Файл: 1. Понятие регулярности полетов ла факторы, влияющие на регулярность вылета.docx
Добавлен: 08.11.2023
Просмотров: 1951
Скачиваний: 25
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Иногда аэродинамический компенсатор представляет собой часть рулевой поверхности, вынесенной вперед только у края руля, а не по всей длине (см. рис. 6.4.). Такая разновидность осевой аэродинамической компенсации получила название роговой и применяется на легких нескоростных самолетах.
На элеронах применяется также и так называемая внутренняя аэродинамическая компенсация. Компенсатор находится в пространстве за задним лонжероном крыла и соединен с ним герметичной гибкой перегородкой. Разность давлений, действующих на компенсатор, создает необходимый эффект. Внутренний компенсатор не выходит в поток и не увеличивает сопротивление.
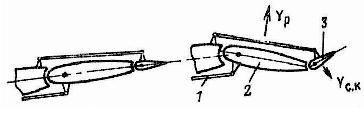
Схема сервокомпенсатора (флетнера): 1 – тяга управления рулем;
2 – руль; 3 - сервокомпенсатор
Наряду с осевой компенсацией, применяются сервокомпенсаторы (или флетнеры). Принцип действия его подобен действию триммера. В то же время между ними имеется существенное различие. Если триммер отклоняется только по командам пилота и отклонение руля не вызывает поворота триммера, то сервокомпенсатор при помощи четырехзвенного механизма отклоняется всегда в сторону, обратную отклонению основного руля. Иногда используются триммеры - флетнеры - это флетнеры, длина жесткой тяги которых может изменяться с помощью электрического привода, и поэтому они могут работать и как триммер, и как сервокомпенсатор.
Считается, что мощная аэродинамическая компенсация и, следовательно, ручное управление, т.е. управление самолетом без усилителей, возможны только при скоростях полета, соответствующих числу М не более 0,9. Поэтому в систему управления скоростного самолета включают специальные механизмы и приводы, позволяющие преодолеть эти затруднения.
На тяжелых неманёвренных самолётах, имеющих большой диапазон эксплуатационных центровок и высокую механизацию крыла, для обеспечения балансировки возникает необходимость дискретно-переставляемого или триммируемого стабилизатора. Дискретно-переставляемый стабилизатор - это переставной стабилизатор, отклоняемый пилотом или автоматически на фиксированные углы. Триммируемый стабилизатор используется для продольной балансировки самолёта и снятия усилий с рычага управления. Такой стабилизатор отклоняется пилотом в пределах рабочего диапазона нажатием специальной кнопки управления. Скорость отклонения триммируемого стабилизатора небольшая: 0,3-0,5 град./с. Применение триммируемого стабилизатора для балансировки самолёта позволяет на всех режимах полёта использовать весь диапазон возможных углов отклонения руля высоты для манёвра и парирования возмущений, что повышает безопасность полёта и расширяет эксплуатационные возможности самолёта. Вследствие этого такая схема управления продольным движением получала наибольшее распространение на пассажирских самолётах.
Вопросы 10 раздела.
-
Особенности ВС и его элементов как объекта производства.
Как объект проектирования и производства, современный самолет - это сложная техническая система с развитой иерархической структурой, большим числом элементов и внутренних связей, возрастающих примерно пропорционально квадрату числа элементов.
Особенности самолетостроительного производства в первую очередь зависят от габаритных размеров самолета, его назначения и тактико-технических требований к нему. Обычно самолет представляет собой планер и размещенные в нем органы взлета и посадки (шасси), двигатель (двигатели), системы управления самолетом и другие специальные механизмы и приборы. Многие из механизмов и приборов самолета - весьма сложные устройства, значительно отличающиеся друг от друга по конструкции, техническим требованиям к ним и процессам их изготовления, что требует известной специализации конструкторов, технологов и рабочих. Поэтому такие устройства самолета, как двигатели, специальные механизмы и приборы, проектируют и изготовляют на отдельных специализированных предприятиях авиационной промышленности, радиопромышленности и др.
Создание такого сложного изделия, как самолет, стало бы чрезвычайно сложной задачей, если бы в процессе эскизного и технического проектирования его не делили на законченные в конструктивном и технологическом смысле части (рис. 1).
