ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 30.12.2021
Просмотров: 3667
Скачиваний: 4
Якщо конфігурація виливків однакова при 2-ох різних способах лиття, то ескіз може бути один з простановкою 2-х варіантів розмірів.
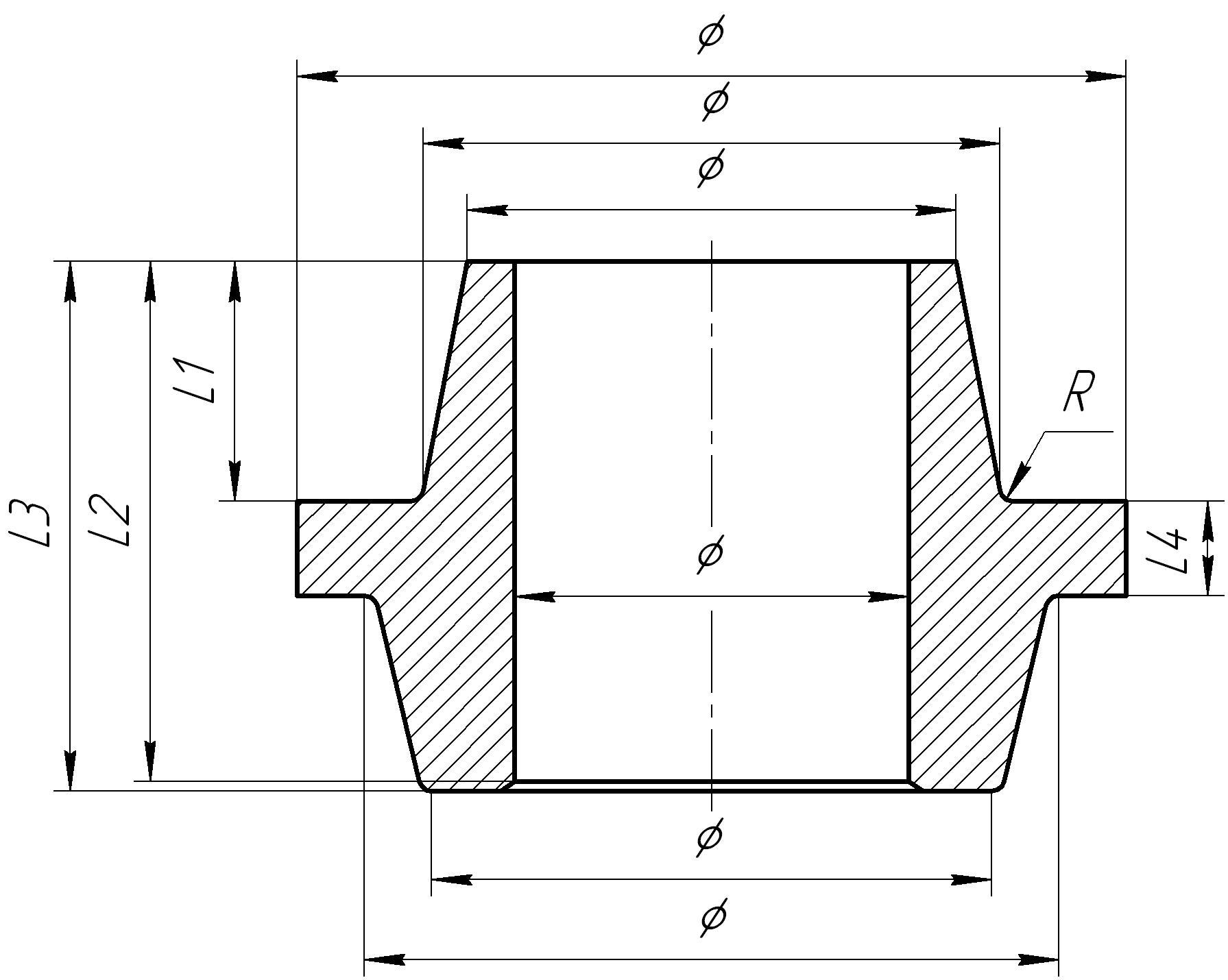
Рисунок 20 – Ескіз заготовки при виготовленні її литтям в піщано-глинисті форми
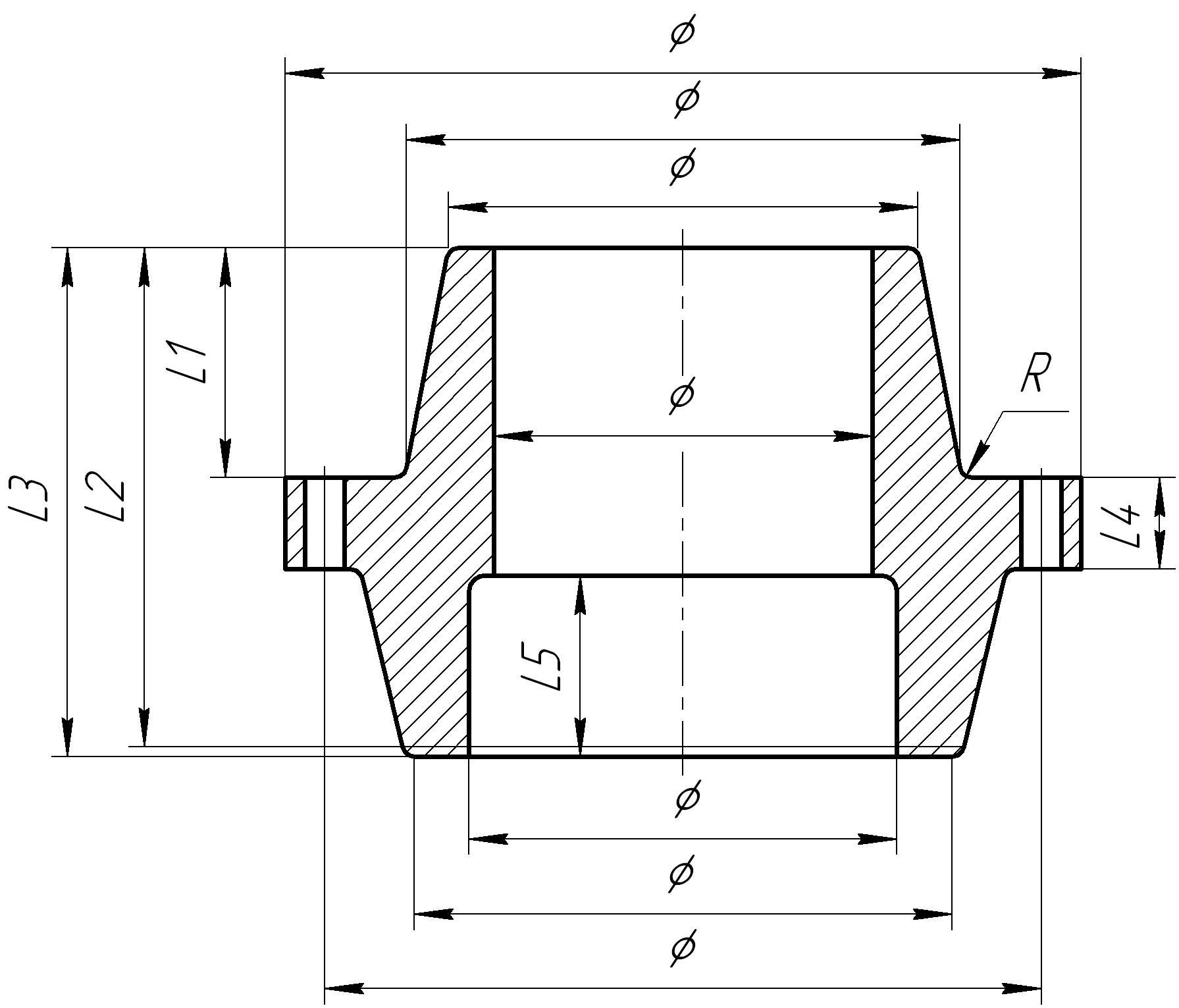
