Файл: Отчет по учебной слесарной практике уп. 04. 01 Пм. 04. Выполнение Работ по одной или нескольких процессиям рабочего, должности служащего.docx
Добавлен: 12.12.2023
Просмотров: 269
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
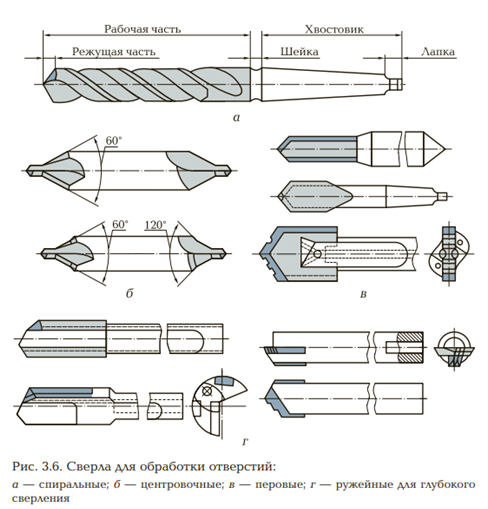
: Сверло — режущий инструмент, предназначенный для сверления отверстий в различных материалах. Свёрла могут также применяться для рассверливания.
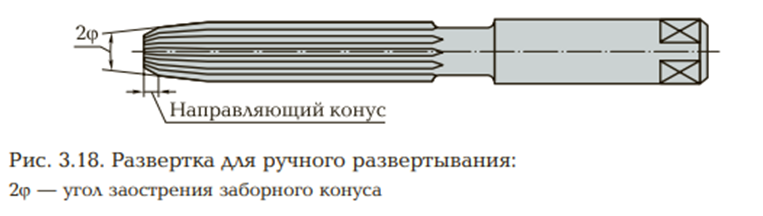
Развёртка – режущий инструмент, который нужен для окончательной обработки отверстий после сверления, зенкерования или растачивания. Развёртыванием достигается точность до 6-9 квалитета и шероховатость поверхности до Ra = 0,32…1,25 мкм.
