Файл: Отчет по учебной практике (период прохождения практики с 19. 06. 2023 по 01. 07. 2023).docx
Добавлен: 26.10.2023
Просмотров: 96
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
РОССИЙСКОЙ ФЕДЕРАЦИИ
Федеральное государственное автономное образовательное учреждение
высшего образования
«МОСКОВСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Кафедра «Оборудование и технологии сварочного производства»
Направление 15.03.05 «Машиностроение»
профиль «Оборудование и технология сварочного производства»
Отчет
по учебной практике
(период прохождения практики с 19.06.2023 по 01.07.2023)
На тему: Анализ учебной литературы по автоматические сварки флюсом.
Место прохождения практики: кафедра «Оборудование и технологии сварочного производства» и лаборатория кафедры сварки»
Студент Муханов Д.А. Группа 223-222
Отчет принят с оценкой __________ Дата _________
Руководитель практики к.т.н., доц. Латыпова Г.Р.
Москва, 2023 г.
Содержание
Стр.
Введение……………………………………………………………………….......3
-
Описание и принцип действия автоматической дуговой сварки под флюсом, её достоинства и недостатки…………………………………………4 -
Оборудование для автоматической сварки под слоем флюса…………..9 -
Характеристики источников питания дуги и требования к ним………12
Общие выводы……………………………………………………………….16
Список использованной литературы и интернет-ресурсы………………..17
Дневник практики
| Дата (месяц и число) | Содержание выполняемой работы, наблюдения, выводы и предложения | Замечания руководителя практики |
| 19 июня 2023 | Прибытие к месту прохождения практики. Прохождение основных инструктажей на рабочем месте. | Замечаний нет |
| 20 июня 2023 | Ознакомление с организационной структурой предприятия и ключевыми видами деятельности организации. Изучение внутреннего распорядка. | Замечаний нет |
| 21 июня 2023 | Изучение основных документов, регламентирующих деятельность специалиста в области сварки, и должностных инструкций. Ознакомление с особенностями документооборота в рамках своей специальности | Замечаний нет |
| 22 июня 2023 | Изучение сварочного оборудования. Ознакомление с технической деятельностью организации. Оказание помощи подборе материала для сварки. | Замечаний нет |
| 23 июня 2023 | Детальное изучение технологии сварки флюсом. | Замечаний нет |
| 24 июня 2023 | Выходной день | |
| 25 июня 2023 | Выходной день | |
| 26 июня 2023 | Изучение приема автоматической сварки флюсом и свойств металлов. | Замечаний нет |
| 27 июня 2023 | Помощь сотрудникам предприятия при работе со сварочным оборудованием. | Замечаний нет |
| 28 июня 2023 | Проведение анализа наблюдения за работой мастера сварочных работ. Помощь в подготовке по результатам анализа отчета с указанием соответствующих рекомендаций. | Замечаний нет |
| 29 июня 2023 | Оформление дневника и отчета о прохождении производственной практики | Замечаний нет |
| 30 июня 2023 | Написание и проверка отчета по производственной практике. | Замечаний нет |
Декан ______________ /Сафонов Е.В./
Должность рук. практики по месту прохождения подпись Ф.И.О.
ПОДПИСЫВАЕТ ДНЕВНИК ПРАКТИК:
- ИЛИ РУКОВОДИТЕЛЬ ПРАКТИКИ С ПРЕДПРИЯТИЯ – ЕСЛИ СТУДЕНТ НАПРАВЛЕН НА ПРЕДПРИЯТИЕ
- ИЛИ РУКОВОДИТЕЛЬ ПРАКТИКИ МОСКОВСКОГО ПОЛИТЕХА – ЕСЛИ СТУДЕНТ НАПРАВЛЕН НА КАФЕДРУ.
График проведения консультаций в университете
(консультация проводится 1 раз в неделю)
| Дата (месяц и число) | Вопросы, подлежащие консультированию | Подпись |
| 19.06.2023 | Порядок подготовки и оформления отчета по учебной практике | |
| 26.06.2023 | Порядок подготовки и оформления отчета по учебной практике | |
Введение
Сварка – это технологический процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их нагревании или пластическом деформировании, или совместном действии того и другого.
