ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 09.11.2023
Просмотров: 114
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
7
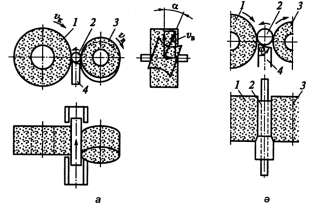
1.4-сурет. Центрлік емес дөңгелектік ажарлау сұлбалары: а – өтпелі;
ә – кесу
Жануыштау.
Ілгерілемелі-қайтармалы және айналмалы қозғалыс жасау нәтижесінде абразив дәндері бетті өңдейтін абразивті қайрақтардың көмегімен іске асырылады. Жануыштауды ішкі цилиндрлік, конустық және басқа беттерді (тесіктерді), кей кездері сыртқы цилиндрлік беттерді өңдеуге қолданады.
Ажарлау станогы-бұл əртүрлі материалдардан жасалған дайындамаларды абразивті құралмен өңдеу үшін қолданылатын жəне беттің кедір-бұдырлығын 0,02- ден 1,25 микронға дейін қамтамасыз етуге қабілетті құрылғы. Əртүрлі конструктивтік орындалуы мүмкін тегістеу станоктары əр түрлі материалдардан жасалған бөлшектердің бетін өңдеуге байланысты міндеттерді тиімді шешуге мүмкіндік береді.

8
Ажарлау станоктарын қолдану
► Ажарлау станогының көмегімен бірқатар технологиялық операцияларды жүзеге асыруға болады:
► Əртүрлі нысаны мен мақсаты бар бөлшектердің ішкі, сондай-ақ сыртқы беттерін ажарлау;
► түрлі мақсаттағы құралдарды қайрау;
► металдан жасалған құймаларды, күрделі профилі бар бұйымдарды сыдыру, ажарлау, сондай-ақ кесу; тісті бөлшектерді, сондай-ақ бұрандалы бөлшектерді өңдеу;
► Болат шыбықтарда шпонкалы жəне спирал тəрізді жыраларды қалыптастыру.
Барлық ажарлау станоктары бір принцип бойынша жұмыс істейді: металды өңдеу абразивті шеңберді бір мезгілде айналдыру жəне өңделетін бөлшектерді ауыстыру немесе айналдыру есебінен жүзеге асырылады. Жұмыс беті абразивті шеңбердің шеткі немесе қыры болып табылады, ал дайындау оған қатысты тік сызықты немесе доғалы траектория бойынша қозғалады. Кез келген ажарлау машинасы өзінің құрылымында бірнеше кинематикалық тізбектерді қамтиды:
► гидравликалық жетектің арқасында мүмкін көлденең жəне бойлық бағытта жұмыс үстелінің қозғалысы;
► жұмыс аспабының жеке жетегі есебінен жүзеге асырылатын жұмыс аспабының – ажарлау шеңберінің айналуы;гидравликалық немесе электромеханикалық жетек есебінен дайындаманы немесе құралды көлденең бағытта беру;
► электромеханикалық немесе гидравликалық жүйені пайдалану есебінен қолмен орындауға болатын шеңберді түзету;дайындаманы немесе жұмыс үстелін айналдыру;гидравликалық немесе механикалық жетек есебінен орындалуы мүмкін тереңдікке жұмыс құралын беру.
Ажарлау жабдығын жіктеу
► Ажарлау арналған станоктар қолдану аймағына байланысты бірқатар типтерге бөлінеді.Дөңгелек ажарлау Бұл жабдық цилиндрлік (Ø 25-600 мм) жəне конустық дайындамаларды ажарлау арналған. Мұндай станоктардың конструкциясында арнайы саңылауларда қозғалуы мүмкін көлденең жазықтықта айналатын шпиндель бар. Өңдеуді қажет ететін бөлшек патронда немесе артқы жəне алдыңғы көбелектің орталықтары арасында қысылуы мүмкін.
9

Əмбебап дөңгелек ажарлау.
Мұндай станоктар цилиндрлік дайындамалардың сыртқы жəне бүйір беттерін (Ø 25-300 мм), сондай-ақ конустық пішінді бөлшектерді тегістеу үшін қолданылады. Дайындамаларды өңдеу үшін орталықтарда немесе патронда тіркелуі мүмкін.

