ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 29.10.2023
Просмотров: 54
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

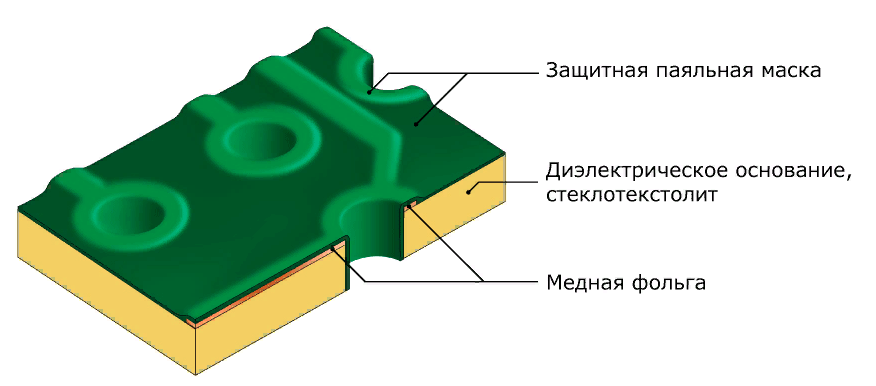
Рисунок 9.
Для защиты поверхности платы и медных участков, не подлежащих нанесению финишного покрытия, на плату наносится защитная паяльная маска. Наиболее широко распространена жидкая двухкомпонентная фоточувствительная паяльная маска.
Сухая пленочная паяльная маска обеспечивает хорошие результаты по тентированию переходных отверстий, наносится методом ламинирования, но в настоящее время используется редко, т.к. не подходит для печатных плат выше 3 класса точности. Жидкая паяльная маска наносится методом сеткографии через сетчатый трафарет, причем существует два варианта нанесения. Через готовый трафарет, когда в сетке уже сформированы все окна вскрытия, и маска наносится только на защищаемые участки печатной платы (такой вариант имеет невысокое разрешение и применяется, как правило, на односторонних печатных платах ниже 3 класса точности), и сплошное нанесение маски с использованием метода трафаретной печати и последующим экспонированием через фотошаблон или прямым экспонированием. Перед нанесением маски поверхность меди очищается, затем развивается необходимая шероховатость для хорошей адгезии маски.
Жидкая маска продавливается ракелем через сетку на всю поверхность заготовки. Нанесенный слой подсушивается в печке до образования сухой поверхности. Для печатных плат с маской с двух сторон процесс повторяется. Подсушенные заготовки передаются на экспонирование.
Экспонирование защитной паяльной маски
1 вариант: экспонирование с негативными фотошаблонами.
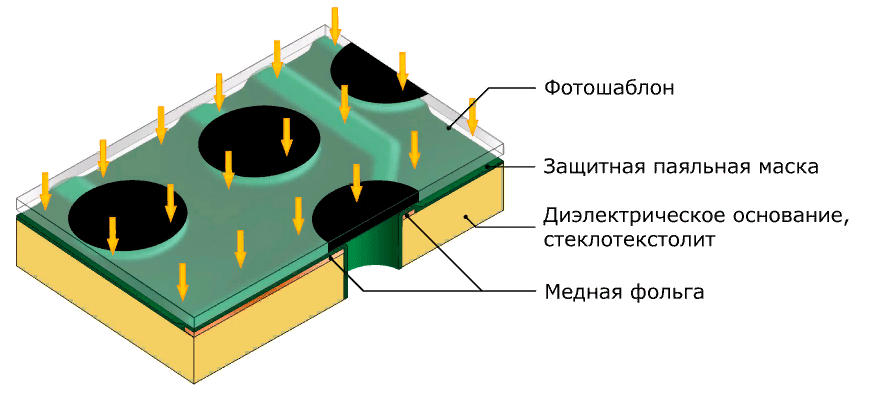
Рисунок 10.