Зенковка – многолезвийный режущий инструмент для обработки отверстий в деталях с целью получения конических или цилиндрических углублений, опорных плоскостей вокруг отверстий или снятия фасок центровых отверстий. Применяется для обработки просверлённых отверстий под головки болтов, винтов и заклёпок.
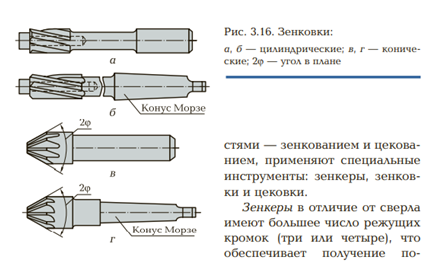
Зенковки: а, б – цилиндрические; в, г – конические.
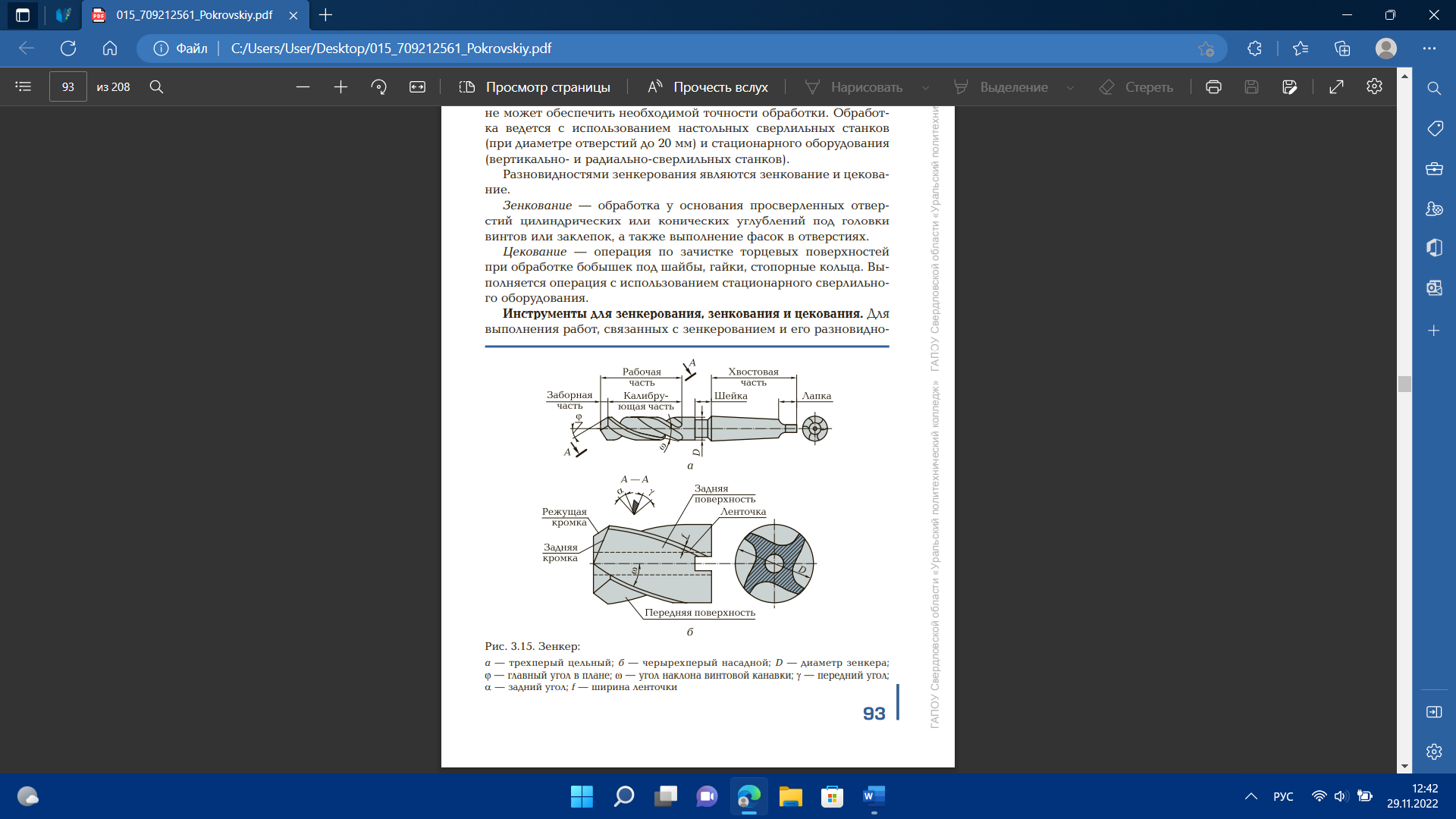
Зенкер – многолезвийный (3 и более режущих кромок) режущий инструмент для обработки цилиндрических и конических отверстий в деталях с целью увеличения их диаметра, повышения качества поверхности и точности.
Цековка – режущий инструмент для обработки отверстий в деталях с целью получения цилиндрических углублений, опорных плоскостей вокруг отверстий или снятия фасок центровых отверстий. Применяется для обработки просверлённых отверстий под головки болтов, винтов и заклёпок.