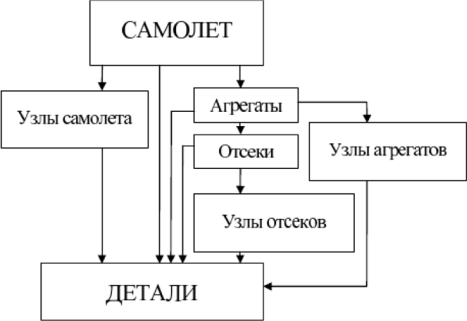
Рис. 1. Принципиальная схема деления в определенной последовательности планера самолета на части
В самолетостроении принято делить изделие на агрегаты, отсеки, узлы и детали, часто называемые сборочными единицами. В процессе разработки конструкции сначала производят деление планера на агрегаты, узлы и соединительные детали, входящие в планер, затем агрегаты делят на отсеки, узлы и соединительные детали, входящие в агрегаты. После этого отсеки делят на узлы и соединительные детали, входящие в отсеки, и, наконец, узлы отсеков, агрегатов и планера - на составляющие их детали.
3. Производственные структуры самолетно-строительных предприятий.
Любое самолетостроительное предприятие независимо от объема производства включает три группы подразделений: а) подразделения, перерабатывающие исходные материалы в продукцию предприятия. Эту группу называют
основным производством предприятия; б) подразделения, изготовляющие изделия, необходимые для производства продукции предприятия. Эту группу называют вспомогательным производством предприятия; в) подразделения, обеспечивающие функционирование подразделений основного и вспомогательного производств. Эту группу называют обслуживающим производством предприятия.
На рис. 2.1 показана принципиальная схема производственной структуры самолетостроительного предприятия. В зависимости от структуры предприятия образуется и структура производственного процесса предприятия.
Для серийного изготовления самолета на предприятии организуются производственные цехи и подразделения основного, вспомогательного и обслуживающего производств.
К цехам основного производства относятся цехи, в которых изготовляют детали самолета, собирают узлы, агрегаты, производят монтаж бортовых систем, т. е. все цехи, занятые изготовлением самолета. К вспомогательным цехам относятся цехи, в которых изготовляют технологическое оснащение для цехов основного производства.
Цехи основного производства по изготовлению деталей самолета организуются по технологическому признаку, т. е. в каждом цехе реализуются родственные методы производства — механическая обработка, листовая штамповка и т. д. В зависимости от размеров самолета на заводе организуют несколько механических цехов: цех обработки длинномерных и крупногабаритных деталей, цех
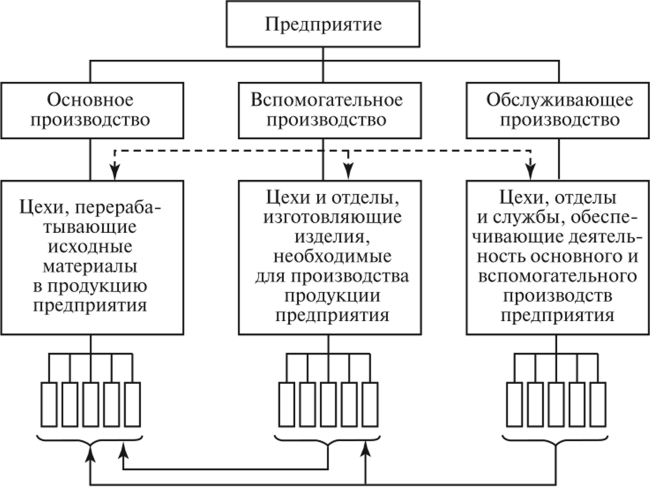
Рис. 2.1. Производственная структура самолетостроительного предприятия:
штриховая линия со стрелками — функциональная зависимость структуры вспомогательного и обслуживающего производств от структуры основного производства; сплошные линии со стрелками — зависимость производственной деятельности подразделений вспомогательного производства от потребностей основного производства и деятельности обслуживающего производства, от потребностей основного и вспомогательного производства
средних, мелких деталей, цех нормалей, изготовляемых на металлорежущих станках; несколько цехов листовой штамповки: цех штамповки крупных и средних деталей из листовых полуфабрикатов, цех изготовления обшивок, цех изготовления деталей из прессованных профилей, цех или отделение штамповки резиной
, штамповки на листоштамповочных молотах, отделение импульсных методов штамповки.
Как правило, по одному цеху организуются: кузнечный (объемная штамповка), литейный, термической обработки, антикоррозионных покрытий, трубопроводов, химического травления. Кузнечный и литейный цехи изготовляют детали мелких и средних размеров. Крупные штамповки, поковки, крупное стальное и алюминиевое литье самолетостроительные заводы получают в порядке кооперации с металлургических предприятий.