С заготовкой совмещается фотошаблон. Круг, часть которого изображена, – контактная площадка. Изображение на фотошаблоне – негативное по отношению к будущей схеме. Участки поверхности, прозрачные на фотошаблоне, засвечиваются, фотополимеризуются и теряют способность к растворению в растворе проявления. После экспонирования фотошаблоны удаляются.
Проявление защитной паяльной маски
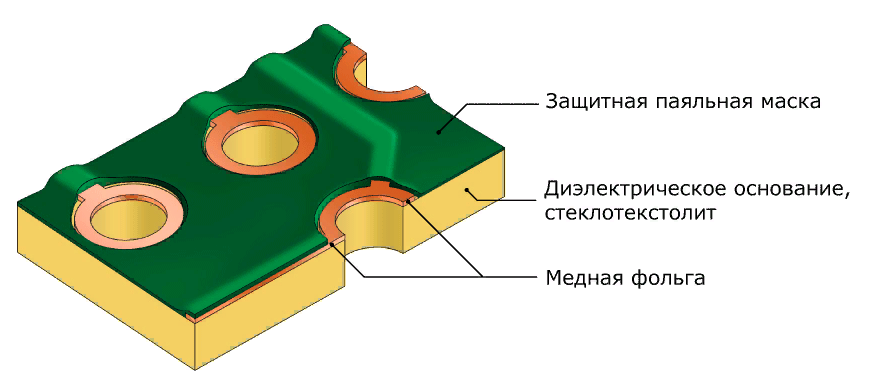
Рисунок 11.
Незасвеченные участки маски смываются в линии проявления. Качество сформированных масочных слоев проверяется контроллером. После контроля заготовки помещаются в печку для окончательной полимеризации.
Печать маркировочной краски
1 вариант: печать маркировочной краски через сетчатый трафарет
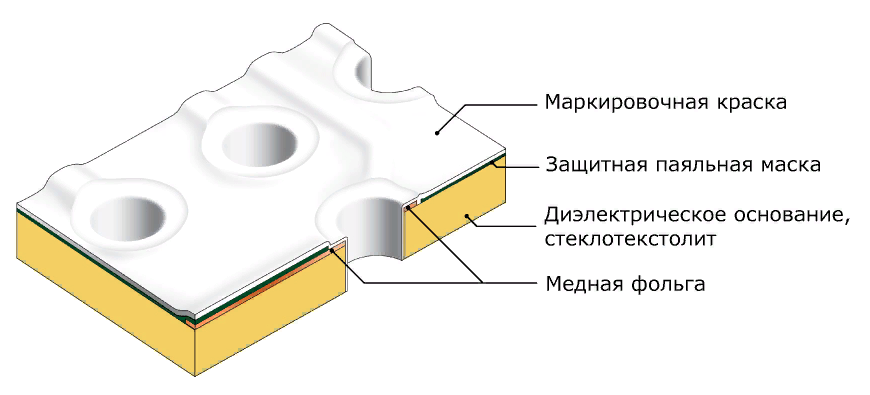
Рисунок 12.
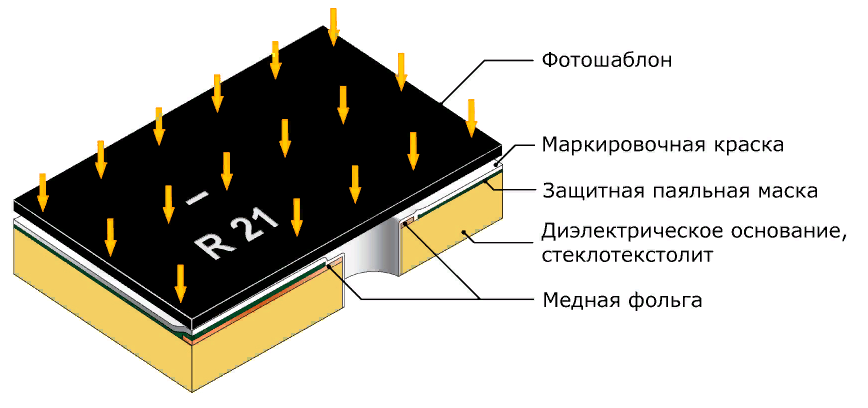
Рисунок 13.
