик должен обращать особое внимание на характер сварочного пламени и правильное его регулирование.
Сварочное пламя должно также обладать достаточной тепловой мощностью, т. е. давать такое количества тепла, которое необходимо для расплавления свариваемого и присадочного металла и покрытия потерь тепла в окружающую среду. Тепловая мощность ацетилено-кислородного пламени определяется количеством сгорающего ацетилена. Чем больше это количество, тем выше тепловая мощность пламени. Поэтому о тепловой мощности
пламени судят по количеству ацетилена (в дм3), расходуемого горелкой в час. При сварке тепловая мощность пламени выбирается в зависимости от толщины свариваемого металла и его физических свойств.
Ход выполнения задания, методические указания
-
Изучите технические характеристики, устройство и принцип работы сварочных горелок. -
Выберите тип горелки и № мундштука для сварки металла (Ст3 ГОСТ 380-71) толщиной 1,5 мм и 5 мм. -
Изучите строение сварочного пламени, его характеристики и правила регулирования пламени по мощности и виду. -
Подготовьтесь к собеседованию по теме практической работы, ответив на контрольные вопросы
Содержание отчета
-
Обоснуйте выбор типа горелки и № мундштука для сварки металла (Ст3 ГОСТ 380-71) толщиной 1,5 мм и 5 мм. -
Опишите строение сварочного пламени, его характеристики и правила регулирования сварочного пламени по мощности и виду.
Контрольные вопросы
-
Назначение, классификация горелок
На макете газовой горелки объясните ее устройство и принцип подготовки к работе.
Что такое «инжектор»? Объясните принцип его работы.
В чем отличие инжекторных горелок от безынжекторных?
Сравните технические характеристики горелок ГС-2 и ГС-4.
Правила обслуживания и подготовки горелки к работе, неисправности и способы их устранения.
Объясните и покажите, как проверяют работу инжектора горелки перед началом работы.
Виды сварочного пламени и правила его регулирования.
Литература:
Чернышев Г.Г. Сварочное дело: Сварка и резка металлов: Учебник. - М.: Академия, 2015. - 496 с.
Покровский Б.С. Основы слесарного дела: Учебник. - М.: Академия, 2012. - 270 с.
Галушкина В.Н. Технология производства сварных конструкций: учебник. - М.: Академия, 2012. - 192 с.
Овчинников В.В. Технология электросварочных и газосварочных работ: Рабочая тетрадь. - М.: Академия, 2015. - 80 с.
Овчинников В.В. Технология электросварочных и газосварочных работ: Учебник. - М.: Академия, 2013. - 272 с.
Юхин Н.А. Газосварщик: иллюстрированное учеб. пособие. - М.: Академия, 2012. - 160 с.
Подготовка баллонов, регулирующей и коммуникационной аппаратуры для сварки и резки. МДК.01.01 Подготовка металла к сварке (Раздел 2): Лекции для студентов по профессии 15.01.05 Сварщик (электросварочные и газосварочные работы) / сост. Л.Д. Жукова. - Курск: ОБПОУ «КАТК», 2016. - 51 с.