Благодаря своей относительной простоте применения, быстроте соединения различных материалов сварка находит широкое применение. Сварка является экономически выгодным, высокопроизводительным технологическим процессом, что обеспечивает ее использование во всех областях машиностроения, строительства, науки и техники.
В настоящее время сваркой соединяют разнородные и однородные материалы: металлы и неметаллы – от нескольких микрон в микросхемах до нескольких метров – в тяжелом машиностроении.
В начале 1930-х годов в связи с потребностью в более прогрессивных способах соединения металлов стала развиваться сварочная техника. В 1929г. советский инженер-изобретатель Д. А. Дульчевский разработал способ автоматической дуговой сварки под флюсом. Под руководством академика В. П. Вологдина в 1924–1935 гг. с использованием электрической дуговой сварки были изготовлены первые отечественные котлы и корпуса судов.
В настоящее время трудно найти отрасль производства, где бы не применялась сварка под флюсом. При помощи этого процесса осуществляется изготовление судов, вагонов, многослойных сосудов, кранов, роторов гидрогенераторов и других изделий.
Сварка под флюсом широко используется при изготовлении сварно-литых, сварно-кованых и сварно-штампованных конструкций. Изделия, создаваемые с применением этого способа сварки, работают во всем диапазоне естественных климатических температур, при сверхвысоких температурах и в условиях глубокого холода, в агрессивных средах и при давлениях, значительно отличающихся от атмосферного
1 Описание и принцип действия автоматической дуговой сварки под флюсом, её достоинства и недостатки
Процесс автоматической сварки под слоем флюса принципиально отличается от ручной дуговой сварки. В отличие от электрода сварочная проволока не имеет покрытия. Дуга 10 (рис. 1.1) горит между торцом сварочной проволоки 1 и свариваемой заготовкой 11 под слоем флюса 12 толщиной от 2 до 5 сантиметров.
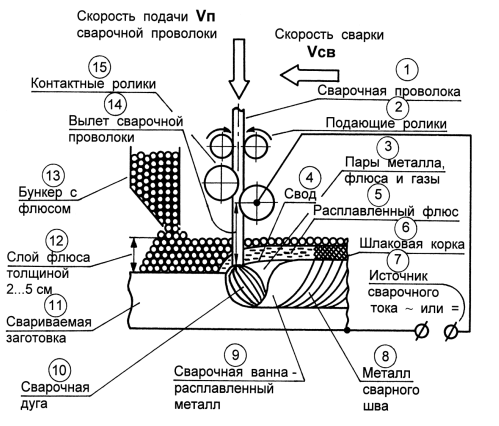
Рисунок 1.1. Схема процесса автоматической сварки под флюсом
Сварочная проволока непрерывно поступает в зону сварки с помощью подающих роликов 2 со скоростью подачи. К сварочной проволоке через скользящий контакт – контактные ролики 15 подключают гибкий медный кабель большого сечения от источника сварочного тока 7. Второй кабель подключают к свариваемой заготовке 11. В зону сварки из специального бункера 13 поступает сварочный флюс. Флюс представляет собой гранулированный порошок, состоящий из ионизирующих, газообразующих и шлакообразующих компонентов. Длину сварочной проволоки от места подвода тока до сварочной дуги (торца проволоки) называют вылетом 14.
Под воздействием тепловой энергии дуги плавится свариваемый металл, сварочная проволока и часть флюса, прилегающая к зоне горения дуги. При горении сварочной дуги 10 пары металла, флюса и газы 3, воздействуя на расплавленный флюс 5, образуют свод 4, который защищает область горения дуги сверху. Расплавленный флюс, имея меньшую плотность, всплывает на поверхность расплавленного металла 9 сварочной ванны. Остывая, флюс покрывает место сварки достаточно плотной шлаковой коркой 6. После сварки шлаковую корку удаляют.
В процессе сварки сварочная проволока перемещается вдоль шва со скоростью сварки, которая согласуется со скоростью подачи сварочной проволоки. Поэтому при автоматической сварке обеспечивается постоянство длины дуги и соответственно стабильность сварочного процесса. По мере перемещения сварочной дуги расплавленный металл сварочной ванны кристаллизуется и формируется шов 8.
