Файл: Ксіптік даярлау, айта даярлау жне біліктілікті арттыру блімінде ауіпсіздік занамасын оыту.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 07.11.2023
Просмотров: 64
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
№1, 2 ЖБФ-да жерасты және ашық карьерлердің мыс сульфидті кендері, ашық (карьерлік) кеннің аралас және тотыққан мыс кендері, Жезқазған мыс зауытының шлактары өңделеді.
№1, 2 Жезқазған байыту фабрикалары (ЖБФ № 1 және №2) екі байыту фабрикасын біріктіреді және олардың байыту циклдерінен алынған концентраттары Жезқазған мыс балқыту зауытында өңделеді. Жер қойнауынан ашық және жабық тәсілдермен өндірілген мыс кені
Жезқазған байыту фабрикасына жеткізіледі. Фабриканың технологиялық схемасы бірнеше кезеңнен тұрады: вагондарды төгу; мыс кенін ұсақтау, елеу және ұнтақтау; флотация; концентратты қоюлау, сүзу және кептіру.
-
Кеннің сипаттамасы. Дайындау процессі
Жезқазғандағы байыту фабрикасы № 1,2 (ЖБФ № 1,2) аяқталған байыту циклінен тұратын екі байыту фабрикасын біріктіреді және екеуінен алынған мысконцентраты бірлескен сусыздандыру процесінен өтеді.
№1 БФ жерасты сульфидті мыс кендерін өңдейді.
№ 2 БФ жерасты және ашық карьерлердің мыс сульфидті кендерін, аралас және тотыққан кендерді, металлургия өндірісінің шлактарын өңдейді.
Жезқазған кен орнындағы мыс кендері құмдақ тастар түріне жатады. Кеннің қаттылығы профессор Протодяконов шкаласы бойынша 14-16 бірлікті құрайды, кеннің меншікті салмағы 2,7 т / м3, ал үйінді тығыздығы 1,55 т / м3 құрайды.
Ашық өндірілетін кен сорттарға бөлінеді:
- сульфидті – құрамындағы тотық мөлшері 12,5% дейін;
- аралас - құрамындағы тотық мөлшері 12,5-20,0% ;
- тотыққан - құрамындағы тотық мөлшері 20,0% -дан асатын.
Жерасты сульфидті мыс кені
Негізгі кен минералдары: борнит - (35-40)%, халькозин - (30-35)%,халькопирит - (10-15)%. Металл емес материалдар: кварц, дала шпаттары, карбонаттар, хлорит,серицит, сазды заттар. 0,20 мм, 0,15 мм, 0,10 мм кластарында кен минералдары негізінен жымдасқан түрде (в сростках) кездеседі. Бұл кластардағы мыс мөлшері 0,65% -дан 0,70% -ға дейін. 0,071 мм плюс класында кен минералдарының жартысы жымдасқан, қосынды түрінде, ал жартысы еркін күйде болады.Жымдасқан сульфидті түйіршіктердің мөлшері шамамен 0,01 мм құрайды. Жымдасудан басқа, кен минералдары тау жыныстарында қосылып және сіңдіріліп кездеседі.
Сульфидті мыс кені
Кен және металл емес минералдар жер асты өндірісінің сульфидті кендерімен бірдей, бірақ халькозин (50% -дан 60% -ға дейін), борит (20% -дан 24% -ға дейін), халькопирит (5% -дан 9% -ға дейін) басым. Сонымен қатар, куприт және ковеллин бар. Мыстың тотыққан минералдары: малахит және азурит кездеседі.
Аралас мыс кені
Аралас мыс кені сульфидті кендермен бірге алынады. Минералдануы орташа түйіршікті құмдақтармен берілген (көбінесе каолинделген) және халькозиннің майда ірілікте болуы, борниттің сирек таралуы, сонымен қатар мыс тотыққан минералдардың жағындыларымен ерекшеленеді. Сонымен қатар, тотыққан мыс минералдары құмтас цементінің сіңдірілуін құрайды.
Ірі кластарда тау жыныстарындағы минералдардың жымдасуы мен қосылыстары басым болады.Малахит,хризоколла және ковеллиндер белгіленген. Минус 0,071 мм класта сульфидтердің жартысынан көбі еркін күйде болады.Металл емес минералдардың көп бөлігінде сульфид қосындылары болады.
