Файл: Отчет Производственной практике по получению профессиональных умений и опыта профессиональной деятельности.docx
Добавлен: 26.10.2023
Просмотров: 220
Скачиваний: 7
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
-
Штамповка
Штамповка по сути дела та же ковка, но здесь "течение" металла ограничено формой – штампом Штамповка - процесс пластической деформации материала с изменением формы и размеров тела. Чаще всего штамповке подвергаются металлы или пластмассы. Существуют два основных вида штамповки - листовая и объёмная. Листовая штамповка подразумевает в исходном виде тело, одно из измерений которого пренебрежимо мало по сравнению с двумя другими (лист до 6 мм). Примером листовой штамповки является процесс пробивания листового металла в результате которого получают перфорированный металл (перфолист). В противном случае штамповка называется объёмной. Для процесса штамповки используются прессы - устройства, позволяющие деформировать материалы с помощью механического воздействия.
По типу применяемой оснастки штамповку листовых материалов можно разделить на виды:
-штамповка в инструментальных штампах,
-штамповка эластичными средами,
-импульсная штамповка:
-магнитно-импульсная,
-гидро-импульсная,
-штамповка взрывом,
-валковая штамповка
Различают штамповку в открытых и закрытых штампах. В открытом штампе избыток металла выдавливается наружу (в облой), поэтому заготовки можно нарезать с малой точностью на пресс-ножницах. При безоблойной штамповке весь металл расходуется на изделие, но появляется необходимость в точной дозировке металла, что возможно при резке заготовок на пилах.Фасонные штампованные детали получают окончательную форму вчистовом штампе, а предварительную - либо в черновом (заготовительном)штампе, либо на специализированном оборудовании (ковочных вальцах), либо свободной ковкой.
Горячая объёмная штамповка
Горячая объёмная штамповка - это вид обработки металлов давлением, при которой формообразование поковки из нагретой заготовки осуществляют с помощью специального инструмента - штампа. Течение металла ограничивается поверхностями полостей (а также выступов), изготовленных в отдельных частях штампа, так что в конечный момент штамповки они образуют единую замкнутую полость (ручей) по конфигурации поковки. В качестве заготовок для горячей штамповки применяют прокат круглого, квадратного, прямоугольного профилей, а также периодический. При этом прутки разрезают на отдельные (мерные) заготовки, хотя иногда штампуют из прутка с последующим отделением поковки непосредственно на штамповочной машине.
Применение объемной штамповки оправдано при серийном и массовом производстве. При использовании этого способа
значительно повышается производительность труда, снижаются отходы металла, обеспечиваются высокие точность формы изделия и качество поверхности. Штамповкой можно получать очень сложные по форме изделия, которые невозможно получить приемами свободной ковки.
Штамповка в открытых штампах
Штамповка в открытых штампах характеризуется переменным зазором между подвижной и неподвижной частями штампа. В этот зазор вытекает часть металла - облой, который закрывает выход из полости штампа и заставляет остальной металл заполнить всю полость. В конечный момент деформирования в облой выжимаются излишки металла, находящиеся в полости, что позволяет не предъявлять высокие требования к точности заготовок по массе. Штамповкой в открытых штампах можно получить поковки всех типов.
Штамповка в открытых штампах сопровождается образованием заусенца (облоя), который выполняет специальные технологические функции.
Открытая штамповка характеризуется следующими факторами.
Объем металла при ней - непостоянен. Следовательно, имеется часть металла, которая удаляется в отход.
Направление вытеснения металла перпендикулярно направлению движения штампа.
Заусенец (облой) создает противодавление, которое, увеличивая гидростатическое давление в штампе, обеспечивает заполнение угловых элементов ручья, при этом реализуется возможность регулирования заполнения штампа.
При открытой штамповке выделяют три основные стадии течения металла: свободную осадку; заполнение штампа и выдавливание заусенца. На практике существует и четвертая (нежелательная) стадия, когда ручьи штампа заполнены, но поковка не выполнена по высоте (ее часто называют до штамповкой).