Расплавленный металл сварочной ванны и металл шва защищены от воздуха слоями жидкого шлака, шлаковой корки и флюса. Кроме того, компоненты, входящие в состав флюса, раскисляют и легируют металл.
Сварка под слоем флюса нашла широкое применение в следующих промышленных отраслях:
Судостроение. Корпус судна состоит из предварительно сваренных секций, изготовленных с помощью автоматической или полуавтоматической сварки. С помощью технологии секционной сборки значительно сокращаются сроки изготовления. В промышленном масштабе проведение сварочных работ при соблюдении технологии обеспечивает высокое качество сварного соединения.
Нефтедобывающая отрасль. Методика позволяет производить сборку резервуаров из заготовок на месте при помощи сваривания стальных листов в полотнища рулонного типа.
Изготовление труб большого диаметра для водных коммуникаций, нефтяной и газовой отрасли.
В машиностроительной индустрии при массовом производстве металлоконструкций: вагонеток, вагонов, автомобильных колес и подобных изделий.
Выбор сварочной проволоки для автоматической сварки под флюсом выбирается, исходя из состава самого флюса. Состав флюса и химический состав сварочной проволоки очень сильно влияют на химический состав металла сварного шва, поэтому, выбор проволоки происходит одновременно с выбором флюса. При этом, не допускают содержание кремния и марганца в металле шва больше, чем 0,2-0,4%
Низкоуглеродистые марки сварочной проволоки, такие как Св-08, Св-08А и подобные им. В сочетании с ними используют высокомарганцевый и высококремнистый флюс, содержащий 35-40% оксида марганца MnO, и 40-45% оксида кремния SiO2. При выборе данной системы, марганец и кремний переходят в металл шва из флюса (рис. 1.2).

Рисунок 1.2 - Проволока сварочная СВ08А
Низкоуглеродистая сварочная проволока, содержащая до 2% марганца. Например, Св-10Г2 и, в сочетании с ней, высококремнистый флюс, в состав которого входит 40-45% оксида кремния SiO2, но при этом, содержание оксида марганца MnO не превышает 15%. При такой система металл сварного шва легируется марганцем за счёт сварочной проволоки, а кремний переходит в металл из флюса. (рис.1.3).

Рисунок 1.3 Сварочная проволока Св-10Г2
Сварочная проволока, содержащая в составе около 1% марганца, например, Св-08ГА, или Св-10ГА и среднемарганцевый высококремнистый флюс, содержащий в составе около 30% оксида марганца и 40-45% оксида кремния. В таком случае легирование сварного шва марганцем происходит и за счёт электродной проволоки, и за счёт флюса. А легирование кремнием происходит только за счёт флюса (рис.1.4).

Рисунок 1.4 Сварочная проволока мм Св-10ГА
Преимуществами сварки под флюсом являются:
-
Высокая производительность, превышающая производительность ручной дуговой сварки в 5-10 раз. Достигается она за счёт использования сварочного тока значительной силы, и, как следствие этого, за счёт глубокого проплавления свариваемого металла. А также за счёт того, что отсутствуют угар и разбрызгивание металла, а, следовательно, исключаются потери металла. Кроме этого, высокая производительность обеспечивается вследствие автоматизации процесса сварки металла. -
Применение флюса повышает качество сварки за счёт того, что образует защитную плёнку вокруг зоны сварки и препятствует проникновению в неё окружающего воздуха. Кроме того, флюс, на поверхности расплавленного металла обладает низкой теплопроводностью и препятствует быстрому остыванию жидкого металла. Вследствие этого газы и неметаллические включения успевают всплыть па поверхность сварочной ванны и выйти из неё до того, как металл кристаллизуется. -
Процесс автоматической сварки под флюсом полностью механизирован, что позволяет уменьшить до минимума трудоёмкий и дорогостоящий ручной труд и снизить квалификацию сварщика. А технология ручной дуговой сварки подразумевает ручной труд и для выполнения этих работ требуется сварщик более высокой квалификации. -
При автоматической сварке потери электродного металла не превышают 2-5%, так как угар металла и его разбрызгивание практически отсутствуют. Для сравнения, при ручной сварке потери мет.
