Файл: Технологического процесса сборки и сварки Урны 1 Способы сварки.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 29.10.2023
Просмотров: 277
Скачиваний: 18
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
КАРТА
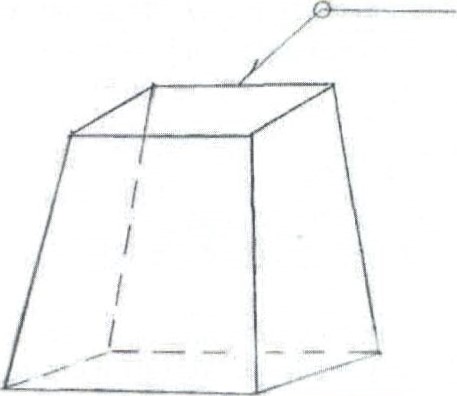
технологического процесса сборки и сварки «Урны»
1 Способы сварки:
ручная дуговая РД (111),(в скобках указан код способа сварки по квалификации БО 4063).
2.0сновные материалы:
сталь марки ВСтЗсп, по ГОСТ 380-94 лист толщиной 2,5мм.
З.Вид соединения:
Угловое (У)
4.Положение шва при сварке:
НИЖНее
5.Сварочные материалы:
электроды марки АНО-21 по ГОСТ 9466-75, б Змм
6.Сварочное оборудование:
сварочный выпрямитель ВД 1200 и балластные реостаты РБ 306.
7. Режим сварки:
в нижнем положении шва
| № шва | Способ сварки | Диаметр электрода, мм | Род и полярность тока | Сила тока , А | Напряжение на дуге, В |
| 1,2 | | Змм | Постоянный обратной поля ности | 80-110 | 16 -18 |
Примечание:
2 Прихватюл [-=15-20 мм выполнять равномерно по длине акдого стыв с ивгом 100 -150мм.
з. Сварные ивы после сварш зачистить металлической иртюЙ и зубилом
4. Контроль а-ества сварного соедиеения: визуальны й , измерительный, гидравлл-есшй
Последовательность выполнения операций
| | Эскизы узлов | Последовательность операций | Оборудование, инструмент, п испособления | ||
| 1. | Зачистить места сборки и сварки от грязи масла и ржавчины |  | Молоток Зубило Щетка металлическая Очки защитные | ||
| 2. | 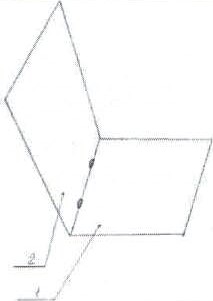 | Установить на плоскость днище урны поз.№1 и стенку поз.2 под углом и прихватить между собой детали поз№1, и поз. №2, установив прихватку с внутренней стороны | 1 .Выпрямитель ВД-12ОО Балластный реостат РБ-306 | ||
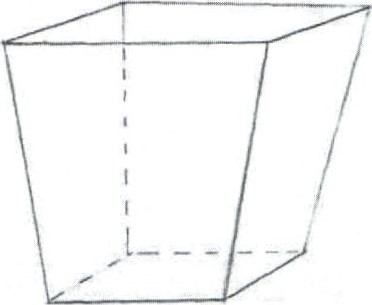
