Файл: Отчет о про х ожд е нии научноисследовательской практики о б у ч ающего с я 3 к.docx
Добавлен: 06.12.2023
Просмотров: 71
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
(54) КУЛЬТИВАТОРНАЯ ЛАПА
(57) Реферат:
Изобретение относится к сельскохозяйственному машиностроению, в частности к орудиям для обработки почвы. Лапа содержит держатель и два крыла с наплавленными износостойким слоем режущими лезвиями. Наплавленный износостойкий слой выполнен на наружной поверхности режущих лезвий. Толщина наплавленного слоя составляет 0,04-0,85 от толщины крыла, а ширина составляет 2-30 от толщины наплавленного слоя. Такое конструктивное выполнение позволитповысить срок службы культиваторной лапы при равномерном износе режущей части. 1 з.п. ф-лы, 2 ил.
Изобретение относится к сельскохозяйственному машиностроению, в частности к орудиям для обработки почвы, и может быть использовано при изготовлении и ремонте культиваторных лап паровых и междурядных культиваторов.
Известна культиваторная лапа, у которой на краю режущих лезвий нанесен наплавкой износостойкий слой [1]. Недостатком известной лапы является ее низкая стойкость.
Наиболее близкой к заявляемой является культиваторная лапа, содержащая держатель и два крыла с наплавленными износостойким слоем режущими лезвиями
[2]. Недостатком известной конструкции лапы является ее низкая стойкость, т.к. в ней не регламентировано соотношение размеров наплавленного слоя с толщиной металла лапы.
Технический результат изобретения - повышение срока службы культиваторной лапы при равномерном износе режущей части.
Технический результат достигается тем, что в культиваторной лапе, содержащей держатель и два крыла с наплавленными износостойким слоем режущими лезвиями, наплавленный износостойкий слой выполнен на наружной поверхности режущих лезвий, толщина наплавленного слоя составляет 0,04-0,85 от толщины крыла, а ширина составляет 2-30 от толщины наплавленного слоя, причем наплавленный слой наряду с другими легирующими элементами содержит по массе 1,0-6,5% углерода и 2,5-45,0% хрома.
На фиг.1 изображена культиваторная лапа, вид сверху; на фиг.2 - сечение А-А на фиг.1. Культиваторная лапа состоит из держателя 1 и двух крыльев 2 толщиной δ с наплавленным слоем 3 толщиной h и шириной l, расположенным на наружной поверхности вдоль края крыльев (лезвий).
Нанесение на наружную поверхность лезвия износостойкого слоя обеспечивает его самозатачивание. Самозатачивающееся лезвие состоит из двух слоев, материалы которых значительно отличаются по износостойкости. Режущий слой в заявленной лапе выполнен из более износостойкого наплавленного металла. Второй слой, выполненный из относительно мягкого, вязкого материала (например, стали 65Г), является несущим; его назначение - предохранять режущий слой от поломок. Как правило, лапы культиваторов изготавливают из стали 20, стали 65Г и аналогичных сталей. Эти стали хорошо поддаются штамповке, горячей ковке и механической обработке твердосплавным режущим инструментом, при этом они обладают относительно невысокой износостойкостью по сравнению с более легированными сталями и сплавами. Во время работы лезвия износостойкий слой должен постоянно выступать на лезвии и резать почву (сорные растения или другие сельскохозяйственные материалы). В процессе работы лапы самозатачивающееся лезвие должно сохранять достаточную остроту профиля. Сама форма профиля двухслойного лезвия, получающаяся при изнашивании, как показали исследования, зависит от износостойкости материалов слоев и соотношения толщины крыла культиваторной лапы и размеров наплавленного износостойкого шва.
Установлено, что оптимальное самозатачивание лезвия обеспечивается при толщине наплавленного слоя h, равной 0,04-0,85 от толщины крыла δ. Если это соотношение будет меньше, то основной металл лезвия будет изнашиваться медленнее, начнет затупляться лезвие, что приведет к снижению качества и производительности обработки почвы. При превышении верхнего значения соотношения, наоборот, из-за малой толщины основной металл лезвия будет изнашиваться быстро, обнажится износостойкий слой, и он начнет крошиться.
Отсутствие выкрашивания наплавленного слоя лезвий и оптимальное самозатачивание обеспечивается при ширине наплавленного слоя l, равной 2-30 от толщины h наплавленного слоя. При меньшем значении соотношения ширина наплавленного слоя резко уменьшается, что приводит к снижению стойкости лапы. При превышении верхнего значения наблюдается более интенсивный износ основного металла лезвия, по сравнению с ненаплавленным, излишне обнажается износостойкий слой, что приводит к его выкрашиванию.