Цековка
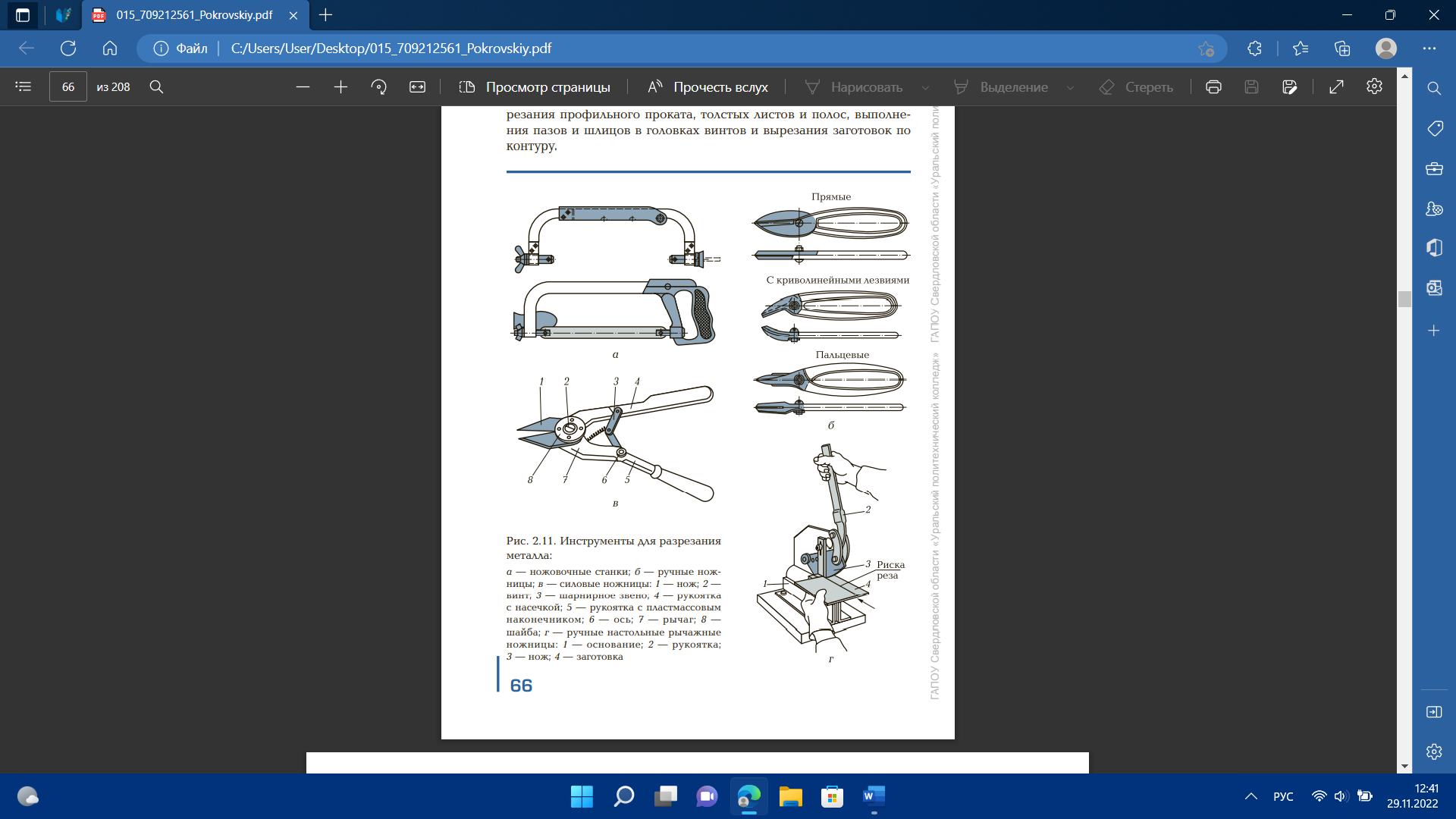
Для резки металла: Ножовка по металлу – разновидность пилы для разрезания металлических заготовок. Состоит из ножовочной рамки и ножовочного полотна. Ручные слесарные ножовки предназначены для разрезания профильного проката, толстых листов и полос, выполнения пазов и шлицов в головках винтов и вырезания заготовок по контуру.
Ручные ножницы изготавливают прямыми, с криволинейными и пальцевыми лезвиями, правыми и левыми. Они предназначены для разрезания листовой стали толщиной до 0,7 мм, листовой меди и латуни толщиной до 1,5 мм.