| з. | 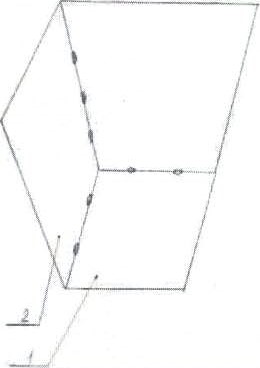 | Повторить переход №1 три раза для других стенок урны | 1 .Выпрямитель вд-1200 Балластный реостат РБ-ЗО6 | ||
| 4. | 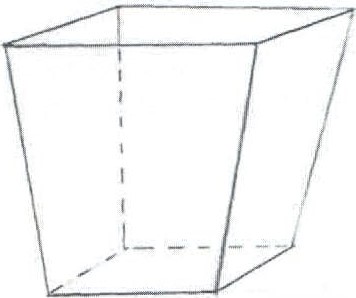 | Проверить сборку урны внешним осмотром (не допускаются смещения кромок и значительные зазоры между деталями) | | ||
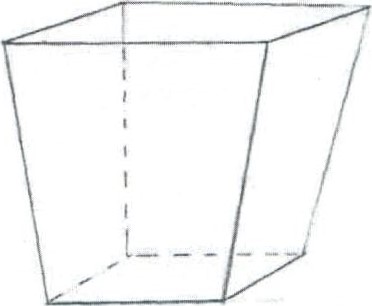
| 5. | 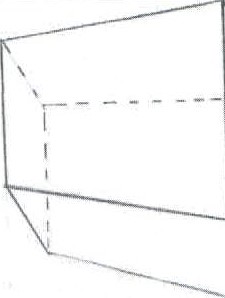 | | Выполнить сварку шва №1 в нижнем положении с наружностороны | 1 выпрямитель вд-1200 Балластный реостат РБ-ЗО6 | |
| 6. |  | | Повторить переход N25 три раза поворачивая урну в удобное для сварки положе- | 1 выпрямитель ВД-12ОО Балластный рео= стат РБ-306 | |
 | Обварить дно урны швом №2 | 1 „Выпрямитель ВД-12ОО Балластный реостат РБ-ЗО6 | ||||
 |  | Зачистить места сборки и сварки от шлака и брызг расплавленного металла | Щетка металлическая ГОСТ 10594-87 , Зубило ГОСТ 7211-86, Молоток гост2310-77, Очки защитные госп 24013-87 | |||
| | | |||||
 | Проверить качество швов внешним осмотром | | ||||
 | Проверить плотность швов методом налива воды | | ||||
| | | | ||||
Последовательность выполнения операций
| | Эскизы узлов | Последовательность операций | Оборудование, инструмент, п испособления |
| 1. |  | Собрать и прихватить между собой детали №1, №2, установив прихватку с внутренней стороны | 1 „Выпрямитель вксм 1001 Балластный реостат РБ-ЗОО |
| 2. | 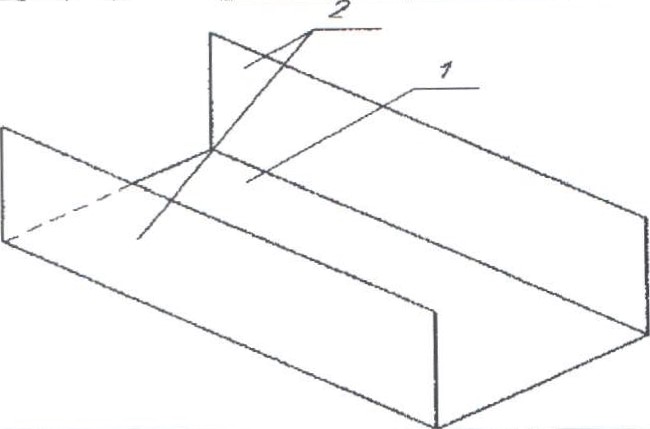 | Повторить переход №1 один раз | 1 .Выпрямитель ВКСМ 1001 Балластный реостат РБ-ЗОО |
| з. | 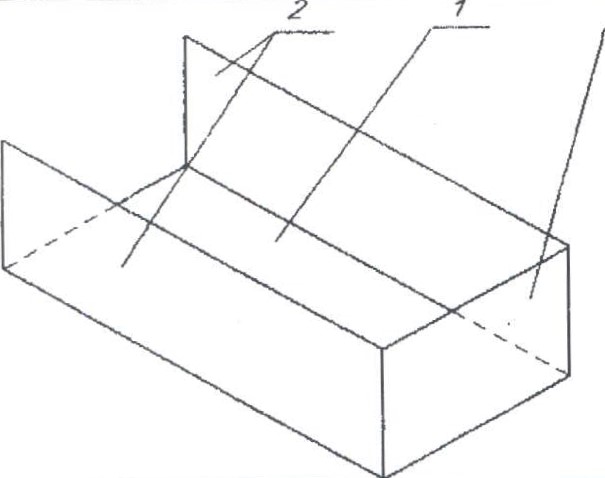 3 3 | Собрать и прихватить между собой детали №1, №2,№3 установив прихватку с внутренней стороны в произвольной последовательности | 1 . Выпрямитель вксм 1001 Балластный реостат РБ-ЗОО |
| 4 | 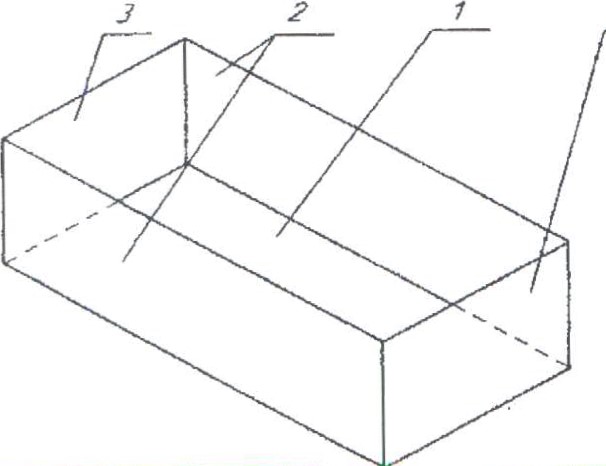 З З | Повторить переход №3 для второй стенки малой | 1 . Выпрямитель вксм 1001 Балластный реостат РБ-ЗОО |