Цехи по изготовлению деталей реализуют первый этап изготовления самолета. Второй и третий этапы могут реализоваться
совместно в цехах, организованных по предметному признаку, — цех сборки отсеков фюзеляжа, цех сборки центроплана и крыльев, цех хвостового оперения и др. В этих цехах собирают как узлы данного отсека или агрегата, так и осуществляют окончательную его сборку. Например, в крыльевом цехе могут собираться и панели, и нервюры, и лонжероны, кессонная, носовая и хвостовая части, а затем все эти узлы в том же цехе собирают в стапеле окончательной (общей) сборки крыла. Так же может быть организовано производство и в цехе сборки фюзеляжа, хвостового оперения и др.
При установившемся серийном производстве сборка узлов может быть выделена в отдельные специализированные цехи: цех сборки панелей (соединение обшивок со стрингерами и элементами шпангоутов), цех сборки плоских узлов (нервюр, шпангоутов, лонжеронов и др.), цех сборки сотовых конструкций и др. Производство узлов в специализированных цехах дает возможность применить большую механизацию труда, так как это ведет к увеличению программы выпуска изделий цеха, а кроме того, затраты на более совершенное технологическое оснащение, специализированное оборудование и средства автоматизации окупаются быстрее. Сборка при помощи сварки, склеивания, пайки, сборка сотовых конструкций, изготовление деталей из неметаллических материалов сосредоточиваются в отдельных цехах или отделениях.
Четвертый и пятый этапы — общая сборка и монтажные работы — сосредоточиваются в одном цехе общей или окончательной сборки. При установившемся производстве самолета монтажные работы по возможности рассредоточиваются на этапы агрегатной и узловой сборки, что позволяет сократить цикл общей сборки.
Заключительный этап изготовления самолета — испытания — выполняется частично в цехах агрегатной сборки, например, испытания на герметичность, в большей степени — в цехе окончательной сборки, на контрольно-испытательной станции и завершаются в аэродромном цехе, где производятся наземные испытания, а затем летные испытания, для проведения которых в пределах аэродромного цеха организуется летно-испытательная станция (ЛИС).
Для обеспечения цехов основного производства специальными технологическими приспособлениями, контрольно-испытательными стендами и приспособлениями, а также инструментами на заводе организуют несколько вспомогательных цехов: плазово- шаблонный цех, цех сборочных приспособлений, инструментальный цех, цех по изготовлению штампов, цех по ремонту оборудования и др.
Кроме основных и вспомогательных цехов на заводе имеются обслуживающие подразделения, которые, не будучи непосредственно связанными с технологическими процессами изготовления деталей и сборки самолета, играют важную роль в производственном процессе завода.
На технологическую оснащенность цехов основного производства определяющее влияние оказывает тип производства. Различают три типа производства: массовое, серийное и единичное. Массовое производство характеризуется выпуском изделий в больших количествах при максимальной специализации, и ему свойственна высокая степень совершенства технологического оснащения. В массовом производстве применяется специальное оборудование, предназначенное для выполнения лишь одной операции или нескольких операций, но относительно одной детали, специальные приспособления и инструменты, автоматизированное оборудование и автоматические линии. В массовом производстве ручной труд применяется ограниченно. Однако технологическое оснащение такого производства занимает длительный срок и стоит очень дорого, поэтому только большой его объем оправдывает эти затраты.
Самолетостроительное производство не является массовым. Нет необходимости выпускать самолеты в массовом порядке, как, например, автомобили или тракторы. Но внутри самолетостроительного предприятия некоторые детали, идущие на каждый самолет в большом количестве, изготовляются с учетом специфики массового производства. Например, на самолет клепаной конструкции идет от нескольких сот тысяч до миллиона заклепок, несколько десятков тысяч болтов, винтов, гаек, шайб; эти нормализованные детали изготовляются на специальных или специализированных автоматах.
Серийное производство характеризуется выпуском однотипных машин сериями, в ограниченных количествах; ему свойствен средний уровень специализации и технологического оснащения. Здесь реже применяется специальное оборудование, больше — специализированное и универсальное оборудование, предназначенное для изготовления однотипных деталей или однотипных технологических операций. В серийном производстве больше применяются универсальные и специализированные