Тотыққан мыс кені
Тотыққан кендердің минералогиялық құрамы негізінен малахит, азурит және мыс сульфаттарынан, ал жеке кен орындарында хризоколаның едәуір мөлшерінен тұрады.
Мыс қорыту зауытының металлургиялық өндірісінің шлактары
Қалдық шлактарға құрамында мыс үлесі 0,3% кем емес шлактар, шлак қыртыстарына құрамында кемінде 0,8% мыс бар шлактар жатады.
Шлактар мен қыртыстарды байытымдылығына зерттеу МҚЗ қалдықтарын кенмен қосып флотациялық байыту мүмкіндіктерін көрсетеді. Мыстың шлактар мен қыртыстар қоспасынан концентратқа максималды шығарылуы шлактар мен қыртыстардың 10% аспайтын үлесінде қамтамасыз етіледі.
Дайындау процессі
Дайындау процестері - ұсату, елеу, ұнтақтау, жіктеу. Дайындау процестерінің міндеті минералды шикізатты одан әрі байыту үшін қажетті ірілік мөлшеріне жеткізу.
Ұсақтау - кенді байыту алдында онын ірі кесектерін белгілі мөлшерге дейін ұсату үшін жүргізіледі. Егер кен ұсақ сеппелі болса,тиісінше ұнтақтау алдында ұсату 8 - 10 мм-ге дейін жеткізіледі. Ірілігіне қарай ірілеп ұсату, орташа ұсату және ұсақ ұсату сатыларына бөлінеді. Ұсату арнаулы аппараттарда - ұсатқыштарда соғу, жару және жаншу жолдарымен жүргізіледі.
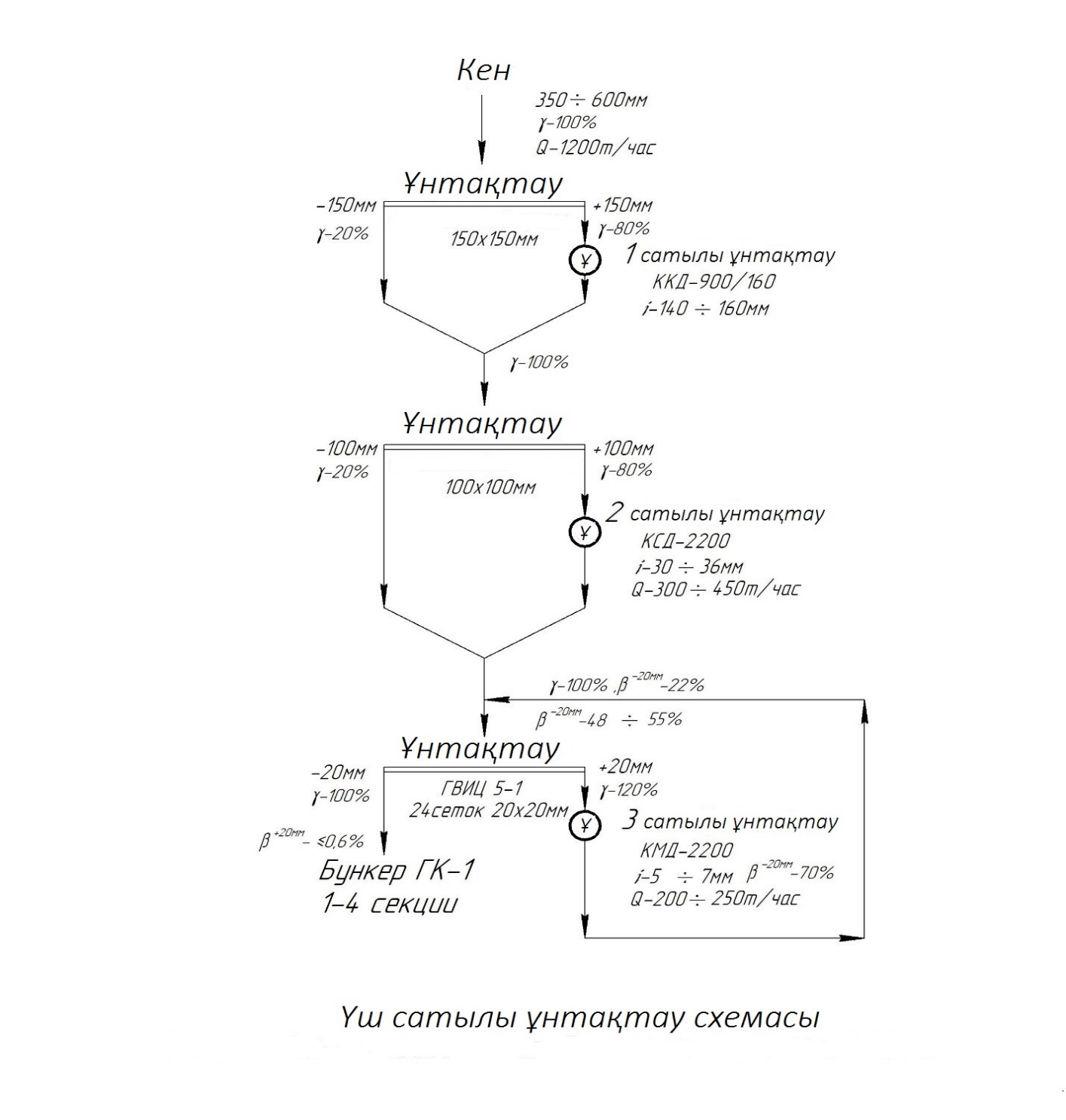
Ұсақтау үш сатыда жүреді:
-
ірі ұсақтау 600-ден 150 мм-ге дейін; -
орташа ұсақтау 150-ден 100 мм-ге дейін; -
майда ұсақтау 100-ден 20 мм-ге дейін.
-
Конусты ұсақтағыштар, мұнда кеннің ұсақталуы қозғалатын және қозғалмайтын конустардың арасында жаншу және үйкеу арқылы жүреді. -
Жақты ұсақтағыштар, мұнда кесектердің бұзылуы периодты жақындайтын екі жақтын арасында жаншылу және жарылу жолымен жүргізіледі. -
Білікті ұсақтағыштар, мұнда кеннің ұсақталуы бір-біріне қарсы айналатын екі біліктің арасында жаншылу арқылы жүреді. -
