Добавлен: 29.10.2023
Просмотров: 33
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Содержание
-
 Введение
Введение
-
Основная часть
2.1Анализ конструкции
2.2Организация рабочего места
2.3Выбор материала конструкции и сварочных материалов
2.4Выбор оборудования и инструментов
2.5Технологическая схема изготовления конструкции
2.6Подготовка металла к сварке, сборка конструкции
2.7Режим сварки конструкции
2.8Техника сварки конструкции
2.9Деформации и напряжения при сварке
2.10Контроль качества сварных соединений конструкции
2.11Технологическая карта изготовления конструкции
-
Техника безопасности при изготовлении конструкции
-
ЗАКЛЮЧЕНИЕ
-
Список литературы
-
Приложение
Введение
Металлические двери сегодня можно встретить везде и всюду. Все большее число людей выбирает металлическую дверь в качестве входной двери в квартиру или в дом. Выбрать металлические двери - долгое время являлось практически единственным способом защитить свое жилище от непрошеных гостей. Кроме того, грамотно изготовленная металлическая дверь поможет защитить помещение от воздействия окружающей среды.
Четкое понимание того, для чего предназначена дверь, что она должна делать в процессе эксплуатации (использования), является важнейшим условием для правильного выбора покупателем нужной ему модели двери.
Назначение дверей определяется функциями, которые выполняют двери в процессе своей эксплуатации. Эти функции часто называются функциональными свойствами дверей.
Все функции дверей делятся на:
основную функцию, которой обладают все разновидности дверей;
дополнительные функции, которыми различные виды дверей могут обладать или не обладать в зависимости от особенностей своей конструкции.
Основной функцией двери является прикрывание и открывание дверного проема в стене или в перегородке здания.
Дополнительными функциями, которые двери могут выполнять в процессе своей эксплуатации, являются:
звукопоглощение (часто называется, как звукоизоляция, шумопоглощение, шумоизоляция или звукозащита), которое используется для защиты помещения от проникновения посторонних звуков либо для предотвращения проникновения звуков из помещения за его пределы. Звукопоглощающие свойства двери обеспечиваются в основном специальными звукопоглощающими материалами, которые добавляются в конструкцию двери, а также герметичностью притвора. Герметичность притвора, т.е. плотностью прилегания полотна к коробке, обеспечивается использованием уплотнителей в коробке или торцах дверного полотна. В некоторых видах дверей используется до четырех контуров уплотнения. Звукопоглощающие свойства двери наиболее часто используются в дверях, предназначенных для спальных, детских и туалетных комнат, для кабинетов и библиотек.
 рис.1
рис.1
теплоизоляция (иногда называется теплозащита), препятствующая потерям тепла через поверхность дверного полотна, которые возникают из-за разности температур с разных сторон дверного полотна. Теплозащитные свойства двери обеспечиваются главным образом за счет помещения внутрь конструкции двери специальных теплозащитных материалов (минеральной ваты, пенопласта и т.п.). На интенсивность потерь тепла через поверхность двери также влияет герметичность притвора. Двери с теплоизоляцией обычно используются в качестве входных дверей.
прочность конструкции:
прочность поверхности отделки, обеспечивающая сохранность поверхности отделки двери после воздействия на нее небольших механических нагрузок (таких, как удары, царапания, трение и т.п.) в процессе эксплуатации двери. Прочностные свойства поверхности отделки обусловливаются свойствами материалов, которые используются для отделки поверхности, а также качеством технологии отделки поверхности двери. Двери с высокой прочностью поверхности отделки целесообразно использовать в детских комнатах, в квартирах, в которых проживают домашние животные (кошки, собаки и т.п.), а также в помещениях с высоким уровнем загрязнения или высокими требованиями гигиены, что требует систематической очистки (мытья, протирания и т.п.) поверхности двери.