Основной недостаток штамповки в открытых штампах - это большие потери металла на заусенец, которые зависят от массы и формы поковок и могут достигать 30 % и более. Кроме того, волокна металла при удалении облоя оказываются перерезанными, что существенно снижает качество поковок.
Стадии процесса штамповки в открытых штампах.
На первой стадии происходит свободная осадка заготовки на величину DH1.В более сложных случаях свободная осадка сопровождается частичным выдавливанием в дополнительные углубления полости или прошивкой металла с образованием выемок в поковке.
С момента соприкосновения заготовки с боковыми стенками штампа начинается вторая стадия штамповки. Эта стадия штамповки завершается при обжатии на DH2.
На третьей стадии штамповки при обжатии на DH3 избыточный металл заготовки вытекает в канавку. Третья стадия штамповки характерна тем, что в это время заусенец выполняет свою основную технологическую функцию - закрывает полость штампа. При дальнейшей деформации сопротивление выходу металла в канавку возрастает вследствие уменьшения заусеничной щели. Так как сопротивление течению металла в незаполненные углы полости теперь меньше, чем в канавку, то к концу этой стадии ручей штампа оказывается заполненным.
На четвертой стадии происходит вытеснение избыточного металла из полости штампа. Обжатие совершается на величину DH4 (величину недоштамповки до размеров по чертежу поковки). Наибольшее сопротивление деформации достигается именно на этой стадии.
Для правильного представления о механизме заполнения полости штампа следует иметь в виду, что стадии штамповки следуют друг за другом не одновременно по всему периметру поковки. Углы штампа заполняются вначале только отдельных местах полости.
-
Метод прессования и его использование в промышленном дизайне
4.1 Суть метода прессования
Сущность процесса прессования заключается в выдавливании металла из замкнутого пространства контейнера через отверстия различного сечения — круглого, квадратного и других, после чего металл принимает форму прутка соответствующего профиля.
Прессованием получают не только прутки различного профиля и размеров, но и трубы с внутренним диаметром до 800 мм. Материалами для прессования служат сталь, цветные металлы и их сплавы.
Заготовками для прессования являются слитки, размеры которых (диаметр и длина) зависят от мощности пресса и профиля изделий. Подготовка слитков к прессованию состоит в нагревании их до температуры, установленной для обработки давлением в горячем состоянии.
Усилие, необходимое для выдавливания металла, зависит от размера поперечного сечения слитка, его материала, температуры слитка и скорости выдавливания.
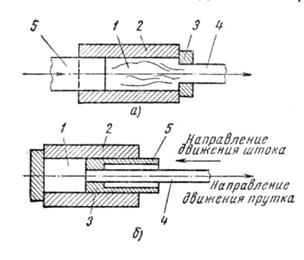
Рис. 1. Схема выдавливания (прессования) металла:
а — прямой метод, б — обратный метод: 1 — обрабатываемый металл, 2-контейнер, 3-матрицы с отверстием для выхода прутка, 4-пруток, 5 –шток.
Существуют два способа обработки выдавливанием — прямой (рис. 1, а) и обратный (рис. 1,6).
Трубчатая форма сечения образуется укрепленной на штоке иглой 6, диаметр которой равен внутреннему диаметру трубы. При прессовании игла входит в круглое отверстие матрицы, образуя в нем кольцевой зазор, через который выдавливается металл.
Используемая литература
1) Технология конструкционных материалов: Учебник для машиностроительных специальностей ВУЗов / А.М. Дальский, И.А. Арутюнова, Т.М. Барсукова и др.; Под ред. А.М. Дальского. - М.: Машиностроение, 2005. - 448с.
2) Статья из журнала «Технология конструкционных материалов и материаловедение»
Автор: проф. Коротких М.Т
3) А. Г. Схиртладзе, В. И. Выходец, Н. И. Никифоров, Я. Н. Отений «Оборудование машиностроительных предприятий» Учебник. - Волгоград: ВолгГТУ, 2005. - 128 с.
4) Технология конструкционных материалов. 2-е издание, переработанное и дополненное. Под редакцией А. М. Дальского. М.: «Машиностроение», 1990, 352 с