Файл: Благодаря своей относительной простоте применения, быстроте соединения различных материалов сварка находит широкое применение.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 07.11.2023
Просмотров: 32
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
На нестационарных рабочих местах изделие при сварке неподвижно, а сварщик перемещается от шва ко шву по трубам.
В зависимости от типа рабочего места сварщика зависит и его организация, а также оснащенность его оборудованием и инструментом.
Рабочие места сварщиков комплектуются:
а) стационарные рабочие места: сварочным оборудованием, устройствами для сварки и инструментом; приспособлениями для подачи и уборки деталей; приспособлениями для крепления или размещения деталей при сварке; устройствами для вентиляции, как правило, стационарными; кабиной сварщика;
б) нестационарные рабочие места; сварочным оборудованием, устройствами для сварки, инструментом; приспособлениями для крепления или размещения узлов или изделий при сварке; переносными
устройствами для вентиляции зоны сварки; устройствами (переносными) для защиты зоны сварки от излучения дуги.
От правильной организации рабочего места сварщика, оснащенности его необходимым оборудованием, инструментом и приспособлениями, правильного размещения этого оборудования на рабочем месте зависит и эффективность его труда и производительность.
Основными элементами организации труда сварщиков на рабочих местах, от которых зависит наивысшая производительность труда и высокое качество, будут следующие:
а) своевременность получения задания;
б) наличие соответствующего оборудования, поддержание его в работоспособном состоянии и правильное его размещение;
в) своевременность доставки на рабочие места материалов, заготовок, деталей и др.;
г) высокая надежность оборудования и высокое качество материалов;
д) действенный контроль качества сварных соединений;
е) поддержание на рабочем месте надлежащего порядка.
Из изложенного следует, что организация рабочего места сварщика в каждом конкретном случае должна быть тщательно продумана и научно обоснована, так как от этого зависит эффективность его труда.
3.2 Источник питания сварочной дуги
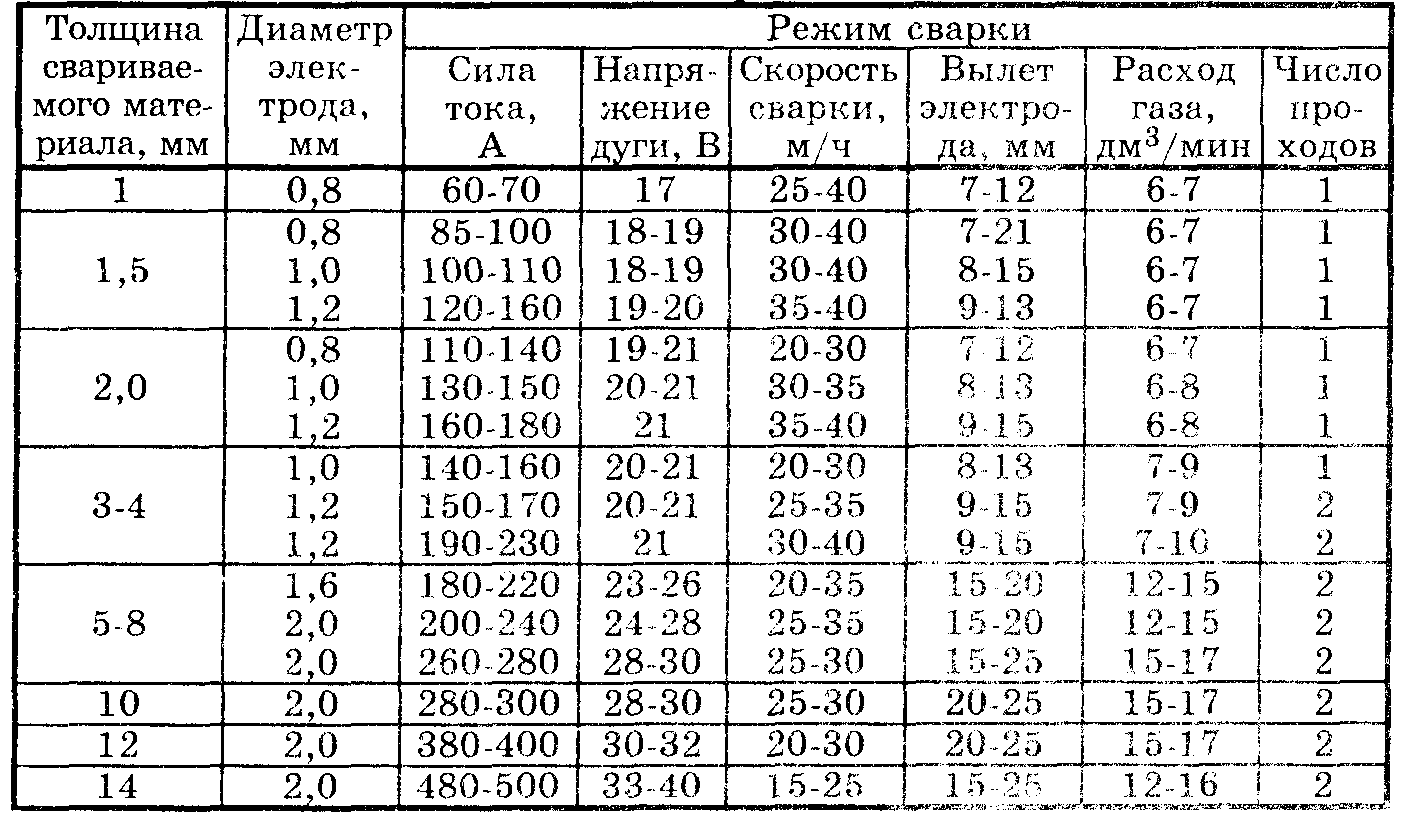
Третий параметр работы – это длина сварочной дуги. От нее будет зависеть и напряжение, которое, в свою очередь, будет определять качество получающегося шва. Обычно для расчета длины дуги используются специальные таблицы, которые можно найти как в специализированной литературе, так и на тематических сайтах. Там она определяется в зависимости от размера применяемого электрода.