Наплавка износостойкого слоя на наружную поверхность лезвий повышает износостойкость лапы за счет того, что при этом наблюдается равномерный износ нижней части лезвия под подрезанным слоем почвы, а верхний поднятый слой скользит по износостойкому слою. За счет равномерного износа сохраняется острота режущей кромки и ее стойкость на излом и выкрашивание.
Выполнение износостойкого наплавленного слоя на лезвиях из сплава с содержанием по массе 1,0-6,5% углерода и 2,5-45,0% хрома, обеспечивает улучшенное самозатачивание (сохранение оптимального профиля лезвия) за счет ускоренного изнашивания металла крыла и замедленного изнашивания наплавленного режущего слоя. При меньшем содержании углерода и хрома ускоряется процесс изнашивания наплавленного слоя, а при большем - резко увеличивается хрупкость наплавленного металла и повышается его склонность к выкрашиванию.
При выполнении культиваторной лапы с остро заточенными лезвиями и последующей наплавкой на наружную часть лезвий износостойкого шва, возможно упрочнение (подкалка) основного металла, что снижает скорость процесса самозатачивания на этом участке. В этом случае износостойкий наплавленный слой может быть выполнен на некотором расстоянии от края лезвия, как правило, не превышающем ширину износостойкого наплавленного слоя.
Пример. Культиваторная лапа выполнена горячим прессованием из стали 65Г и состоит из держателя 1 и двух крыльев 2 толщиной 6 мм с наплавленным слоем 3 толщиной 2 мм, что составляет 0,33 от толщины крыла и шириной 25 мм, что составляет 12,5 от толщины наплавленного слоя. Наплавленный слой расположен на наружной поверхности вдоль края крыльев (лезвий). Наплавка выполнена плазменно-порошковым способом сплавом следующего состава, мас.%: углерод 2,5; хром 20,5; молибден 1,5; кремний 1,1; марганец 1,2; железо - остальное. При эксплуатации такой лапы в первую очередь изнашивается основной металл - сталь 65Г, обнажается наплавленный слой, в результате проявляется эффект самозатачивания. В связи с установлением соотношения между толщиной крыла и размерами наплавленного слоя, при рекомендованном содержании в наплавленном металле углерода и хрома, наблюдается сохранение самозатачивания лапы до полного износа наплавленного слоя. Срок службы лап возрастает в 2-4 раза при равномерном изнашивании и отсутствии выкрашивания, снижается расход топлива, улучшается качество обработки почвы.
Источники информации
1. Патент РФ №2216138, МПК А01В 35/20. Опубл. 20.11.2003.
2. Патент РФ №2070363, МПК А01В 35/00. Опубл. 20.12.1996.
Формула изобретения
1. Культиваторная лапа, содержащая держатель и два крыла с наплавленными износостойким слоем режущими лезвиями, отличающаяся тем, что наплавленный износостойкий слой выполнен на наружной поверхности режущих лезвий, причем толщина наплавленного слоя составляет 0,04-0,85 от толщины крыла, а ширина составляет 2-30 от толщины наплавленного слоя.
2. Культиваторная лапа по п.1, отличающаяся тем, что наплавленный слой наряду с другими легирующими элементами содержит по массе 1,0-6,5% углерода и 2,5-45,0% хрома.