Ажарлаудың тәсілдері
Затты көз тартатындай етіп құлпыртудың тәсілдері көп болған. Кең таралған тәсіл ағаш, темір сияқты материалдан жасалған бұйым дайын болғанда, оның бетін зімпарамен, егеумен тазалап, ағаш көмірімен, былғарының астар жағымен, киізбен, шұғамен ысқылап жылтырату, өңін ашу т.б. болған. Ағаш пен металл бұйымдарға жұқалап май жағып, жұмсақ матамен ысып, сүртіп алғанда, ол жылтырап әдемі көрінетін болған.
10
Ажарлаудың ендігі бір тәсілі - бұйымның бетін сырлау немесе бояу. Шеберлер сырлау, бояу арқылы бұйымның, мәселен, түсті металдардан
жасалған заттардың табиғи түсін әртүрлі (қоңыр, қара, сарғыш қызыл, қара сүр) түске айналдырған. Заттың бетіне белгілі бір түс, рең беру үшін алтынмен аптау яғни алтынмен булау (алтын жалату), күміспен күптеу (қақталған жұқа күміспен жабу), лажылау тыныкелеу (көгілдір шыны түстес ерітіндімен бояу) тәрізді тәсілдерді және өсімдік бояуларын да пайдаланған. Ажарлаудың бір түріне заттың бетіне ою-өрнек жүргізіп әшекейлеу жатады. Ою, өрнек салу - қолөнердің қай саласында болмасын, өте жиі қолданылатын көркемдеу тәсілдерінің бірі. Арнаулы аспаптармен бұйымның бетіне ою-өрнек түсіріп aжарлаудың халық арасында оюлау, лақыштау, шимайлау, бедерлеу, безеулеу бағдар жүргізу ою бастыру, шыжбайлау тәрізді атаулары мен түрлері болды.
Ажарлайтын дөңгелектерді таңдап алу.
Ажарлайтын дөңгелектерді таңдағанда өңделетін материалдың қасиеттерін, өңделетін беттің тазалығына қойылатын талаптарды, өңдеу
режимін және басқа да бір қатар жағдайларды ескеру қажет.
Дөңгелектерді таңдағандағы негізгі көрсеткіштер — олардың қаттылығы мен түйірлігі. Дөңгелектердің қаттылығы жағынан таңдағанда мынадай
ережелер басшылыққа алынады.
1. Өңделетін металдың қаттылығы неғұрлым төмен болса,
дөңгелек соғүрлым қатты болуға тиіс. Алайда мыс, жез, жұмсақ
қола үшін жұмсақ дөңгелектерді қолданған жөн, өйткені қатты
дөңгелектердің бетін металл жаңқасы тез бітеп тастайды да, олар
жұмыс істемей қалады.
2. Құрғақтай ажарлау салқындатқыш сұйық затты қолданып
ажарлағандағыдан гөрі жұмсағырақ дөңгелектермен орындалуға
тиіс.
3. Жону жылдамдығы неғұрлым үлкен және өңдеудің
дәлдігімен тазалығына қойылатын талап жоғары болса, дөңгелек
соғұрлым жұмсақ болуға тиіс.
4. Жылуды нашар өткізетін бөлшектерді — аспаптардың
кескіш бөлігін, жұқа пластиналарды, цилиндрді т. б. ажарлағанда
жұмсақ және қуысты дөңгелектерді қолдану қажет.
Дөңгелекті түйірлерінің шамасына қарай таңдағанда мынадай ережелер белгіленген.
1. Қатты металдарды, мысалы, шынықтырылған көміртекті болатты және аспаптық легірленген болатты түйірлері орташа дөңгелектермен өңдеген жөн.
11
2. Жұмсақ және пластикалық металдарды — мысты, жезді т. б. Ірі түйіршіктерді дөңгелектермен өңдеу қажет.
3. Алдын ала ажарлауда таза ажарлауға қарағанда түйірлерірірек болуға тиіс.
4. Өңделетін беттің тазалығына қойылатын талаптар неғұрлым жоғары болса, түйіршіктер соғұрлым ұсақ болуға тиіс.
Дөңгелектің формалары мен үлкен-кішілігі әр түрлі болады да, олар істелген жұмыспен сипатталады.
Ажарлаушы дөңгелектермен жұмыс істегенде қауыпсіздік техникасының ережелерін сақтау қажет, мұнда дөңгелектерді дұрыс орнату, олардың беріктігін сақтаудың тәртібі, рұқсат етілетін айналым саны т .6. белгіленген. Осы ережелерге сәйкес дөнгелектерде абразив материалдардың түрі, байланыстырушы түйірлігі және өлшеуі көрсетілген клеймалар болуға тиіс.
Жалпы барлығы ажарлайтын станоктарды конструкциялық және технологиялық белгілері (орындалатын жұмыстың түрі) бойынша дөңгелек және жазық ажарлайтын, арнайы, қайрағыш және таза өңдейтін деп бөледі. Дөңгелете ажарлайтын станоктарға – центрде дөңгелете ажарлауға және центрсіз ажарлауға арналған станоктарды, іштей ажарлайтындарға –қарапайым, планетарлы, центрсіз; жазық ажарлайтындарға – дөңгелектің шетімен және жет жағымен жұмыс істейтін, бойлық және айналма; арнайы станоктарға – ойма кілтекті біліктерді, шарларды және т.б. ажарлауға арналған тіс, бұранда, көшіргіш-ажарлайтын; қайрағыш станоктарға әр түрлі құралды қайрауға арналған әмбебап және құралдың белгілі түрін қайрауға арналған арнайы станоктарды жатқызады.
Ажарланатын бөліктің ені ажарлағыш дөңгелектің енімен жабылғын кезінде қатты дайындамаларды өңдеу кезінде қолданалатын болса, кірекесілген ажарлау өндірілетін болып табылады. Дөңгелек тетіктің қажетті өлшеміне жеткенше дейін тұрақты беріліспен орын ауыстырады. Осы әдісті сақиналы жырашықтарды және сұлбалы беттерді ажарлау кезінде қолданылады.
12
Қорытынды
Ажарлау ажарлағыш шарықтас арқылы дайындаманы кесіп өңдеу процесін атаймыз. Ажарлау арқылы жоғары дәлдікті және беттің кедір-бұдырлығы төмен дайындамаларды өңдеуге болады. Әр түрлі материалдардан жасалған дайындамаларды өңдеуге, ал шынықтырылған болат үшін және ажарлаудың кесуші құралын қайрау түрлендірудің ең кең таралған әдісі болып табылады.
Кез келген бетті ажарлау әдісімен пішін құрастыру үшін келесі қозғалыстар болу керек: айналмалы және өс айналасындағы қозғалыспен ауыстырыла алатын, дөңгелектің айналмалы қозғалысы және координаттар өсі бойынша орын ауыстыру.
1451>