Рисунок 21 – Ескіз заготовки при виготовленні її литтям за виплавними моделями
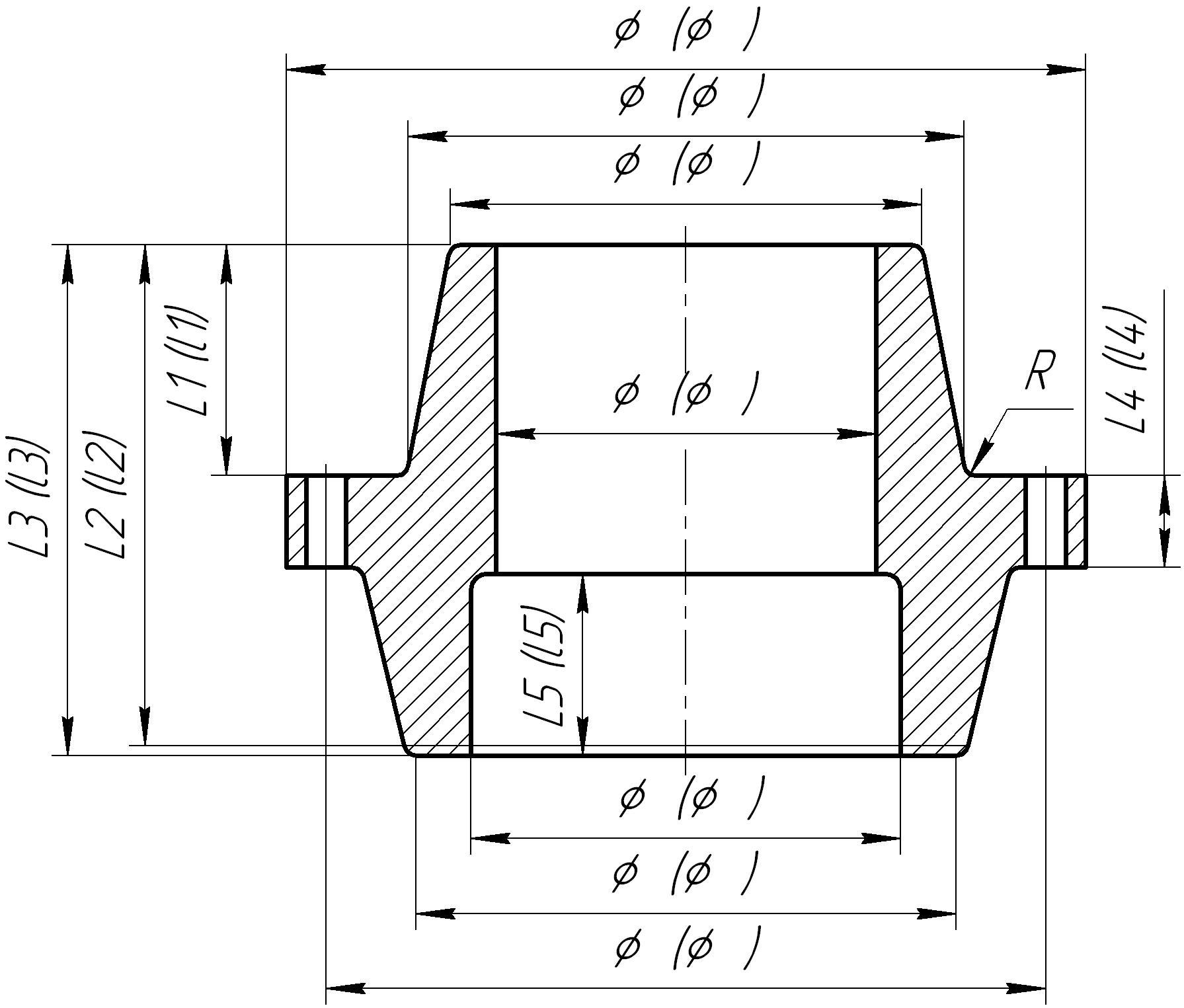
Рисунок 22 – Ескіз заготовки при виготовленні її литтям в піщано-глинисті та оболонкові форми (розміри в дужках вказані для лиття в оболонкові форми)
5.4 Призначення технічних вимог на литі заготовки
Технічні вимоги записуються на кресленні заготовки над штампом. Вони включають:
-
Клас точності розмірів …, ступінь жолоблення …, ступінь точності поверхонь …, клас точності маси …, допуск зміщення … .
Приклад:
Точність виливка 8 – 5 – 4 – 7 Зм. 0,8 ГОСТ 26645-85.
-
Маса деталі …, припусків на механічну обробку …, технологічні напуски … і маса виливка … .
Приклад:
Маса 20,35 – 3,15 – 1,35 – 24,66 ГОСТ 26645-85.