| РОССИЙСКАЯ ФЕДЕРАЦИЯ  ФЕДЕРАЛЬНАЯ СЛУЖБА ПО ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ | (19)RU(11)2 758 645(13)C1 | |||||||
| ||||||||
(12) ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУ
| Статус: Пошлина: | действует (последнее изменение статуса: 10.11.2021) Установленный срок для уплаты пошлины за 3 год: с 18.11.2021 по 17.11.2022. При уплате пошлины за 3 год в дополнительный 6-месячный срок с 18.11.2022 по 17.05.2023 размер пошлины увеличивается на 50%. |
| (21)(22) Заявка: 2020137894, 17.11.2020 (24) Дата начала отсчета срока действия патента: 17.11.2020 Дата регистрации: 01.11.2021 Приоритет(ы): (22) Дата подачи заявки: 17.11.2020 (45) Опубликовано: 01.11.2021 Бюл. № 31 (56) Список документов, цитированных в отчете о поиске: RU 2460810 C1, 10.09.2012. RU 2270259 C2, 20.02.2006. RU 2414514 C1, 20.03.2011. АСКИНАЗИ Б. М. Упрочнение и восстановление деталей электромеханической обработкой, Москва, Машиностроение, 1989. EP 941646 A1, 15.09.1999. Адрес для переписки: 432000, г. Ульяновск, б-р Новый Венец, 1, ФГБОУ ВО Ульяновский ГАУ, патентоведу на N 20-161 | (72) Автор(ы): Курдюмов Владимир Иванович (RU), Яковлев Сергей Александрович (RU), Яковлева Людмила Сергеевна (RU), Романов Денис Борисович (RU) (73) Патентообладатель(и): Федеральное государственное бюджетное образовательное учреждение высшего образования "Ульяновский государственный аграрный университет имени П.А. Столыпина" (RU) |
(54) СПОСОБ УПРОЧНЕНИЯ РЕЖУЩИХ ЧАСТЕЙ КУЛЬТИВАТОРНЫХ ЛАП ТОЧЕЧНОЙ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКОЙ
(57) Реферат:
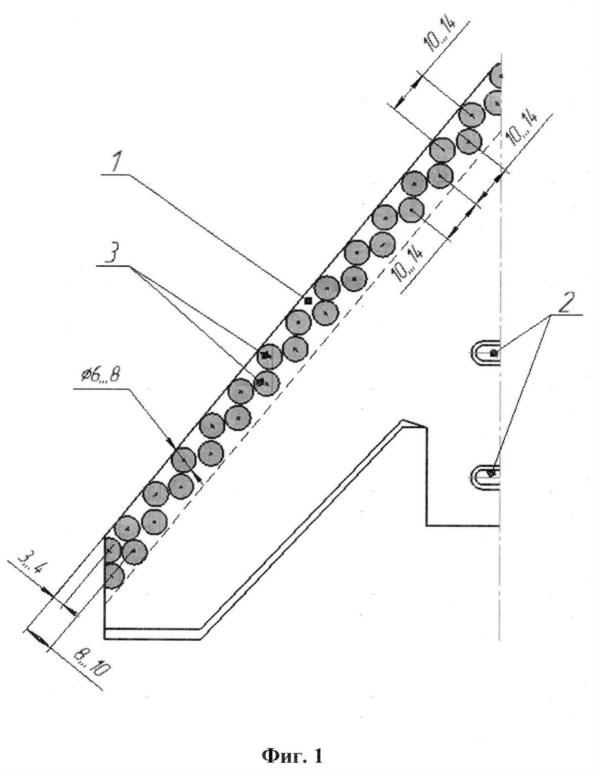
Изобретение относится к способу упрочнения режущих частей культиваторной лапы точечной электромеханической обработкой. Способ включает электромеханическую обработку поверхности режущих частей культиваторной лапы путем создания усилия прижима и плотностью тока до 109 А/м2 с образованием зон упрочнения на глубину до 3 мм. Обработку проводят вдоль режущей части лапы участками диаметром 6-8 мм в два ряда, причем центры участков в рядах находятся на одной линии от края режущих частей культиваторной лапы на расстоянии 3-4 мм для первого ряда, на расстоянии 8-10 мм для второго ряда и на расстоянии 10-14 мм между соседними участками в рядах. Техническим результатом изобретения является повышение долговечности культиваторных лап за счет повышения прочности, твердости и износостойкости к абразивному изнашиванию режущих лезвий с обеспечением эффектов самозатачивания и формирования пилообразного лезвия в процессе работы изделий. 1 ил.
Изобретение относится к области металлообработки, касается методов поверхностного упрочнения рабочих органов сельскохозяйственной техники электромеханической обработкой с целью повышения их долговечности при абразивном износе.
Известны способы упрочнения рабочих органов сельскохозяйственной техники, (см. Технология ремонта машин / Под ред. Е.А. Пучина. - М.: КолосС, 2007. - 487 с) при которых применяют наплавку их поверхности металлами и сплавами, имеющими повышенные прочностные свойства, что повышает их износостойкость и обеспечивает эффект самозатачивания. Однако при наплавках применение дополнительных материалов значительно увеличивает стоимость изделий, сильное термическое влияние на металл приводит к значительным деформациям деталей.
Известен способ упрочнения деталей из среднеуглеродистых и высокоуглеродистых сталей (Патент № 2270259 принят за прототип), включающий упрочнение путем кратковременного высокотемпературного воздействии тока силой 16 кА с нанесением на поверхность детали пятен контакта в шахматном порядке или по линиям армирования.
В результате применения этого способа формируются точечные упрочненные участки, что повышает износостойкость деталей, не требуется дальнейшей механической обработки и расхода дополнительных материалов. Однако данный метод не обеспечивает эффекта самозатачивания, износостойкость повышается частично, так как упрочнению подвергаются лишь небольшие участки.