Для идентификации монтируемых компонентов большинство изготавливаемых печатных плат имеют маркировку. Маркировка наносится после проявления маски.
Через сетчатый трафарет наносится маркировка контуров, позиционных номеров, типов и номиналов компонентов.
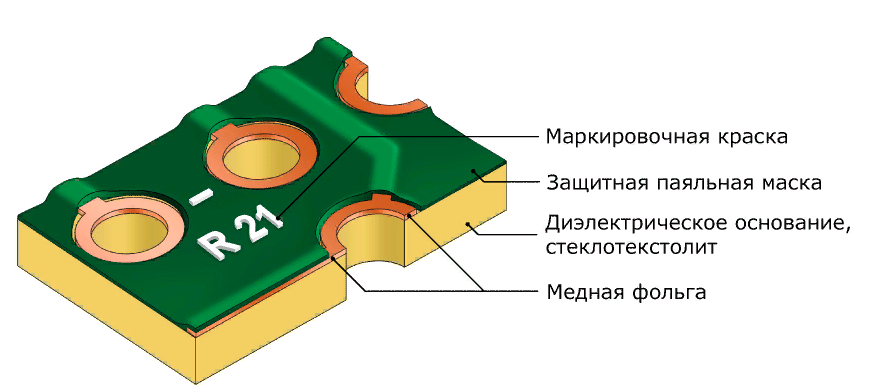
Рисунок 14.
Нанесение финишного покрытия, вариант 1 HASL
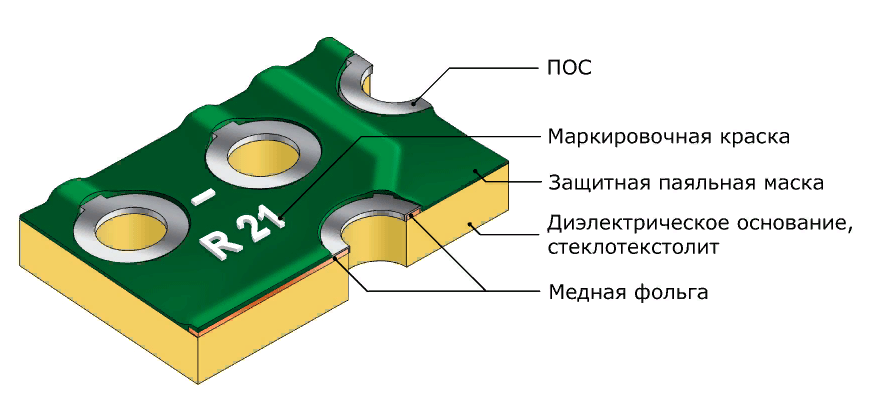
Рисунок 15.
На открытые от маски участки меди различными методами наносится финишное покрытие для обеспечения качественной пайки.
HASL (Hot Air Solder Leveling). Нанесение припоя путем окунания заготовки в расплавленный припой с последующим выравниванием горячим воздухом. Возможно применение (в разных установках) свинцового и бессвинцового (leadfree) припоя.
Рабочая температура печатной платы : от -50 до +110.
Механические воздействия :
-
вибрации; -
удары.