-
Невказані на кресленні радіуси заокруглень …, формувальні нахили ... і т.п.
-
Твердість матеріалу заготовки … .
-
Відомості про вид, кількість, розмір і місце розміщення допустимих ливарних дефектів (усадкова пухкість, раковини, тріщини і т.п.). Якщо дозволяється ліквідація певних дефектів, то вказуються їх види і допустимі способи ліквідації.
-
При необхідності додаткові вимоги: по допустимій глибині відбіленого шару із чавуну; макро- і мікроструктурі; жаростійкості і корозійній стійкості, герметичності і т.п. В цьому випадку додатково вказуються методи контролю і норми відбору виливків по відповідних показниках.
-
Для досить великих виливків вказують місце маркування деталі, її характер, а також зміст і шрифт маркування.
Так як вибрано 2 способи виготовлення заготовки, то технічні вимоги повинні бути опрацьовані та записані для обох варіантів. Після остаточного вибору найбільш доцільного варіанта виготовлення заготовки (на основі техніко-економічного порівняння) оформляється креслення заготовки і записуються на ньому відповідні технічні вимоги.
5.5 Розрахунок маси і коефіцієнту точності маси заготовки для 2-х варіантів виготовлення заготовки
Коефіцієнт точності маси заготовки:
![]() ,
(3)
,
(3)
де
![]() –
маса деталі, кг (приймається згідно
креслення деталі);
–
маса деталі, кг (приймається згідно
креслення деталі);![]() –
маса заготовки, кг.
–
маса заготовки, кг.
Маса заготовки може бути розрахована 3 способами:
1 спосіб. При простій геометричній формі заготовки її рекомендується розділити на прості геометричні фігури, визначити масу кожної із геометричних фігур. Загальну масу заготовки визначити, як суму мас складових геометричних фігур заготовки.
![]() ,
(4)
,
(4)
де
![]() – маса заготовки, кг;
– маса заготовки, кг;
![]() – маса
і-ої елементарної геометричної фігури
заготовки, кг;
– маса
і-ої елементарної геометричної фігури
заготовки, кг;
![]() – кількість
елементарних фігур заготовки.
– кількість
елементарних фігур заготовки.
Формула (4) в розкритому вигляді:
![]() (5)
(5)
Маса і-ої елементарної фігури може бути визначена:
![]() ,
(6)
,
(6)
де
![]() – об’єм і-ої елементарної фігури
заготовки, м³;
– об’єм і-ої елементарної фігури
заготовки, м³;
![]() – густина
матеріалу заготовки, кг/м³.
– густина
матеріалу заготовки, кг/м³.
Формула (6) в розрахунковому вигляді:
![]() ;
;
![]() ;
;
![]() ;
;
………….
![]() .
.
Формула (4) з урахуванням (6):
![]()
або
![]() (7)
(7)
Об’єми
![]() визначаються за формулами відповідних
геометричних фігур.
визначаються за формулами відповідних
геометричних фігур.
2 спосіб. При складній геометричній формі заготовки її масу рекомендується визначати як суму маси деталі і знятих припусків, напусків.
![]() (8)
(8)
де
![]() – маса деталі (приймається по кресленню
деталі);
– маса деталі (приймається по кресленню
деталі);
![]() – припуск,
що знімається з і-ої
поверхні заготовки;
– припуск,
що знімається з і-ої
поверхні заготовки;
![]() – напуск,
що знімається з j-ої
поверхні заготовки;
– напуск,
що знімається з j-ої
поверхні заготовки;
![]() ,
,
![]() – кількість
поверхонь заготовки, з яких знімаються
припуски, напуски, відповідно.
– кількість
поверхонь заготовки, з яких знімаються
припуски, напуски, відповідно.
Маса припусків і напусків, що знімаються з поверхонь заготовки, визначається за формулою (4). При цьому розглядається об’єм геометричної фігури, яку утворює знімуваний припуск чи напуск.
Коефіцієнт
точності маси заготовки характеризує
економічність даного способу виготовлення
заготовки. Чим ближчий він до 1, тим менше
матеріалу знімається у вигляді стружки
з поверхонь заготовки при механічній
обробці, тобто тим ближча заготовка до
готової деталі. Після розрахунку
![]() при різних способах виготовлення
заготовки їх потрібно порівняти з даними
згідно з таблицями 2, 3 і зробити відповідні
висновки.