К недостаткам такого вида сварки можно отнести возможность сварки швов только в нижнем положении, или при небольших наклонах сварных кромок, на угол не более 15°. Также затруднено применение автоматической сварки в монтажных условиях. Эти недостатки обусловлены недостаточной маневренностью сварочных автоматов из-за их конструктивных особенностей.
2 Оборудование для автоматической сварки под слоем флюса
При автоматических и механизированных способах сварки помимо источников питания дуги необходимо иметь специальное оборудование, позволяющее исключить. ручное ведение сварочного процесса. При этом требуется механизировать выполнение двух основных технологических движений: подачу электрода в зону сварки и перемещение дуги вдоль свариваемых кромок. Если при сварочном процессе оба эти движения осуществляются механизированным путем, то такой процесс рассматривается как автоматическая сварка.
Автомат АДФ-1002 относится к автоматам с постоянной скоростью подачи электродной проволоки при сварке и работает по принципу саморегулирования дуги. Он предназначен для сварки переменным током под флюсом стыковых соединений со скосом и без скоса кромок, нахлесточных соединений, а также для выполнения угловых швов вертикальным и наклонным электродом (рис. 2.1).
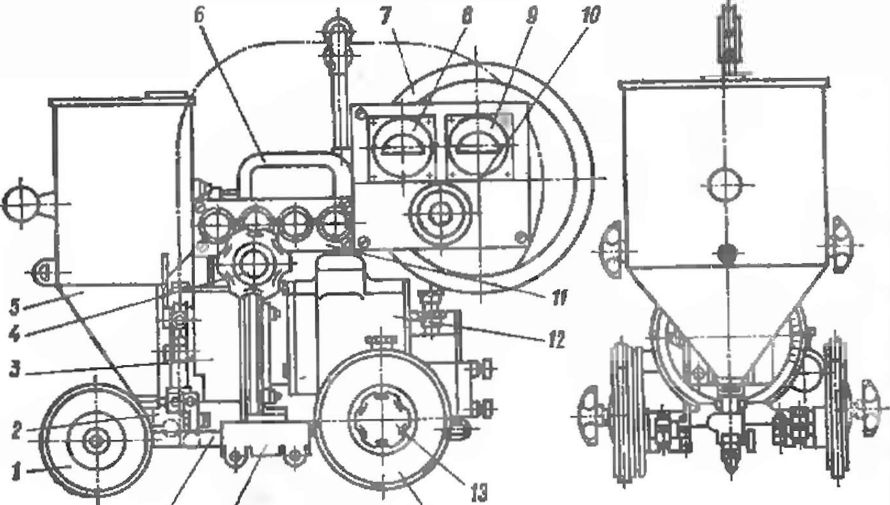
Рисунок 2.1 Трактор АДФ-1002
1 –переднее шасси с автомата с холостыми бегунками, 2 – мундштук, 3 - сварочная головка, 4 – корректировочный механизм, 5 – бункер для флюса, 6 – кронштейн, 7 – кассета для проволоки, 8 – вольтметр, 9- амперметр,10 – резистор, 11 – пульт управления, 12 – электродвигатель, 13 - муфта с маховичками, 14 - ходовой механизм, 15 – траверсы, 16 – выдвижные штанги
Электросхема автомата обеспечивает подъем и опускание электродной проволоки при вспомогательных операциях: закорачивании электродной проволоки перед сваркой; подъём проволоки из шлака после сварки; заправке проволоки в головку и др. (кнопки КнЗ «вверх», Кн4 <<вниз,>); настроечном передвижении автомата (Кнl <<пуск», Кн2 «стоп)}); включении сварочного тока и возбуждении дуги; подачу электродной проволоки в зону сварки и передвижении автомата по свариваемому изделию (Кнl); заварке кратера и отключение сварочного тока в конце сварки (Кн2) (рис. 2.2).