Описание технологии сборки и монтажа печатного узла
Разработка схемы сборочного состава
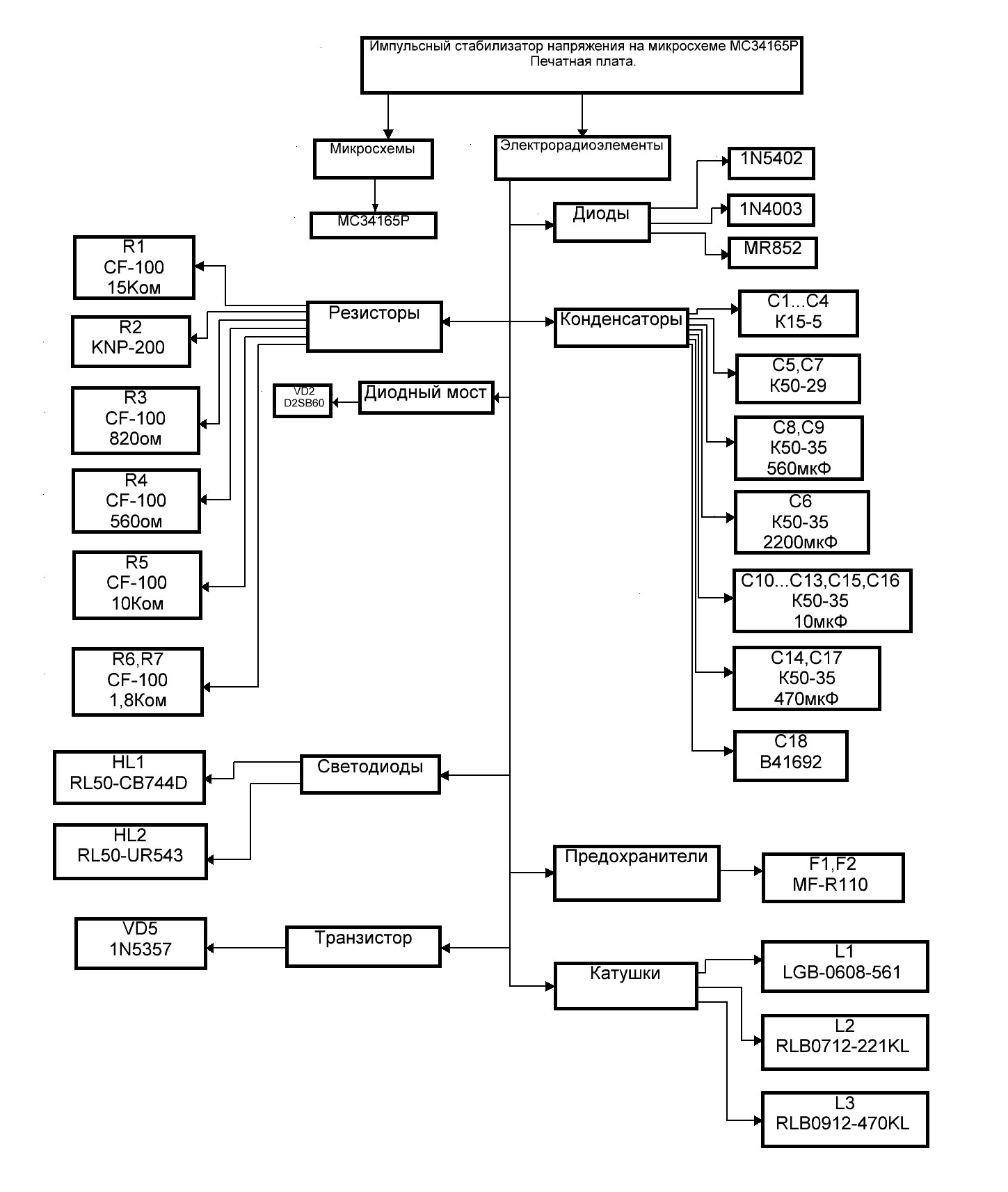 Рисунок 16.
