ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 09.11.2023
Просмотров: 26
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
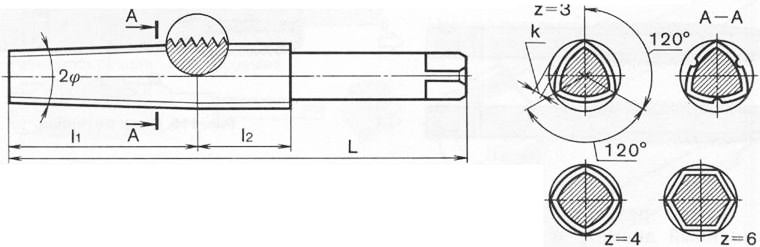
Рис. 118. Конструкция бесстружечного метчика
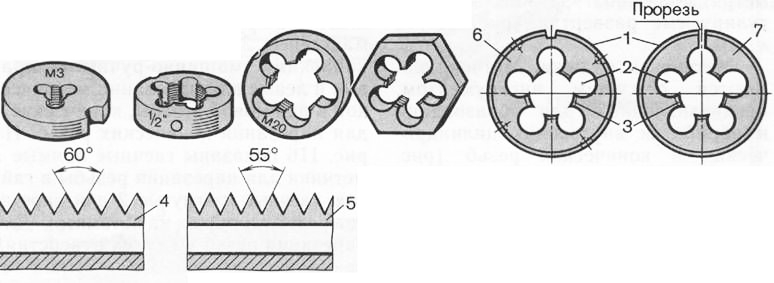
Рис. 119. Круглые плашки
Резьбонарезные головки применяют для нарезания наружных и внутренних резьб. Они бывают с круглыми гребенками невращающие-ся (рис. 120, а) и вращающиеся (рис. 120,6); с тангенциальными плоскими гребенками (рис. 120,в); для внутренней резьбы (рис. 120, г); тангенциальные (рис. 120, д). Наружные резьбы накатывают резьбо-накатными роликами (рис. 120, е). Хвостовик крепят в суппорте продольного перемещения.
Резьбонакатная головка накатывает резьбу двумя роликами, которые вращаются на двух осях, установленных на рычагах, поворачивающихся вокруг центральной оси . Межцентровое расстояние резьбонакатных роликов регулируют винтами. Плунжер и упорный болт служат для выбора боковых зазоров в зубчатой“передаче головки.
Изнашивание инструмента. В процессе резания в результате трения инструмент изнашивается как по передней, так и по задней поверхностям. При чистовой обработке и толщине стружки <0,1 мм изнашивание происходит только по задней поверхности (рис. 121, а), а при толщине стружки >0,1 мм и средней скорости резания — по передней и задней поверхностям (рис. 121,6). При высокой скорости резания и толщине стружки >0,1 мм инструмент изнашивается там, где край лунки сливается с изношенной задней поверхностью (рис. 121, в).
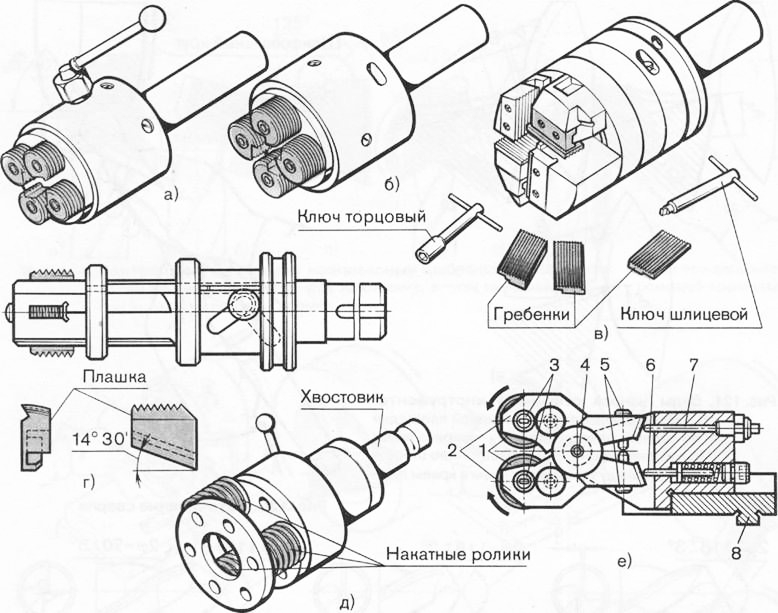
Рис. 120. Невращающиеся и вращающиеся головки для нарезания резьб
Затачивают инструмент на заводах-изготовителях инструмента. При эксплуатации после достижения критического значения износа инструмент затачивают вновь. Сверла затачивают по задней поверхности (рис. 122).
Разновидность заточки и формы подточки показаны на рис. 123, а…ж.
