Файл: Отчет по практическим работам 16 по дисциплине Материаловедение и технология конструкционных материалов.docx
Добавлен: 30.11.2023
Просмотров: 120
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
К недостаткам сварки трением можно отнести искривление волокон текстуры проката в зоне пластического деформирования. Лучшим средством предотвращения указанных дефектов является сохранение на детали грата.
5.5 Электромеханические виды сварки
Контактная сварка
Контактная сварка – сварка с применением давления, при которой, используется тепло, выделяющееся в контакте свариваемых частей при прохождении электрического тока.
Различают контактную сварку: стыковую, точечную, шовную и рельефную.
Стыковая контактная сварка (СКС) – контактная сварка, при которой соединение свариваемых частей происходит по поверхностям стыкуемых торцов.
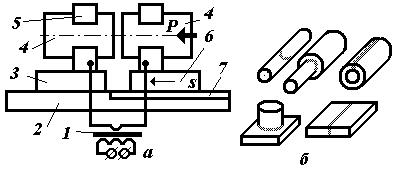
Рисунок 5.11 – Стыковая контактная сварка: а – схема установки; б – типовые заготовки; 1 - трансформатор; 2 – станина; 3 – неподвижная плита; 4 – заготовки; 5 - зажимы; 6 – подвижная плита; 7 – направляющие; Р – усилие сжатия
Точечная контактная сварка (ТКС) – контактная сварка, при которой сварное соединение получается между торцами электродов, передающих усилие сжатия.
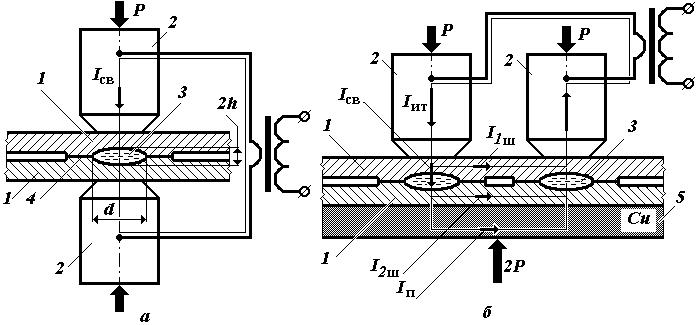
Рисунок 5.12 – Схемы точечной контактной сварки: а – двухсторонней; б – односторонней; 1 – заготовки; 2 – электрод; 3 - жидкая точка; 4 – уплотняющий поясок; 5 - подкладка; Iит – ток источника тока; Iсв – сварочный ток; I1ш – ток шунтирования в верхней заготовке, I2ш – ток шунтирования между сварными точками; Iп – ток шунтирования в подкладке; h – величина проплавления; d – диаметр жидкой точки
Основными параметрами режима точечной сварки являются: сварочный ток, продолжительность его включения, усилие на электродах и размеры их контактной поверхности.
Шовная контактная сварка (ШКС) – контактная сварка, при которой соединение свариваемых частей происходит между вращающимися дисковыми электродами, передающими усилие сжатия.
ШКС предназначенадля соединения листовых материалов непрерывным швом. Для этого, заготовки размещают между вращающимися роликами – электродами. ШКС, так же как и ТКС, можно выполнять при одностороннем расположении электродов (рисунок 5.13, а). Различают непрерывную и импульсную ШКС (рисунок 5.13,
б).
Рисунок 5.13 – Шовная контактная сварка: а – схемы; б – циклограммы; I – ток; Р – давление; t – время
При непрерывной сварке происходит перегрев металла шва и околошовной зоны, что отрицательно сказывается на качестве шва и работоспособности роликов. При импульсной подаче тока перегрева металла не происходит. При этом необходимо, что бы сварные точки перекрывали друг друга на 1/3 или на 1/4 их диаметра. Из-за большого влияния шунтирования нецелесообразно сваривать листы суммарной толщины более трех мм.