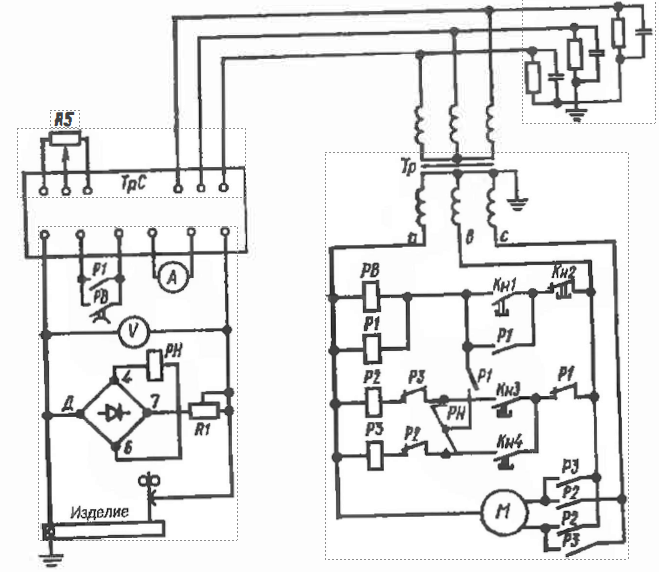
Рисунок 2.2 Электрическая схема сварочного трактора
Кнопкой Кнl включаются реле времени (РВ) и реле Pl. Реле Pl замыкает контакт и шунтирует кнопку Кнl, в результате чего она может быть отпущена после начала сварки. Реле PI и РВ замыкающими контактами включают контактор, находящийся в сварочном трансформаторе. В то же время размыкающий контакт Pl отключает цепь ручного управления электродвигателем М. Контактор через главные контакты подает сварочное напряжение.
При коротком замыкании проволоки с изделием напряжение между ними практически отсутствует. Через размыкающий контакт реле РН получает питание реле Р2, которое включает электродвигатель на подачу проволоки вверх. Возбуждается сварочная дуга, напряжение между электродом и деталью увеличивается и выпрямляется селеновым выпрямителем Д.
При определенном напряжении срабатывает реле РН и размыкающим контактом отключает реле Р2, а замыкающим контактом включает реле РЗ.
При этом двигатель реверсируется на подачу электродной проволоки в зону сварки и перемещение трактора по направлению сварки. При нажатии кнопки Кн2 отключаются реле) РB и Pl. С выдержкой времени 1-2 с, обеспечивающей заварку кратера, реле времени (РВ) замыкающим контактом отключает контактор сварочного трансформатора.
Достоинствами автоматов типа АДФ-1002 являются простота конструкции, компактность, малый вес и габариты, высокая надежность.
3. Характеристики источников питания дуги и требования к ним
Современное автоматическое оборудование для сварки под флюсом ускоряет процесс работы и обеспечивает контроль получения высококачественного шва. Данная разновидность дуговой сварки характеризуется отсутствием проникновения воздуха в область формируемого шва, что препятствует появлению брызг, минимизирует потерю электродного металла, а также повышает показатели производительности.
Стандартная комплектация оборудования для автоматической сварки с наплавкой под флюсом представлена:
источником сварочного тока;
сварочной горелкой;
устройством, подающим электродную проволоку и флюс (автоматической сварочной головкой);
устройством, перемещающим свариваемое изделие или сварочную головку;
системой сбора флюса;
системой пропорционального отслеживания шовного соединения;
видеоузлом
Источник постоянного и переменного сварочного тока должен предназначаться для 100% длительности цикла (10 мин. и более). Показатели величины сварочного тока чаще всего варьируют в пределах 300-1500 А. Подсоединяемый к сварочной головке аппарата бункер, как правило, оснащается электромагнитным клапаном с автоматическим или ручным типами управления.
Для современных сварочных установок характерно наличие системы сбора нерасплавленного флюса с последующей его подачей внутрь загрузочного бункера. На практике применяются сварочные подвесные головки (самоходные и неподвижные), а также сварочные тракторы.
При выборе особое внимание уделяется номинальному току (A) работы оборудования и диаметру используемой проволоки (мм). Важно, чтобы оборудование имело запас по току на уровне 30-50%.