Рисунок 16.Технологический процесс сборки и монтажа печатной платы импульсного стабилизатора напряжения на микросхеме МС34165Р должен выполняться согласно ГОСТ 14.301-83 “Общие правила разработки технологического процесса”. Разработка технологического процесса включает:
-
анализ исходных данных; -
выбор типового технологического процесса; -
разработку технологического маршрута сборки и монтажа (определение последовательности и содержания технологических операций); -
определение и выбор средств технологического оснащения; -
определение профессии и квалификации исполнителей; -
оформление маршрутной карты.
Для разработки технологического процесса необходимы:
-
Э3 – схема электрическая принципиальная; -
классификатор профессий; -
тип производства – серийное.
Серийное производство характеризуется изготовлением изделий периодически повторяющимися партиями. Для серийного производства характерно производство специализированного оборудования и оснастки. В серийном производстве, как правило, заняты рабочие средней и высшей квалификации, производительность труда выше, чем при единичном производстве. Данная схема печатной платы импульсный стабилизатор напряжения на микросхеме МС34165Р имеет следующие преимущества перед аналогичными схемами перефразируй предложение:
-
невысокая стоимость; -
малый вес и размеры; -
сравнительно высокая точность показателей.
Данное устройство обладает высокой ремонтоспособностью, так как в схеме используются распространенные серии микросхем и ЭРЭ. Конструкция позволяет осуществить легкий доступ к этим элементам во время ремонта и эксплуатации. Выбор типового технологического процесса производится на основании ГОСТ 4.050.014 “Типовые технологические процессы сборки и монтажа”.
Типовой технологический процесс сборки и монтажа электронного узла состоит из следующих операций:
1 комплектация;
2 подготовка к монтажу;
3 установка на ПП;
4 выполнение контактных соединений;
5 контроль модуля и защита от внешних воздействий.
Основные операции технологического процесса сборки и монтажа приведены в таблице что-то.
Таблица что-то. Основные операции технологического процесса сборки и монтажа
| Основные этапы сборки и монтажа | Объекты сборки и монтажа | Основные типовые операции |
| Комплектация | Печатные платы, навесные элементы, детали | Распаковка из тары поставщика. Входной контроль параметров. Размещение в технологической таре |
| Подготовка к монтажу | Печатная плата | Обезжиривание (промывка) платы, контроль печатного монтажа. Маркировка платы |
| Навесные элементы (ИМС и ЭРЭ) | Лакирование обозначений элементов. Рихтовка и укорачивание выводов. Флюсование и лужение выводов. Формовка выводов | |
| Установка на ПП | Детали | Установка и закрепление разъемов, навесных шин питания |
| Навесные элементы | Установка и фиксация ЭРЭ, установка и фиксация ИМС. Контроль установки элементов | |
| Выполнение контактных соединений | Плата с деталями, ЭРЭ и ИМС | Флюсование и пайка соединений, контроль контактных соединений |
| Контроль модуля и защита от внешних воздействий | Модуль | Контроль и регулировка функциональных параметров. Монтажные операции (дополнительные). Контроль параметров. Защита(лакированием) модуля. Сдача на соответствие ТУ |
Таблица 2.
6.2.2.1. Выбор средств технологического оснащения
Так как производство серийное, то выбирается оборудование конкретно для каждой операции в соответствии с каталогом технологического оборудования. В таблице 6.2.3 приведены средства технологического оснащения.
| № ПП | Наименование СТО | Обозначения | Выполняемые операции |
| 1 | Комплектовочный стол | Рабочее место серии АЛЬФА универсал VIKING АЛФ-У-12-7 | Для подбора ЭРЭ и ИМС |
| 2 | Монтажный стол | Рабочее место серии АЛЬФА универсал VIKING АЛФ-У-12-7 | Для проведения входного контроля, монтажа ЭРЭ и ИМС, выходного контроля |
| 3 | Полуавтомат для формовки и укорачивания выводов ЭРЭ и ИМС | Станок для обрезки и формовки выводов Hakko 153-1 | Для укорачивания и формовки выводов ЭРЭ и ИМС при их установке на ПП |
| 4 | Паяльная станция | Паяльная станция МЕГЕОН 00335 | Пайка ЭРЭ и ИМС |
| 5 | Устройство тестового контроля | Внутрисхемный тестер XILS1200-TSi | Для автоматической диагностики обрывов и замыкания печатных проводников на ПП |
Таблица 3.