Но во время расчета длины важно учитывать два основных момента. Во-первых, ее размер должен превышать размер электрода в пределах от 1 до 2 мм. Во-вторых, длина дуги должна быть приближенной к цифре, которая показывает расстояние между рабочей поверхностью и концом электрода.
Последним параметром является полярность тока. Она может быть прямой и обратной. Вид полярности в данном случае устанавливается исключительно из толщины свариваемого материала и его конкретного вида. Следовательно, полярность лучше всего посмотреть в специализированной таблице №2
3.2 Источник питания сварочной дуги
3.3 Инструменты и средства защиты сварщика
Для электросварки
Ручную дуговую сварку производят электротоком, который через электрододержатель и сварочный провод подводится к электроду от источника тока и по второму проводу - к свариваемому металлу (рис.3).
Для электросварки применяется трансформатор ТД-306 У2. (рис.4).
В таблице 4 приведены технические характеристики трансформатора.
Таблица 4 - Технические характеристики трансформатора
| Марка трансформатора | Номинальный сварочный ток А | Пределы регулировки тока А | ПР % | Номинальное рабочее напряжение В | Напряжение холостого хода, В | Номинальная мощность |
| ТД-306 У2 | 250 | 100-300 | 25 | 30 | 80 | 19,4 |
Электрододержатель - приспособление для закрепления электрода и подвода к нему тока (рис.6).
Среди всего многообразия применяемых электрододержателей, наиболее безопасными являются пружинные, изготавливаемые по требованиям и классификации ГОСТ 14651-78Е: I типа - для тока до 125 А; II типа - для тока 125 - 315 А; III типа - для тока 315-500 А.
По конструкции различаются винтовые, пластинчатые, вилочные и пружинные электрододержатели.
Щитки сварочные изготавливаются двух типов: ручные и головные из легких негорючих материалов по ГОСТ 12.4.035-78.
Масса щитка не должна превышать 0,50 кг.7
Кабели и сварочные провода необходимы для подвода тока от источника питания к электрододержателю и изделию.
Кабели изготавливают многожильными (гибкими) по установленным нормативам для электротехнических установок согласно ПУЭ из расчета плотности тока до 5 А/мм
2 при токах до 300 А.
Электрододержатели присоединяются к гибкому (многожильному) медному кабелю марки ПРГД или ПРГДО (ГОСТ 6731-77Е).
Применять провод длиной более 30 м не рекомендуется, так, как это вызывает значительное падение напряжения в сварочной цепи. 8
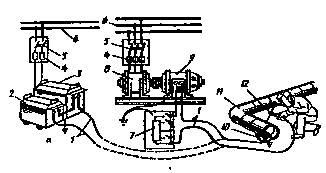
Рисунок 3 - Ручная дуговая сварка: а - переменным током; 1 - провода; 2 - дроссель; 3 - трансформатор; 4 - предохранители; 5 - рубильники; 6 - электрическая сеть; 10 - зажим; 11 - трубопровод; 12 - электрододержатель.