 Удобство эксплуатации
Удобство эксплуатации
Огнеустойчивость (противопожарность), которая не позволяет двери воспламеняться и изменять форму конструкции под воздействием высоких температур при возникновении пожара в помещении. Свойства огнеустойчивости двери обеспечиваются конструкцией двери, материалами конструкции и отделки, а также специальными невоспламеняющимися материалами, которые добавляются вовнутрь конструкции двери. Огнеустойчивые свойства двери очень важно учитывать при установке двери в помещение с высоким риском возникновения пожара, либо с высокими требованиями к безопасности внутреннего пространства.
Влагостойкость, которая не позволяет двери садиться или деформироваться (т.е. раздуваться, перекашиваться и т.п.) при колебаниях влажности и температуры воздуха в помещениях. По влагостойкости двери подразделяются на двери с нормальной влагостойкостью (для помещений с относительной влажностью воздуха не более 60%) и двери с повышенной влагостойкостью (для помещений с постоянной относительной влажностью более 60%). Влагостойкие свойства двери обеспечиваются в первую очередь особенностями конструкции двери, используемыми материалами конструкции и отделки, а также технологией изготовления двери. Свойства влагостойкости особенно важно учитывать для дверей, эксплуатирующихся в условиях повышенной влажности, которые характерны для дверей в ванные комнаты и тамбурных дверей.
 Герметичность, которая не позволяет проникать в помещение дыму, запахам, сквознякам, пыли и т.п. Герметические свойство двери обеспечиваются в первую очередь герметичностью притвора и качеством установки (монтажа) дверного комплекта в проем стены.
Герметичность, которая не позволяет проникать в помещение дыму, запахам, сквознякам, пыли и т.п. Герметические свойство двери обеспечиваются в первую очередь герметичностью притвора и качеством установки (монтажа) дверного комплекта в проем стены.
Основная часть
Анализ конструкции
Назначение
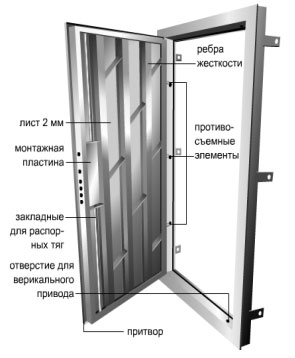 рис.2
рис.2
Современные металлические двери выполняют рольшумоизоляционного и теплоизоляционного барьера, отгораживая людей от того, что происходит в подъезде или на улице.
Марка стали
Я использовал сталь Ст3кп2 для обшивки двери: листовая, конструкционная, углеродистая, обыкновенного качества, тип прокатки - холоднокатаная прокатка.
 рис.3
рис.3
Так же я использовал сталь 08пс для каркаса двери: конструкционная, углеродистая, качественная, тип прокатки - холоднокатаная стальная лента.
 рис.4
рис.4
Из этой стали производят профильную трубу 40х25х1,5мм. Рис.5
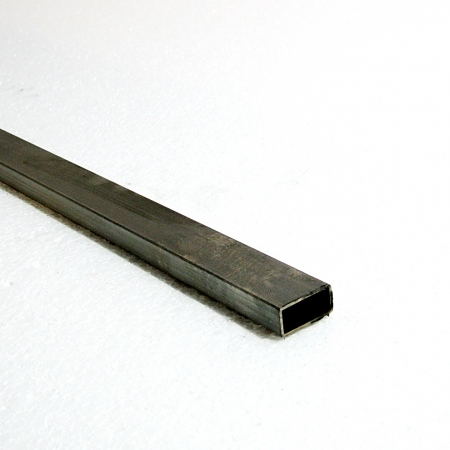 Рис.5
Рис.5
 И сталь ст 3сп из которой производят металлический уголок.
И сталь ст 3сп из которой производят металлический уголок.