при різних способах виготовлення
заготовки їх потрібно порівняти з даними
згідно з таблицями 2, 3 і зробити відповідні
висновки.
3 спосіб. Виконати креслення заготовки з використанням програми «Компас-3D», яка крім креслення автоматично виконує розрахунок маси.
5.6 Техніко-економічне порівняння 2-х варіантів виготовлення заготовки і вибір найбільш раціонального
Остаточний вибір способу виготовлення заготовки виконують на основі порівняння собівартості.
Собівартість заготовок, що виготовляють такими способами, як лиття в піщано-глинисті форми, кокілі, за виплавними моделями, в оболонкові форми, під тиском, відцентровим литтям з достатньою для курсового та дипломного проектування точністю можна визначити за формулою (9, 10):
![]() ,
(9)
,
(9)
де
![]() – базова вартість 1 т заготовок, грн;
– базова вартість 1 т заготовок, грн;
![]() ,
,
![]() ,
,
![]() ,
,
![]() ,
,
![]() – коефіцієнти, що залежать відповідно
від класу точності виливка, марки
матеріалу, групи складності, маси і
об’єму виробництва заготовок.
– коефіцієнти, що залежать відповідно
від класу точності виливка, марки
матеріалу, групи складності, маси і
об’єму виробництва заготовок.
Базова вартість 1 т заготовок може бути вибрана згідно з табл. 7, додатку Д або по базовому підприємству.
Таблиця 7 – Вартість 1 т заготовок при різних способах лиття
|
Спосіб виготовлення литої заготовки |
Базова
вартість 1 тони заготовок
|
|
Лиття в піщано-глинисті форми Лиття в оболонкові форми Лиття в необлицьований кокіль Лиття в облицьований кокіль Лиття під тиском Лиття за виплавними моделями |
15600 24400 19200 22800 26800 32000 |
Таблиця
8 –
Коефіцієнт
![]() ,
що враховує клас точності заготовок
,
що враховує клас точності заготовок
|
Спосіб виготовлення литої заготовки |
Коефіцієнт
|
|
|
Чорні метали та кольорові метали |
||
|
Лиття в піщано-глинисті форми |
1,1 (для 1-6 класів розмірної точності) 1,05 (для 7-11 класів розмірної точності) 1,0 (для 12-16 класів розмірної точності) |
|
|
Лиття в оболонкові форми |
1,05 (для 1-9 класів розмірної точності) 1,0 (для 9-16 класів розмірної точності) |
1,0 (для всіх класів розмірної точності) |
|
Лиття в облицьований кокіль, необлицьований кокіль, під тиском, за виплавними моделями |
1,0 (для всіх матеріалів і класів розмірної точності) |
|
Таблиця
9 – Коефіцієнт
![]() ,
що враховує матеріал заготовки
,
що враховує матеріал заготовки
|
Спосіб виготов-лення литої заготовки |
|
||||||||||||||||||||||||||||
|
Лиття в піщано-глинисті форми |
Чавуни |
Сталі |
Сплави кольорових металів |
||||||||||||||||||||||||||
|
СЧ10 СЧ15 СЧ18 |
СЧ20 СЧ25 СЧ30 |
СЧ35 СЧ40 СЧ45 |
КЧ30-6 КЧ33-8 КЧ35-8 КЧ35-10 |
ВЧ45 ВЧ50 |
Ву-гле-цеві |
Низь-ко-лего-вані |
Ви-соко-лего-вані |
Алю-міні-єві |
Мід-но-цин-кові |
Бронза олов’яно-свин-цевиста |