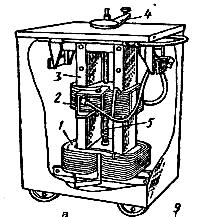
Рисунок 4 - Устройство трансформатора ТД-306 У2: 1,2 - катушки; 3 - сердечник; 4 - рукоятка; 5 - винт.
Рисунок 5 - Типы электрододержателей: а - вилочный; 6 - щипцовый; в - завода "Электрик"; г - с пружинящим кольцом.
При электродуговой сварке энергия, расходуемая на нагрев и плавление металла, выделяется дуговым разрядом, возникающим между свариваемым металлом и электродом. 5
Для газовой сварки
Для выполнения ручной газовой сварки используют баллоны, редукторы, шланги и горелку.
Давление горючих газов, находящихся в баллонах, снижают до давления, необходимого для работы горелки (0,1-0,4 МПа), ацетиленовыми и кислородными редукторами.
Из баллона можно отбирать газ до остаточного давления не ниже 0,05 МПа.
Полностью выпускать газ из баллона нельзя, так как при этом на заводе потребуется проверка баллона.
Сварочная горелка служит для смешения горючего газа с кислородом и получения сварочного пламени. Количество кислорода и ацетилена, подаваемое к горелке, регулируют соответственно вентилями.
В инжекторе кислород и ацетилен смешиваются, и через наконечник горючая смесь поступает в мундштук. Смесь сгорает на выходе из мундштука, создавая пламя, которое расплавляет металл.
Горелки комплектуются несколькими сменными наконечниками, позволяющими сваривать детали различной толщины.
Ручная газовая сварка выполняется с использованием кислорода и ацетилена (рис. 7).
Ацетилен может вырабатываться при помощи генератора или поставляется к месту сварки в баллонах белого цвета с черной надписью "ацетилен".
Для предотвращения взрыва ацетиленовый баллон заполняется пористой массой (пемза, активированный уголь и т.д.).
Рукава служат для подвода газа в горелку или резак. Рукава резиновые для газовой сварки и резки металлов изготавливаются по техническим условиям ГОСТ 9356-75 или по требованиям международного стандарта Per. № ИСО 3821-77. Требования ГОСТа 9356-75 распространяются на резиновые рукава с нитяным каркасом, применяемые для подачи под давлением ацетилена, городского газа, пропана, бутана, жидкого топлива и кислорода к инструментам для газовой сварки или резки металлов. При монтаже санитарно-технических систем наиболее широко применяют ручную газовую сварку (рис. 7). В процессе сварки пламя газов, сжигаемых на выходе из горелки (рис. 9), нагревает кромки соединяемых деталей. Температура пламени достигает 3150°С.
Рисунок 6 - Оборудование для газовой сварки: 1,4 - баллоны, 2, 3 - редукторы, 5 - шланги; 6 - труба; 7 - горелка
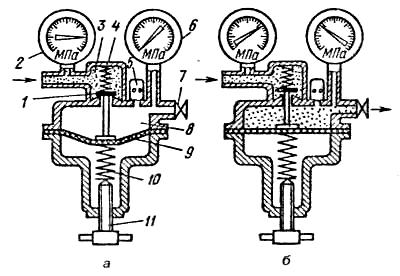
Рисунок 7 - Схема одноступенчатого редуктора: а - редуктор закрыт; б - редуктор открыт; 1 - клапан; 2,6 - манометры; 3, 8 - камеры; 4, 10 - пружины; 5 - предохранительный клапан; 7 - вентиль; 9 - мембрана; 11 - винт.
Рисунок 8 - Горелка: а - общий вид; б - разрез; в - сменные наконечники; 1 - мундштук; 2 - наконечник; 3 - инжектор; 4,7 - вентили; 5, 6 - ниппеля.

4.Правила безопасности
Организация и выполнение сварочно наплавочных работ должны осуществляться в соответствии с требованиями ГОСТ 12.3.003-86. Работы электро сварочные. Общие требования безопасности, правилами техники безопасности и производственной санитарии для сварочных предприятий. Правилами технической эксплуатации сварочного оборудования. Правилами техники безопасности при эксплуатации . Правилами пожарной безопасности на рабочем месте сварщика.
Ответственность за соблюдение правил и требований техники безопасности.