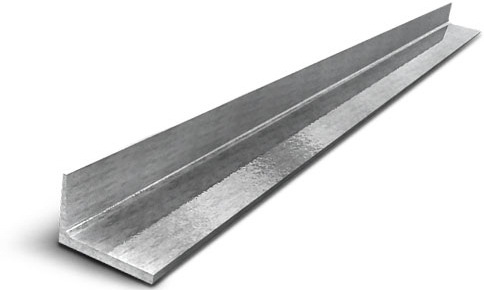 рис.6
рис.6
Материал
Мне понадобятся материалы: стальной лист толщиной 2мм, шириной 1000мм, длиной 2000мм; профильная труба 40х25х1,5мм 3 штуки, длиной 6000мм каждая; металлический уголок 50х50х3мм 2 штуки, длиной 4000 мм каждая.
Марка электродов
Для сварки конструкции мне нужны электроды Э46 АНО-4
Эти электроды предназначены для сварки углеродистых и низколегированных сталей с временным сопротивлением разрыву до 450 МПа (46 кгс/мм 2). Сварка во всех пространственных положениях шва, кроме вертикального сверху вниз, постоянным током любой полярности и переменным током.
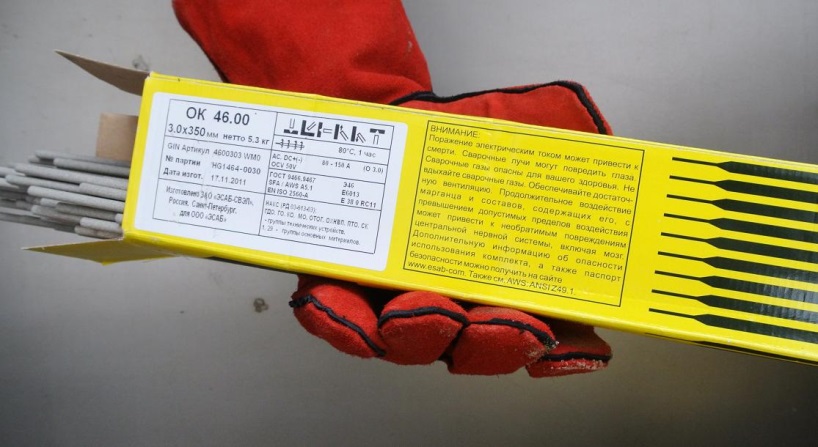
Рис.7
 Особые свойства: высокие сварочно-технологические свойства, легкаяотделяемость шлаковой корки. При повышенной силе тока не склоны к образованию пор.
Особые свойства: высокие сварочно-технологические свойства, легкаяотделяемость шлаковой корки. При повышенной силе тока не склоны к образованию пор.
 Организация рабочего места
Организация рабочего места
Я подготовил рабочее место сварщика для изготовления стальной двери:
- убрать все лишние предметы с рабочего места, не загромождая при этом проходов к электрооборудованию, к средствам пожаротушения, приступать к работе только на чистом, не скользком полу;
- убедиться в исправности сварочного оборудования и соответствии рабочего места требованиям ТБ, исправности заземления сварочной установки, свариваемого изделия;
- расположить сварочные провода таким образом, чтобы они не подвергались механическим повреждениям и действию высокой температуры, не соприкасались с влагой;
- убедиться в том, что вблизи рабочего места не расположены пожаро- и взрывоопасные вещества и горючие материалы в радиусе 5 м.
Детали и заготовки уложить или установить в устойчивом положении на подкладках и стеллажах таким образом, чтобы высота штабелей не превышала полторы ширины и полтора диаметра основания штабеля, но не более 1 метра.
Проверить:
- работу подъемных механизмов.
- освещенность рабочего места.
- ознакомиться с предстоящей работой и подготовить необходимый для ее выполнения инструмент и технологическую оснастку.
- использовать исправный переносной светильник. Учитывать, что:
- переносной ручной светильник должен иметь рефлектор, защитную сетку, крючок для подвешивания и шланговый провод с вилкой, сетку закрепленную на рукоятке винтами или хомутами, патрон встроенный в корпус светильника таким образом, чтобы токоведущие части патрона и цоколя лампы были недоступны для прикосновения к ним руками.