Соққылы әсерлі ұсатқыштар.
Ұнтақтау - Майда ұсатылған кен әрі қарай ұнтақтау процесіне түседі. Ұнтақтау процесінде кен қажетті ірілікке дейін ұнтақталады. Ұнтақтау процесі екі не үш сатылы схемада жүргізіледі. Кенді қажетсіз өте майдаламас үшін ұнтақтау процесі кезінде одан ұнтақтығы жеткен бөлігін үздіксіз бөліп алу қажет. Соның нәтижесінде кеннің ұнтақтылығы жеткен бөлігі бөлініп, ал жетіспеген бөлігі ұнтақтау процесіне қайта қайтарылады. Классификациялау процесінде екі өнім алынады: ұнтақтығы жеткен бөлік түрінде шыққан өнім ағызынды деп, ал ұнтақтығы жетіспеген бөлік құм деп аталады. Құм қайтадан диірменге қайтарылса ұнтақтау тұйық циклде, ал сол диірменге қайтарылмаса ашық циклде жүргізіледі. Ұнтақтау процесі диірмендерде жүргізіледі. Байыту фабрикаларында ең көп тараған диірмен түрі барабанды диірмендер. Барабанды диірмендер оларда қолданылатын ұнтақтаушы денелердің түріне қарай: шарлы, білікті, галькалы және кеннің өзін-өзі ұнтақтайтын диірмендер болып бөлінеді.
Елеу - әртүрлі кесекті не түйіршікті материалды елеу беттері арқылы өткізіп, екі не бірнеше ірілікті кластарға бөлу процесі.Байыту фабрикаларында елеу процесі арнайы қондырғыларда – елеуіштерде (грохот) жүргізіледі. Кен байыту фабрикаларында кеңінен тараған түрі дірілдеуік (вибрационные) електер.Олардың өнімділігі және тиімділігі басқаларымен салыстырғанда жоғары болып келеді.
Классификация - минерал түйіршіктерінің суда (не ауада) шөгу жылдамдықтарына қарай әр түрлі ірілік кластарға бөлінуі. Яғни ұнтақтау процесінен кейін пульпаны екі өнімге: ағызынды және құмға бөлу үшін Шөгу кезінде түйіршіктерге негізінде үш күш әсер етеді: ауырлық күші, архимед күші және ортаның кедергі күші.
