ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 30.11.2023
Просмотров: 18
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Слесарное дело.
Содержание:
Тема 3. Обработка отверстий.
11. Расписать технологическую карту выполнения отверстия Ø 36мм с 10 квалитетом точности и 5 классом чистоты (шероховатости поверхности) в литой детали из чугуна. Указать применяемый инструмент, оборудование и приспособления и их характеристики. Указать последовательность выполнения операций. Карту составить в виде таблицы.
Технологическая карта
| Последовательность | Обработка отверстия | Применяемый инструмент, оборудование | Диаметр (мм) |
| 1 | Сверление отверстия | Сверлильный станок | 34 |
| 2 | Зенкерование зенкером | Зенкер | 35, 6 |
| 3 | Развертывание черновой разверткой | Черновая развертка | 35, 9 |
| 4 | Развертывание чистовой разверткой | Чистовая развертка | 36 |
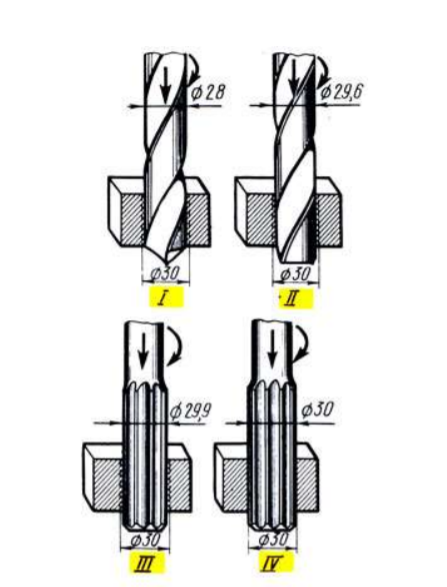
Рис. 251. Последовательность обработки отверстия: I - сверление, II - зенкерование, III - черновое развертывание, IV - чистовое развертывание.
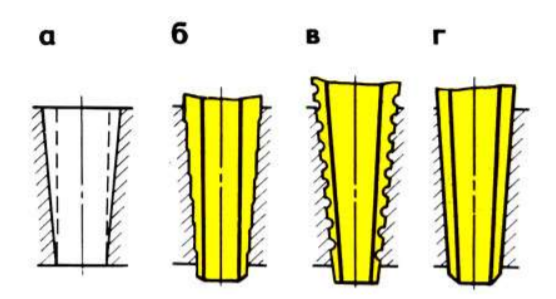
Рис. 252. Обработка конических отверстий: а - деталь с коническим отверстием, б - обработка отверстия ступенчатым зенкером, в - развертывание разверткой со стружкопомными канавками, г - развертывание конической разверткой с гладкими режущими лезвиями.
Для развертывания деталь надежно закрепляют в тисках. Крупные детали не закрепляют. Значительное влияние на шероховатость и точность развертывания оказывает смазка и охлаждение. При отсутствии охлаждения и смазки происходит разбивка отверстия: оно получается неровным, шероховатым и, кроме того, возникает опасность защемления и поломки развертки. Поэтому при развертывании применяют смазочно-охлаждающие жидкости.
Ручное развертывание. Приступая к развертыванию, прежде всего следует:
-выбрать соответствующую развертку, затем убедиться, что выкрошенных зубьев или забоин на режущих кромках нет;
-проверить величину оставленного припуска на развертывание, который не должен быть больше установленного, так как в противном случае развертка быстро затупится и могут выкрошиться зубья;
-осторожно установить в отверстие развертку и проверить ее положение по угольнику 90°. Убедившись в перпендикулярности оси, в отверстие детали вставляют конец развертки так, чтобы ось ее совпала с осью отверстия. Далее плавно вращают развертку, подавая ее в отверстие. Развертку вращают только в одном направлении, при вращении в обратном - испортится лезвие (выкрошится).
Обработка конических отверстий. При обработке конических отверстий с большой конусностью (рис. 252, а) применяют комплект из трех инструментов. Вначале обрабатывают отверстие ступенчатым зенкером (рис. 252, б), затем применяют развертку со стружколомными канавками (рис. 252, в) и далее коническую развертку с гладкими режущими лезвиями (рис. 252, г).
Машинное развертывание производят так же, как и сверление, т. е. развертка жестко закрепляется с помощью патрона или переходных втулок в конусе шпинделя станка. При этом наряду с прочным закреплением развертки следует обеспечить совпадение осей шпинделя и развертки.
Перечень литературы:
- Н.И.Макиенко
- Общий курс слесарного дела.
Перечень оборудования:
- Сверлильный станок, тиски.
Перечень приспособлений:
- Тиски.
Перечень инструментов:
- Зенкер;
- Черновая развертка;
- Чистовая развертка.
Перечень материалов:
- Литая деталь из чугуна.