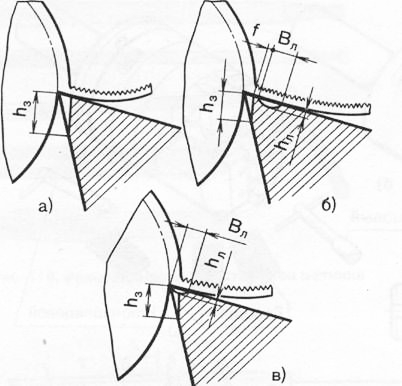
Рис. 121. Виды износа режущего инструмента

Рис. 122. Затачивание сверла
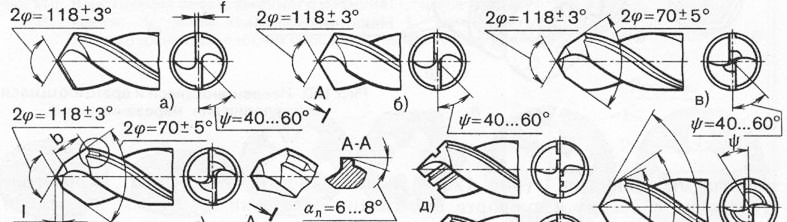
Рис. 123. Форма подточки спиральных сверл:
Контроль заточки сверл осуществляют шаблонами и угломерами (рис. 124).
Резцы затачивают как по задним, так и по передним поверхностям (рис. 125). Если главную режущую кромку 2 (рис. 126, а) затачивают наклонно вниз относительно вершины /, при обработке заготовки из мягкого и вязкого металла стружка 3 направлена в сторону обрабатываемой поверхности. Главную режущую кромку 2 (рис. 126, б) затачивают горизонтально относительно вершины 1. При обработке заготовки из материалов средней твердости образуется стружка скалывания. Если главную режущую кромку 2 затачивают наклонно вверх относительно вершины 1 (рис. 126, в), стружка 3 направлена в сторону обработанной поверхности.
Для затачивания резцов в основном применяют точила и специализированные станки ЗД642Е и ЗА641Е. Фаски и вершину головки резца 1 (рис. 127, а) доводят вручную мелкозернистым карборундовым или алмазным бруском 2. После затачивания резцы проверяют шаблоном и угломером (рис. 127,6).
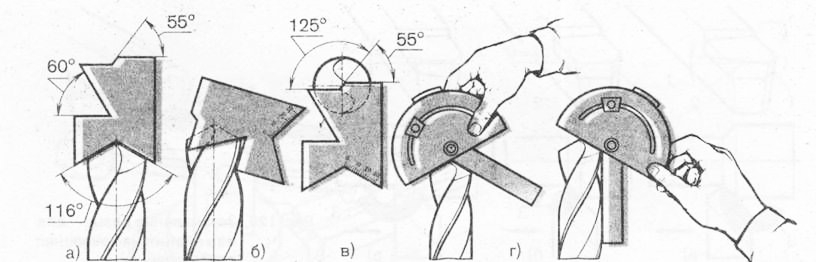
Рис. 124. Контроль заточни сверл комплексным шаблоном и угломером: а—угла при вершине и длины режущих кромок; б—угла заострения; в—угла между поперечной и режущей кромками; г-угл а наклона режущей кромки
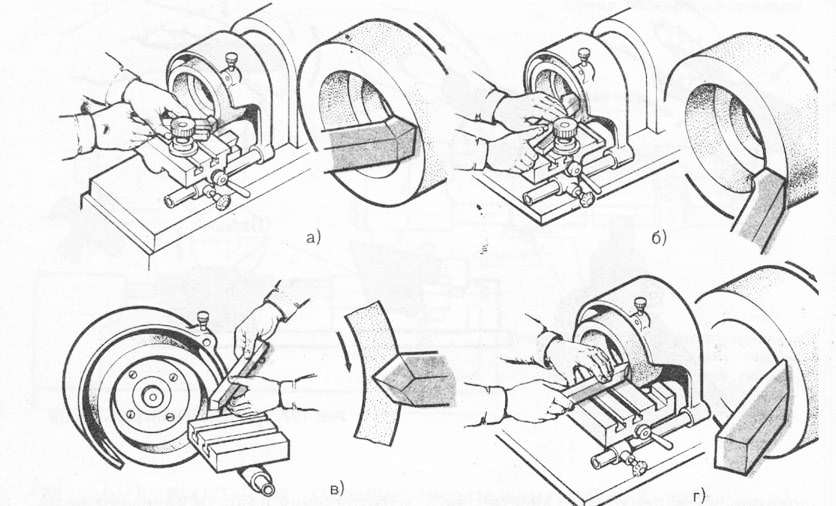
Рис. 125. Затачивание резца по главной задней (а), вспомогательной задней (б), передней поверхности (в) и радиуса закругления вершины резца (г)
Развертки затачивают и доводят по передней поверхности при базировании их в центрах. Качество заточки зубьев развертки контролируют шаблонами и на приспособлениях с часовыми индикаторами.
Метчики затачивают по передней поверхности при базировании его в центрах. Для затачивания метчиков применяют приспособление, фиксирующее положение метчика упором. Для контроля метчиков ими нарезают резьбу и затем контролируют ее резьбовыми калибрами. Круглые плашки затачивают на специальных станках МФ-4А (рис. 130). Для проверки качества изготовления плашки нарезают резьбу на контрольном винте, затем резьбу проверяют резьбовыми калибрами.