Источники ASAW 1250 WD – относятся к последнему поколению высокоэффективного, энергосберегающего инверторного оборудования, с микропроцессорной системой управления и контроля сварочных параметров производства компании AOTAI. Система охлаждения источников этой серии построена по принципу туннельной вентиляции, что гарантирует высокую производительность данных аппаратов на максимальных токах (ПВ 100%) (рис 3.1).

Рисунок 3.1 Сварочный аппарат AOTAI ASAW 1250 WD
Аппараты данной серии отличаются превосходными статическими и динамическими характеристиками источников питания, а также высокой стабильностью сварочного процесса.
Аппараты предназначены для высокопроизводительной сварки под слоем флюса, ручной дуговой сварки покрытым электродом и воздушной электродуговой строжки угольным электродом, ответственных конструкций из различных сталей и сплавов.
Данное оборудование применяется в различных отраслях промышленности с высокими требованиями к качеству сварных швов ответственных металлоконструкций.
Рекомендуемые области применения:
• Строительство мостов
• Строительство промышленных объектов
• Производство резервуаров
• Судостроение и шельфовое строительство
• Машиностроение
• Автомобилестроение
• Металлургия
Особенности и преимущества ASAW 1250 WD:
• Охлаждение источника питания по принципу туннельной вентиляции
• 100% продолжительность нагрузки
• Точный микропроцессорный контроль сварочных параметров, высокое качество процесса сварки
• Плавная и точная настройка параметров сварки, надежная конструкция, безотказная работа и удобство в эксплуатации
• Высокая устойчивость к колебаниям питающего напряжения
• Падающая и жесткая вольтамперные характеристики
• Подбор режима с оптимальными параметрами сварки под каждый диаметр проволоки
• Цифровой интерфейс управления между трактором и источником
• Функция самодиагностики с выводом кодов ошибок
Технические характеристики источника питания ASAW 1250 WD приведены в таблице 3.1.
| Параметр | Значение |
| Напряжение сети, В | ЗХЗ80 +/- 20% |
| Частота сети, Гц | 50 |
| Потребляемая мощность, кВА | 69 |
| Потребляемый ток, А | 115 |
| Диапазон сварочного напряжения, В | 20 - 50 |
| Диапазон сварочного тока, А | 50 - 1250 |
| Диаметр проволоки ,мм | 3,0 - 6,0 |
| ПВ при 40 градусах Со | 100% |
| КПД,% | 92 |
| Коэффициент мощности,% | 0,85 |
| Степень защиты | IP23 |
| Класс изоляции | Н |
| Вес, кг | 100 |
| Габариты, мм | 735x503x710 |
| Блок подачи проволоки | открытый |
| ВАХ источника | жесткая |
Таблица 3.1 Технические характеристики источника питания ASAW 1250 WD
Общие выводы
1. На учебной практике я познакомился с автоматической сваркой флюсом.
2. Во время прохождения учебной практики я изучил автоматическое оборудование для сварки флюсом
3. На учебной практике я ознакомился с характеристиками источника питания сварочного оборудования
4. Перед проведением сварочных работ был проведен инструктаж по технике безопасности.
Список использованной литературы и интернет-ресурсы
-
Е.А, Банников. Сварка: АСТ, Кладезь; Москва; 2014; Сварка -
В.Д. Александров, В.Б. Безрук, Б.А. Кудряшов,
М.В. Морщилов, Р.И. Нигметзянов, 2014: Автоматическая дуговая сварка под слоем флюса. -
Оборудование и технология дуговой автоматической и механизированной сварки В.С Виноградов 1997
Интернет-ресурсы
-
https://www.uniprofit.ru/catalog/avtomatizaciy-svarki/stsf/i_aotai/asaw_1250_wd/ -
https://taina-svarki.ru/sposoby-svarki/avtomaticheskaya-svarka/avtomaticheskaya-svarka-pod-flyusom.php -
https://vt-metall.ru/articles/764-svarka-pod-flyusom/ -
https://lib.madi.ru/fel/fel1/fel14M226.pdf -
https://booktech.ru/books/svarka/13725-svarka-2014-e-bannikov.html -
https://djvu.online/file/j7q8TV8i3QphI