- для питания светильника в особо опасных помещениях и в помещениях с повышенной опасностью применять напряжение не выше 12 В и 42 В соответственно.
- вилки светильников напряжением 12 В и 42 В не должны подходить к розеткам 127 и 220В, штепсельная розетка напряжением 12 В и 42 В должна визуально отличаться от розеток напряжением 127 В и 220 В.
- проверить исправность местной и общеобменной вентиляции.
Места проведения сварочных работ разделяют на постоянные и временные. Из-за больших размеров моего изделия мне нужно временное рабочее место.
Временные рабочие места предназначены для работ, которые выполняются в специально оборудованных цехах, мастерских и т.д. Устанавливают сварочный аппарат взащищенном от атмосферных воздействий, стол сварщика, манипулятор, вытяжку.
Стол сварщика (рис.8)
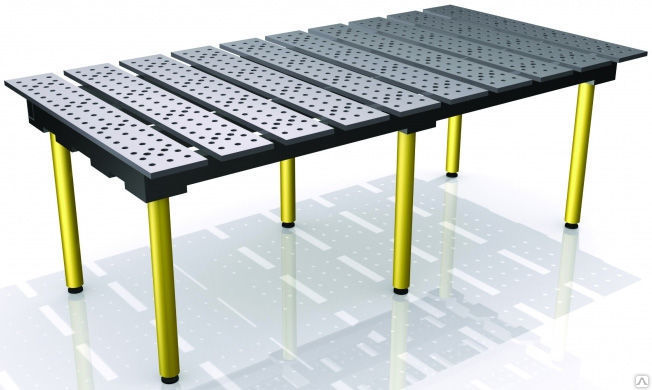 рис.8
рис.8
Сварочный трансформатор (рис.9)
 рис.9
рис.9
Местная вытяжкалучше, чем общая вентиляция. Она захватывает испарения и газы прямо у их источника.
• РАСПОЛОЖИТЕ входные отверстия вытяжки как можно ближе к месту сварки.
•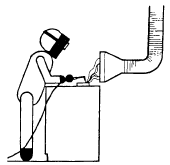 ВЫВЕДИТЕ вытягиваемый воздух в такое место, где он не сможет загрязнить свежий воздух, втягиваемый в рабочую комнату.
ВЫВЕДИТЕ вытягиваемый воздух в такое место, где он не сможет загрязнить свежий воздух, втягиваемый в рабочую комнату.
Вытяжка осуществляется через гибкую вентиляционную трубу.
Обеспечьте скорость воздуха из расчета 0,5 м/сек над всем местом сварки. Разместите колпак так близко к свариваемому материалу, как это практически возможно.
Лучше всего, если пол бетонный, а стены помещения не должны отражать сварочные блики, что может представлять опасность. Для глаз ширма.(рис.10)
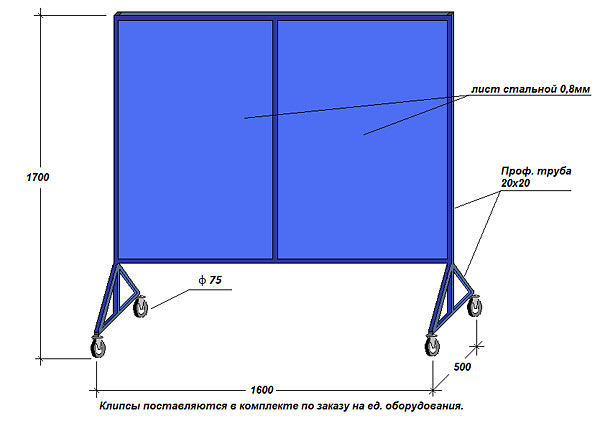 рис.10
рис.10
При обслуживании рабочего места я обращаю внимание на определенный круг вопросов:
- своевременность получения сменных заданий, нарядов, чертежей;
- поддержание оборудования в работоспособном состоянии;
- своевременность и способы доставки на рабочее место материалов, заготовок, электродов и т. п.;
- контроль качества изготовляемой на рабочем месте продукции;
- поддержание на рабочем месте надлежащего порядка.