3. Экономическая часть.
3.1 Расчет затрат на основные материалы и комплектующие изделия
Расчет стоимости состоит из трех основных этапов:
- расчет стоимости основных материалов;
- расчет стоимости комплектующих изделий;
- расчет стоимости вспомогательных материалов.
Расчет стоимости основных материалов Сом , руб., производится по формуле
n
Сом = ∑ mi х Цi,
i =1
где mi – норма расхода i–го вида основного материала, натуральная единица измерения
Цi – цена приобретения единицы i–го вида основного материала, руб.
n – количество видов расходуемого основного материала.
Все расчеты заносятся в таблицу 1.
Таблица 4 - Расчет стоимости основных материалов
| Наименование материала | Единица измерения | Норма расхода материала | Цена, руб. | Стоимость, руб. |
| ПОС 61 ГОСТ 21931-76 | г/кг | 0,027 | 5000 | 135 |
| Флюс ТУ 13-4000177-51-85 | мл/л | 0.00229 | 1664 | 3,81056 |
| Этиловый спирт ГОСТ 5962-2013 | мл/л | 0,1 | 899,498 | 89,95 |
| Полиэтиленовый мешок | - | - | 10 | 10 |
| ИТОГО | | | | 238,76 |
Стоимость вспомогательных материалов Cвм = (Сом + Ски) х 0,1
Cвм = 0,1* ( 238,76 + 691,5) = 93,03
Расчет стоимости комплектующих изделий Ски , руб., производится по формуле
Ски = ∑ mi х Цi,
i =1
где mi – норма расхода i–го вида комплектующих изделий, натуральная единица измерения
Цi – цена приобретения единицы i–го вида комплектующих изделий, руб.
n – количество видов расходуемых комплектующих изделий.
Все расчеты заносятся в таблицу 2.
Таблица 5 - Расчет стоимости комплектующих изделий.
| Наименование изделия | Марка изделия | Кол-во, шт. | Цена, руб. | Стоимость, руб. |
| Печатная плата | - | 1 | 10 | 10 |
| Диоды | 1N5402 | 1 | 10 | 10 |
| | 1N4003 | 1 | 9 | 9 |
| | MR852 | 1 | 15 | 15 |
| Конденсаторы | К15-5 | 4 | 8 | 32 |
| | К50-29 | 2 | 9 | 18 |
| | К50-35 | 2 | 18 | 36 |
| | К50-35 | 1 | 68 | 68 |
| | К50-35 | 6 | 5 | 30 |
| | К50-35 | 2 | 14 | 28 |
| | В41692 | 1 | 40 | 40 |
| Диодный мост | D2SB60 | 1 | 57,5 | 57,5 |
| Светодиоды | RL50-CB744D | 1 | 3 | 3 |
| | RL50-UR543 | 1 | 5 | 5 |
| Микросхема | МС34165Р | 1 | 75 | 75 |
| Предохранители | MF-R110 | 2 | 27 | 54 |
| Транзистор | 1N5357 | 1 | 50 | 50 |
| Катушки | LGB-0608-561 | 1 | 4 | 4 |
| | RLB0712-221KL | 1 | 44 | 44 |
| | RLB0912-470KL | 1 | 48 | 48 |
| Резисторы | CF-100 | 1 | 7 | 7 |
| | CF-100 | 1 | 7 | 7 |
| | CF-100 | 1 | 7 | 7 |
| | CF-100 | 1 | 7 | 7 |
| | KNP-200 | 1 | 20 | 20 |
| | CF-100 | 2 | 7 | 7 |
| ИТОГО | | | | 691,5 |