Байыту фабрикаларында классификация процесі кеңінен тараған. Ол негізінде мынадай мақсаттармен қолданылады:
-
Ұнтақтау схемаларында көмекші процесс ретінде диірменнен шыққан заттан ұнтақтығы жеткен бөлігін құмды бөлектен бөліп алуға; -
бірдей шөгу принципіне байланысты классификациялау дайындау процесі ретінде кенді жинағыш столдарда байыту алдында жүргізіледі; -
Пульпадан судың негізгі бөлігін, не керісінше, қатты заттың негізгі бөлігін бөліп алу үшін, демек сусыздандыру процесі ретінде жүргізіледі.
-
Байыту фабрикасында кенді ұсақтау, ұнтақтау әдісі
Ұсақтау - кенді байыту алдында онын ірі кесектерін белгілі мөлшерге дейін ұсату үшін жүргізіледі. Егер кен ұсақ сеппелі болса,тиісінше ұнтақтау алдында ұсату 8 - 10 мм-ге дейін жеткізіледі. Ірілігіне қарай ірілеп ұсату, орташа ұсату және ұсақ ұсату сатыларына бөлінеді. Ұсату арнаулы аппараттарда - ұсатқыштарда соғу, жару және жаншу жолдарымен жүргізіледі.
Ұсақтау үш сатыда жүреді:
-
ірі ұсақтау 600-ден 150 мм-ге дейін; -
орташа ұсақтау 150-ден 100 мм-ге дейін; -
 майда ұсақтау 100-ден 20 мм-ге дейін.
майда ұсақтау 100-ден 20 мм-ге дейін.
-
Конусты ұсақтағыштар, мұнда кеннің ұсақталуы қозғалатын және қозғалмайтын конустардың арасында жаншу және үйкеу арқылы жүреді. -
Жақты ұсақтағыштар, мұнда кесектердің бұзылуы периодты жақындайтын екі жақтын арасында жаншылу және жарылу жолымен жүргізіледі. -
Білікті ұсақтағыштар, мұнда кеннің ұсақталуы бір- біріне қарсы айналатын екі біліктің арасында жаншылу арқылы жүреді. -
Соққылы әсерлі ұсатқыштар.
Майда ұсатылған кен әрі қарай ұнтақтау процесіне түседі. Ұнтақтау процесінде кен қажетті ірілікке дейін ұнтақталады. Ұнтақтау процесі екі не үш сатылы схемада жүргізіледі. Кенді қажетсіз өте майдаламас үшін ұнтақтау процесі кезінде одан ұнтақтығы жеткен бөлігін үздіксіз бөліп алу қажет. Осыған байланысты ұнтақтау аппаратынан шыққан зат көбінде классификациялау процесіне түседі. Соның нәтижесінде кеннің ұнтақтылығы жеткен бөлігі бөлініп, ал жетіспеген бөлігі ұнтақтау процесіне қайта қайтарылады.
Ұнтақтау процесі, соған сәйкес классификациялауда негізінде су ішінде жүргізіледі. Классификациялау процесінде екі өнім алынады: ұнтақтығы жеткен бөлік түрінде шыққан өнім ағызынды деп, ал ұнтақтығы жетіспеген бөлік құм деп аталады. Құм қайтадан диірменге қайтарылса ұнтақтау тұйық циклде, ал сол диірменге қайтарылмаса ашық циклде жүргізіледі. Ұнтақтау процесі диірмендерде жүргізіледі. Байыту фабрикаларында ең көп тараған диірмен түрі барабанды диірмендер.
Барабанды диірмендер оларда қолданылатын ұнтақтаушы денелердің түріне қарай: шарлы, білікті, галькалы және кеннің өзін-өзі ұнтақтайтын диірмендер болып бөлінеді.
-
Елеу процессі
Елеу - әртүрлі кесекті не түйіршікті материалды елеу беттері арқылы өткізіп, екі не бірнеше ірілікті кластарға бөлу процесі. Байыту фабрикаларында елеу процесі арнайы қондырғыларда – елеуіштерде (грохот) жүргізіледі. Кен байыту фабрикаларында кеңінен тараған түрі дірілдеуік (вибрационные) електер.Олардың өнімділігі және тиімділігі басқаларымен салыстырғанда жоғары болып келеді.
Байыту фабрикаларында елеу процесі арнаулы аппараттарда - елеуіштерде (механикаландырылған елеуіштер) жүргізіледі. Егер елеуіште бір тор орнатылса бастапқы зат екі, ал екі тор орнатылса үш ірілік кластарға болінеді.