Электросварщик обязан выполнять Работы на специально отведенном сварочном участке.
В цехах, где имеется небольшое количество сварочных постов по сварке малых и средних изделий, Электросварщик обязан учитывать, что в процессе работы на него могут действовать вредные и опасные производственные факторы.
Электросварщики обеспечиваются специальной защитной одеждой, специальной обувью и средствами индивидуальной защиты в зависимости от характера работ, согласно действующих отраслевых норм. Электросварщики обязаны использовать средства индивидуальной защиты, а именно:
- электросварщики ручной дуговой сварки – костюм брезентовый, перчатки диэлектрические (дежурные), щиток защитный (маску), ботинки кожаные, рукавицы брезентовые;
При временном или аварийном отключении от общей вентиляции или местных отсосов при сварке, наплавке в помещениях и на открытых площадках, где концентрация газов не превышает предельно допустимые нормативные нормы, а запыленность воздуха высокая, для защиты органов дыхания применять противопылевые респираторы ШБ-1 "Лепесток" или "Астра-2".

Сварочный пост оснащен сварочным трансформатором.
 рис.11
рис.11
 Выбор материала конструкции и сварочных материалов.
Выбор материала конструкции и сварочных материалов.

 Химический состав в % стали Ст3кп2
Химический состав в % стали Ст3кп2
 Si Mn Ni S P Cr N Cu As Fe
Si Mn Ni S P Cr N Cu As Fe
0.14 - 0.22 до 0.05 0.3 - 0.6 до 0.3 до 0.05 до 0.04 до 0.3 до 0.008 до 0.3 до 0.08
Механические свойства стали Ст3кп2
Толщина 20мм; изгиб до параллельности сторон (а - толщина образца, d - диаметр оправки) d=a; предел текучести σт 235 (24)МПа (кгс/мм²); временное сопротивлениеσв 360-460 (37-47)МПа (кгс/мм²); относительное удлинение δ5 не менее 27%.
Химический состав в % стали 08пс


 C Si Mn Ni S P Cr Cu As Fe
C Si Mn Ni S P Cr Cu As Fe
0,05-0,11 0,05-0,17 0,35-0,65 до 0,25 до 0,04 до 0,035 до 0,1 до 0,25 0,08
98
ВведениеОсновная часть
Техника безопасности при изготовлении конструкции
ЗАКЛЮЧЕНИЕ
Список литературы
Приложение
Механические свойства стали 08пс
Лента холоднокатаная, нормализованная; сечение 6-25мм; предел текучести σ0,2 не менее 175 Мпа; временное сопротивление σв не менее 295Мпа; относительное удлинение δ5(δ4)не менее 35%;ψ 60%.

 Химический состав в % электродов Э46 АНО-4
Химический состав в % электродов Э46 АНО-4 Углерод кремний марганец сера фосфор
Углерод кремний марганец сера фосфорне более 0,10 не более 0,3 0,5-0,8 не более 0,04 не более 0,045
Механические свойства(не менее) электродов Э46 АНО-4
Металл шва: предел прочности 450 (46) Мп (кгс/мм2); относительное удлинение 18%; ударная вязкость 78(8) Дж/см2 (кгс/см2);
Сварное соединение: предел прочности 450(46) Мп (кгс/мм2); угол загиба150о.
 Выбор оборудования и инструментов
Выбор оборудования и инструментовЯ использую оборудование:
Сварочный трансформатор служит для понижения напряжения сети с 220 или 380 В до безопасного, но достаточно для лёгкого зажигания и устойчивого горения электрической дуги (не более 80 В), а так же для регулировки силы сварочного тока.
Трансформаторы выпускаются в соответствии с соответствующими стандартами на номинальные силы тока 160; 250; 315; 400 и 500 А.