 Пожарной безопасности и производственной санитарии при производстве сварочно наплавочных работ возлагается на мастера цеха .Ответственность за соблюдение электро безопасности возлагается на электрика цеха имеющий разряд не ниже 4.Не допускается ремонт и чистка сварочного оборудования которое находится под напряжением. Электросварщикам производящим работу сидя или лежа на сварочных конструкциях должны выдаваться резиновые диэлектрические коврики в соответствии с ГОСТ-4007-75.
Пожарной безопасности и производственной санитарии при производстве сварочно наплавочных работ возлагается на мастера цеха .Ответственность за соблюдение электро безопасности возлагается на электрика цеха имеющий разряд не ниже 4.Не допускается ремонт и чистка сварочного оборудования которое находится под напряжением. Электросварщикам производящим работу сидя или лежа на сварочных конструкциях должны выдаваться резиновые диэлектрические коврики в соответствии с ГОСТ-4007-75. При работе электросварщики должны выдаваться спец одежда спец обувь и средство индивидуальной зашиты в соответствии с нормами бесплатной выдачи спецодежды, спец обуви и других средств ( рис8).



Рис. 8. (спец одежда)

В настоящей выпускной квалификационной работе в целях интенсификации производства, повышения качества изготавливаемой продукции, разработан участок по ремонту системы водоснабжения.
Рассматривая последовательностьнаплавки, освоил приемы описания технологического процесса. Научился проводить анализ работы, контролировать свои действия. Приобрел навыки работы с компьютером.
Возникающие при заварке трещин остаточные напряжения и термическое воздействие влияют на ухудшение структуры околошовной зоны, что приводит к повторному появлению трещин при эксплуатации. А замена режущей кромки в сборе обеспечивает более продолжительную работу при знакопеременных нагрузках до возникновения усталостных разрушений основного металла. Также, в данной работе приведено обусловлен выбор способа сварки, оборудования и сварочных материалов.
Ремонт системы водоснабжения выполнен согласно технологическому процессу.
 Для проведения сварных работ была описана работа.
Для проведения сварных работ была описана работа. Цели и задачи выполнены.
Список литературы.
1 Виноградов В.М. Оборудование и технология дуговой сварки. - М.:
Академия, 2013
2 Виноградов В.С. Электрическая дуговая сварка: учебник. – М.: Академия,
2013, - 320 с.
3 Вознесенская И.М. Основы теории ручной дуговой сварки: учебное
пособие. – М.: Академкнига, 2014 – 160 с.
4 Галушкина В.Н. Технология производства сварных конструкций: учебник.
- М. Академия, 2014 – 192 с.
5 Герасименко А.И. Основы электросварки: учеб. пособие. – Р/на Дону:
Феникс, 2014
6 Галкина О.Н. Ручная дуговая сварка (наплавка) неплавящимся электродом
в защитном газе: учебник. М.: Академия, 2018 -176 с.
7 Лялякин, В.Н. Частично механизированная сварка(наплавка) плавлением:
учебник для СПО. – М.: Академия, 2019 - 192 с.
8 Маслов В. И. Сварочные работы: учебник для СПО, - М.: Академия, 2017
– 288 с.
9 Маслов В.И. Производство сварных конструкций: учебное пособие для
СПО. – М.: Академия, 2017 – 288 с.
10 Овчинников В.В. Дефекация сварных швов и контроль качества сварных
соединений: учебник. – М.: Академия, 2014 – 224 с.
11 Овчинников В.В. Расчет и проектирование сварных конструкций.
Учебник для СПО. - М.: Академия, 2017 – 256 с.
12 4 Овчинников В.В. Технология электросварочных и газосварочных
работ: учебник. – М.: Академия, 2014 – 272 с.
13 Овчинников В.В. Технология ручной дуговой и плазменной сварки и
резки металлов: учебник. – М.: Академия, 2014 – 240 с.
14 Сварочные работы. Практическое пособие\ сост. Ю.Ф. Подольский. –
Харьков, 2018 – 352 с.
15.Технология сварочных работ. Учебник для СПО \Черепахин А.А.,
Виноградов В.М., Шпунькин Н.Ф.- М.: Юрайт, 2017
16 Чернышов Г.Г. Сварочное дело: Сварка и резка металлов: учебник. - М.:
Академия, 2014 – 496 с.
16 Чернышов Г.Г. Технология сварки плавлением и термической резки:
учебник. – М.: Академия, 2013 – 240 с
17 Ярушин С.Г. Технологические процессы в машиностроении. Учебник для