Елеу қажеттілігіне қарай әртүрлі мақсаттармен қолданылады:
-
ұсату процестерінде ұсатқыштар алдында оларға түсетін кеп ішіндегі сол сатыда ұсатуды керек етпейтін даяр ірілік класын бөліп алуға, яғни көмекші процесс ретінде қолданылады; -
кейбір байыту процестері алдында (отсадка) әртүрлі ірілік кластарды жеке байыту қажеттігі болғанда дайындау процесі ретінде жүргізіледі; -
кейбір қазындылардың, мысалы, көмір, темір кендері тек ірілік кластарға бөлгенде әр түрлі сортты өнімдер алынады. Осындай мақсатпен қолданылғанда елеу байыту процесінің рөлін атқарады; -
кейбір процестерде (мысалы, ауыр ортада байытуда) қатты заттан суды бөлу үшін де елеу қолданылады, яғни елеу сусыздандыру процесіне айналады.
Елеуіш беттің қыймылына қарай қозғалмайтын (колосникті, доғалы) және қозғалмалы (дірілдеуік, валкалы, барабанды) болып бөлінеді.
Барлық елеуіштер негізінен үш бөліктен тұрады: елегіш бет, корпус және қимылға келтіру механизм.
Елеу тиімділігі деп тордан өткен ірілік кластың массасының сол кластың елеуге түскен бастапқы зат ішіндегі массасына қатынасын атайды. Ол процентнен не бірлік үлеспен сипатталады.
Елеу тиімділігігне бірсыныра факторлар әсер етеді. Олардың бастылары мыналар:
-
Еленетін заттың ылғалдылығы. Неғүрлым ылғалдылық жоғары болса түйіршіктердің өз ара жабысуының, тесіктерінің тез бітелуінің нәтижесінде елеу тиімділігі темендейді; -
Бөлуге қажет кластың ірілігі жоғарылаған сайын елеу тиімділігі артады; -
Кен ішінде диаметрі елегіш бет тесіктерінің диаметріне жақын түйіршіктер үлесі көбейген сайын елеу қиындай береді. Себебі ондай түйіршіктер тесіктерге қыстырылып, бірақ өтпей оларды бітеп қалады. Мұндай түйіршіктер «қиын түйіршіктер» деп аталып кеткен; -
Елегіш беттің келбеу бұрышы үлкейген сайын жэне оның ұзындығы қысқарған сайьш, сол сияқты елегішке түсірілетіп заттың массасы тиісті мөлшерден асса, оның елегіш бет арқылы өту жылдамдығы өсіп, түйіршіктердің тесіктерден ету мүмкіншілігі азаяды; -
Түйіршіктердің домалақтығы артқан сайын тесіктен өтулері жылдамдайды.
Әртүрлі белгілеріне қарай елеуіштер бірнеше түрге бөлінеді. Елегіш торларының пішініне қарай жазық бетті (колосникті, жазықтықта тербелуші, дірілдеуік, валкалы елеуіштер), конусты бетті, дөңгелек бетті (барабанды елеуіштер) және ойық бетті (доғалы) болын бөлінеді. Елеуіш беттің қыймылына қарай қозғалмайтын(колосникті, доғалы) және қозғалмалы (дірілдеуік, валкалы, барабанды) болып бөлінеді. Барлық елеуіштер негізінен үш бөліктен түрады: елегіш бет, корпус және қимылға келтіру механнзм. Кен байыту фабрикаларында ең кеп тарағаны дірілдеуік елеуіштер. Олардың өнімділігі де және тиімділігі де басқалармен салыстырғанда жоғары келеді. Елегіш бет негізінен үш түрде жасалады:
1) қатар-қатар, өзара белгілі қашықтықта орналасқан біліктерден не рельс кесінділерінен түрады;
2) әртүрлі пішінді тесіктері бар (дөңгелек, төртбұрышты, жарықты) цилиндрлі не жазық болат беттен жасалады;
3) сымнан тоқылады.
Білікті не колосникті торлар әдетте ірі ұсату сатысында, жазық болат бетті торлар орташа және ұсақ ұсату сатыларда, ал тоқылған торлар кейде ұнтақтаудың бірінші сатысында қолданылады. Елегіш беттің тесіктерінің қосынды ауданының бүтін бет ауданына қатынасы қима коэффициенті деп аталады. Ол неғұрлым үлкен болса, елеу тиімділігі өседі.