Конструктивно трансформаторы серии ТДМ относятся к группе трансформаторов стержневого типа. Для них характерны малый расход активных материалов, простота конструкции, высокие сварочные и энергетические показатели, широкие пределы регулирования тока.
Одним из распространенных трансформаторов является ТДМ‑317. В нижней части сердечника трансформатора размещается первичная обмотка, состоящая из двух катушек, расположенных на двух стержнях. Катушки обмотки закреплены неподвижно. Вторичная обмотка расположена на значительном расстоянии от первичной, катушки обмоток соединены параллельно. Вторичная обмотка перемещается по сердечнику с помощью винта и рукоятки. Сварочный ток регулируется изменением расстояния между первичной и вторичной обмотками (рис 2).
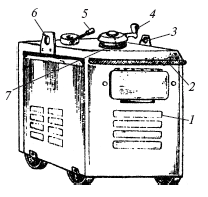
Рис. 12.Внешний вид передвижного сварочного трансформатора типа ТДМ‑317: 1– металлический кожух; 2– ручка для перемещения; 3– крышка; 4– рукоятка для плавного изменения сварочного тока; 5– переключатель диапазонов сварочного тока; 6–рым‑болты для подъема и разгрузки; 7– токоуказатель
Трансформаторы ТДМ‑317, снабжены устройством снижения напряжения холостого хода, которое предназначено для повышения электробезопасности при сварочных работах во время обрыва дуги (холостой ход).
Конструкции трансформаторов серии ТДМ весьма разнообразны. В зависимости от способа регулирования тока эти трансформаторы можно подразделить на две группы – с механическим и электрическим регулированием. В первую группу входят устройства, связанные с применением подвижных обмоток и секций магнитопроводов. Во вторую – устройства, связанные с подмагничиванием магнитопроводов постоянным током и тиристорным регулированием.

Технические данные трансформатора ТДМ-317
Номинальный сварочный ток, 315А;
номинальное рабочее напряжение 33В;
пределы регулирования тока 60-370А;
КПД 86%;
коэффициент мощности 0,56;
напряжение холостого хода 80В;
продолжительность нагрузки ПН 60%;
первичная мощность 20кВА;
климатическое исполнение У2, Т5;
габариты: длина 555мм, ширина 585мм, высота 818мм;
масса 126кг.
 Мне понадобятся инструменты:
Мне понадобятся инструменты: рис.13
рис.13Шлемы (маски) применяют для защиты лица сварщика от вредного действия лучей сварочной дуги и брызг расплавленного металла. Их изготовляют по ГОСТ 1361 из фибры черного матового цвета или специально обработанной фанеры. Щитки и шлемы должны иметь массу не более 0,6 кг. В щиток или шлем вставляют специальный светофильтр, удерживаемый рамкой размером 120 x 60 мм.
Нельзя пользоваться случайными цветными стеклами, так как они не могут надежно защищать глаза от невидимых лучей сварочной дуги, вызывающих хроническое заболевание глаз.
 рис.14
рис.14Защитные светофильтры имеют различную плотность. Наиболее темное стекло имеет марку ЭС-500 и применяется при сварке током до 500 А, среднее ЭС-300 — для сварки током до 300 А, более светлое стекло ЭС-100 — для сварки током 100 А и менее. Снаружи светофильтр защищают от брызг расплавленного металла обычным прозрачным стеклом, которое нужно 2—3 раза в месяц заменять новым.
Электрододержатели применяют для закрепления электрода и подвода к нему тока при ручной электродуговой сварке.
 рис.15
рис.15Основные параметры электрододержателей должны соответствовать указанным в табл. 1.