|||||||||||||||||||
|
1,0 |
1,04 |
1,08 |
1,12 |
1,19 |
1,22 |
1,26 |
1,93 |
5,94 |
5,53 |
6,72 |
|||||||||||||||||||
|
Лиття в оболонкові форми |
Чавуни |
Сталі |
|||||||||||||||||||||||||||
|
СЧ10 СЧ15 СЧ18 |
СЧ20 СЧ25 СЧ30 |
СЧ35 СЧ40 СЧ45 |
Вуглецеві 15Л…55Л |
Леговані |
|||||||||||||||||||||||||
|
1,0 |
1,04 |
1,1 |
1,36 |
2,67 |
|||||||||||||||||||||||||
|
Лиття в необлицьо-ваний кокіль |
Чавуни |
Сталі |
Сплави кольорових металів |
||||||||||||||||||||||||||
|
СЧ10 СЧ15 СЧ18 |
СЧ20 СЧ25 СЧ30 |
СЧ35 СЧ40 СЧ45 |
КЧ30-6 КЧ50-4 КЧ63-2 |
ВЧ38 ВЧ45 ВЧ50 |
Вугле-цеві 15Л… 55Л |
Ни-зько-лего-вані |
Алю-міні-єві АЛ2…АЛ9 |
Латунь ЛС59-1 ЛС74-3 та ін. |
Брон-за олов’я-но-свин-цевис-та |
||||||||||||||||||||
|
1,0 |
1,06 |
1,09 |
1,13 |
1,21 |
1,18 |
1,2 |
4,23 |
4,25 |
5,64 |
||||||||||||||||||||
|
Лиття в облицьо-ваний кокіль |
Чавуни |
|
|||||||||||||||||||||||||||
|
СЧ10 СЧ15 СЧ18 |
СЧ20 СЧ30 СЧ35 |
СЧ35 СЧ40 СЧ45 |
ВЧ38 ВЧ45 ВЧ50 |
|
|||||||||||||||||||||||||
|
1,0 |
1,03 |
1,045 |
1,1 |
|
|||||||||||||||||||||||||
|
Лиття під тиском |
|
Сплави кольорових металів |
|||||||||||||||||||||||||||
|
|
Алюмінієві |
Мідні |
Цинкові |
||||||||||||||||||||||||||
|
|
1,0 |
1,11 |
1,29 |
||||||||||||||||||||||||||
|
Лиття за виплавними моделями |
Сталі |
Сплави кольорових металів |
|||||||||||||||||||||||||||
|
Вуглецеві |
Низько-леговані |
Високо-леговані |
Мідні |
Бронза безолов’яниста |
Бронза олов’яниста |
||||||||||||||||||||||||
|
1,0 |
1,08 |
1,1 |
2,44 |
2,11 |
2,4 |
||||||||||||||||||||||||
Таблиця
10 – Коефіцієнт
![]() ,
що враховує групу складності заготовки
,
що враховує групу складності заготовки
|
Спосіб виготовлення литої заготовки |
Матеріал заготовки |
Група складності |
||||
|
1 |
2 |
3 |
4 |
5 |
||
|
Лиття в піщано-глинисті форми |
Чавун, сталь Сплави: алюмінієві, бронзи і мідні |
0,7 0,82 0,97 |
0,83 0,89 0,98 |
1 1 1 |
1,2 1,1 1,02 |
1,45 1,22 1,04 |
|
Лиття в оболонкові форми |
Сірий чавун Вуглецева сталь Легована сталь |
0,78 0,8 0,7 |
0,9 0,91 0,85 |
1 1 1 |
1,14 1,15 1,15 |
1,3 1,27 1,24 |
|
Лиття в необлицьований кокіль |
Чавун і сталь Алюміній Латунь Бронза |
0,69 0,84 0,89 0,95 |
0,83 0,91 0,95 0,97 |
1 1 1 1 |
1,18 1,05 1,06 1,03 |
1,4 1,11 1,13 1,065 |
|
Лиття в облицьований кокіль |
Чавун СЧ Чавун ВЧ |
0,79 0,81 |
0,89 0,9 |
1 1 |
1,12 1,09 |
1,27 1,23 |
|
Лиття під тиском |
Алюмінієві сплави Мідні сплави Цинкові сплави |
0,88 0,90 0,88 |
0,94 0,95 0,93 |
1 1 1 |
1,07 1,07 1,07 |
|
|
Лиття за виплавними моделями |
Сталь вуглецева Сталь низьколегована Сталь високолегована Мідні сплави Бронза безолов’яниста Бронза олов’яниста |
0,86 0,86 0,85 0,865 0,9 0,92 |
0,92 0,93 0,9 0,925 0,95 0,95 |
1 1 1 1 1 1 |
1,12 1,11 1,12 1,15 1,08 1,1 |
1,24 1,23 1,26 1,26 1,19 1,15 |