| 5. | | Выполнить контроль сборш, используя угольник и визуальный кон оль | Угольник гост 3749-86 | |||||||||||
| 6. | 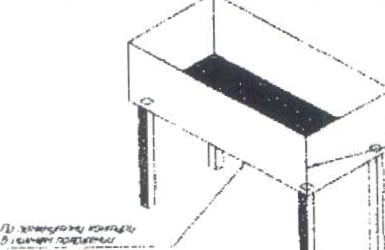 |  | Обварить короб мангала по эскизу | 1 .Выпрямитель вксм 1001 Балластный реостат РБ-ЗОО | ||||||||||
| 7 | 4 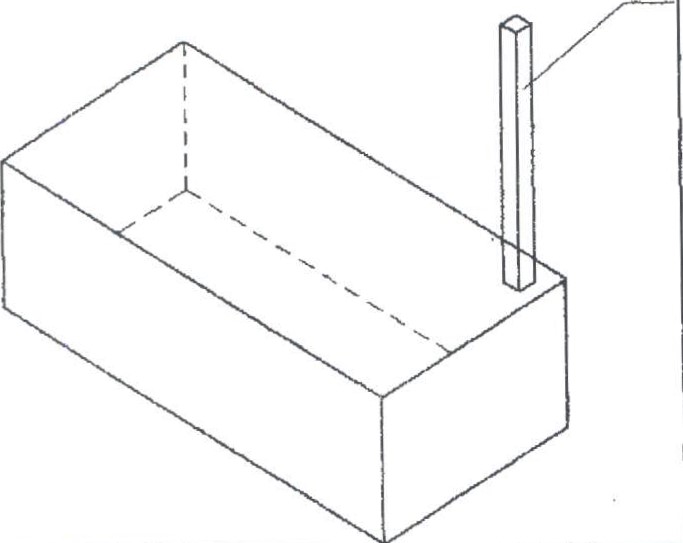 | Повернуть короб вверх дном и выставить последовательно стойки поза 4 штуки придержать и прихватить | 1 .Выпрямитель вксм 1001 Балластный реостат РБ-ЗОО Линейка гост 9038-85 Угольник гост 3749-86 | |||||||||||
| 8 | | Повторить переход №7 т и аза | | |||||||||||
| 7. | | | | Обварить стойки | 1. Выпрямитель вксм 1001 Балластный реостат РБ-ЗОО | |||||||||
| | | ом | ||||||||||||
| | ||||||||||||||
| | | Змм замк | | | | |||||||||
| катет шва Шов выполнить по | | | | |||||||||||
| в. | | Зачистить места сборк и сварки от шлака и брызг расплавленного металла | Щетка металлическая гост 10594-87 Зубило ГОСТ 7211-86, Молоток гост2310-77, Очки защитные гост 24013-87 | |||||||||||
| 9. | | Проверить плотность швов методом налива во ы | | |||||||||||
| п/п | Наименование | Нормативнотехническая документация | |||
| 1 | Сталь ВСтЗсп, б 2,5мм | гост 380-94 | |||
| 2 | Элект оды АНО-21 63мм. | гост 9466-75 | |||
| З | Элект ододе жатель Э | 2517-У 1 | гост 14651-78 | ||
| 4 | Щиток УН-С-6О5-У1 | гост 124035-78 | |||
| 5 | Очки | ГОСТ Р 124013-97 | |||
| 6 | З било | гост 7211-86 | |||
| 7 | Молоток | гост 2310-77 | |||
| 8 | Плоскогубцы | гост 5547-93 | |||
| 9 | Линейка | гост 9038-85 | |||
| 10 | Щетка металлическая | гост 0594-87 | |||
| Конструкция соединения подготовленных к омок по гост 5264 | Конструктивные элементы шва по гост 5264 | | |||
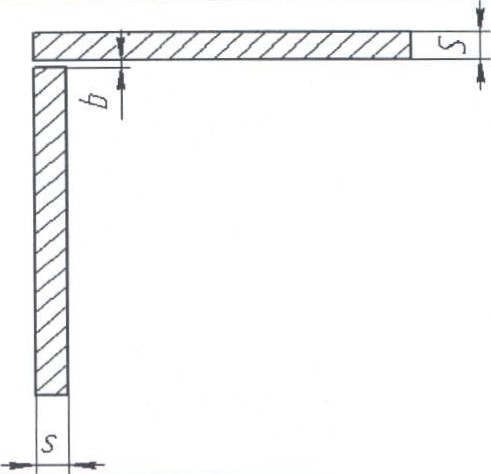 | 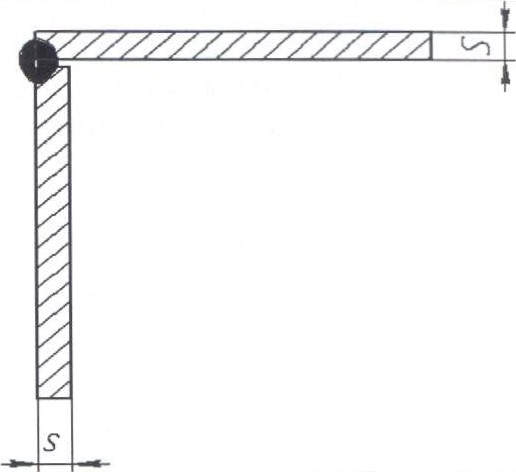 | | |||
| 6=1 мм | | | |||