Табл.1
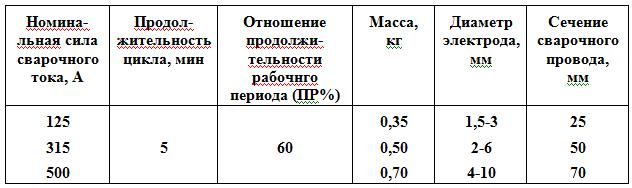 Электрододержатели должны допускать возможность захвата электрода не менее чем в двух положениях: перпендикулярно и под углом не менее 115° коси электрододержателя. Конструкция электрододержателя должна обеспечить время на смену электрода не более 4 с. Токове-дущие части электрододержателей должны быть надежно изолированы от случайного соприкосновения со свариваемым изделием или руками сварщика. Сопротивление изоляции должно быть не менее 5 Мом.
Электрододержатели должны допускать возможность захвата электрода не менее чем в двух положениях: перпендикулярно и под углом не менее 115° коси электрододержателя. Конструкция электрододержателя должна обеспечить время на смену электрода не более 4 с. Токове-дущие части электрододержателей должны быть надежно изолированы от случайного соприкосновения со свариваемым изделием или руками сварщика. Сопротивление изоляции должно быть не менее 5 Мом. Изоляция рукоятки должна выдерживать без пробоя в течение 1 мин испытательное напряжение 1500 В при частоте 50 Гц.
Превышение температуры наружной поверхности рукоятки при номинальном режиме работы не должно быть более 55° С. Поперечное сече¬ние рукоятки на длине, охватываемой ладонью сварщика, должно вписываться в круг диаметром не более 40 мм.
Электрододержатели должны обладать достаточной механической прочностью.
 рис.16
рис.16Дополнительный инструмент сварщика.
Для присоединения провода к изделию применяют винтовые зажимы типа струбцин, в которые конец провода впаивают твердым припоем. Зажимы должны обеспечивать плотный контакт со свариваемым изделием.
 Для зачистки швов и удаления шлака применяют проволочные щетки — ручные и с электроприводом.
Для зачистки швов и удаления шлака применяют проволочные щетки — ручные и с электроприводом. Для клеймения швов, вырубки дефектных мест, удаления брызг и шлака служат клейма, зубила* молотки.
Для хранения электродов при сварке на монтаже применяют брезентовые сумки длиной 300 мм, подвешиваемые к поясу сварщика. В цеховых условиях для этой цели используют стаканы, изготовленные из отрезка трубы диаметром 50—75 мм, длиной 300 мм, с приваренным донышком-подставкой.
 Электросварщик должен быть снабжен комплектом вспомогательныхинструментов, в который входят:
Электросварщик должен быть снабжен комплектом вспомогательныхинструментов, в который входят: - пневмошлифмашинка;
 рис.17
рис.17- молоток с заостренным концом для отбивания шлака;
 рис.18
рис.18- стальные щетки ( широкая и узкая) для очистки свариваемых кромок и поверхностей швов (ТУ 406-297);
 рис.19
рис.19- слесарный молоток по ГОСТ 2310-77 и зубило длинной не менее 150 мм по ГОСТ 7211 для вырубки мелких дефектов;

 рис.20
рис.20- набор шаблонов для промера размеров швов;
- персональное клеймо для клеймения швов.
Электросварщик при выполнении автоматической и полуавтоматической сварки под флюсом должен быть снабжен комплектом вспомогательных инструментов, в который входят :
- набор гаечных ключей по ГОСТ 2838;
- отвертка (ГОСТ 10754) ;
- напильник (ГОСТ 1465);
- плоскогубцы комбинированные по ГОСТ 5547-75; - молоток № 8 по ГОСТ 2310;
- зубило длиной не менее 150 мм или пневмозубило;
- тара для флюса;
- совок;
- пневмошлифмашинка с зачистными кругами по ГОСТ 21963;
- персональное клеймо для клеймения швов.
Сварочные провода служат для подвода тока от сварочной машины или трансформатора к электроде держателю и свариваемому изделию. Э1ектрододержатели снабжают гибким изолированным проводом ПРГ (провод резиновый гибкий) или ПРГН (провод резиновый гибкий нейритовый), сплетенным из большого количества медных, отожженных и пролуженных проволочек диаметром 0,18—0,2 мм.