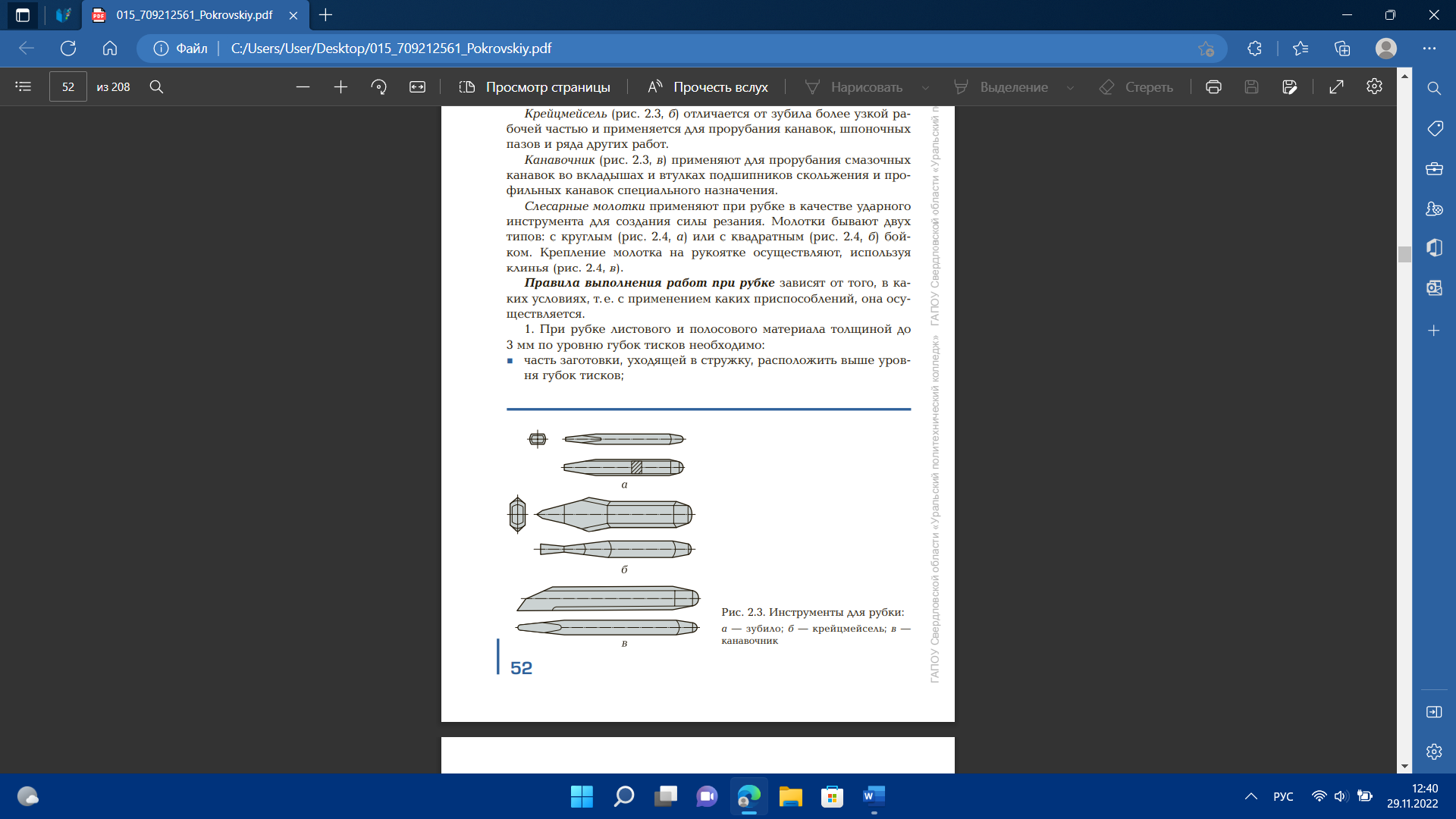
Для рубки металла: Слесарное зубило предназначено для удаления слоя материала с плоской поверхности и разрубания на части листового, полосового и профильного проката. Рабочая часть зубила затачивается с различными углами заострения, выбор которых зависит от обрабатываемого материала (чугун и бронза – 70°; сталь средней твердости – 60°; латунь и медь – 45°; алюминиевые сплавы – 35°).
Крейцмейсель отличается от зубила более узкой рабочей частью и применяется для прорубания канавок, шпоночных пазов и ряда других работ.
Канавочник применяют для прорубания смазочных канавок во вкладышах и втулках подшипников скольжения и профильных канавок специального назначения.
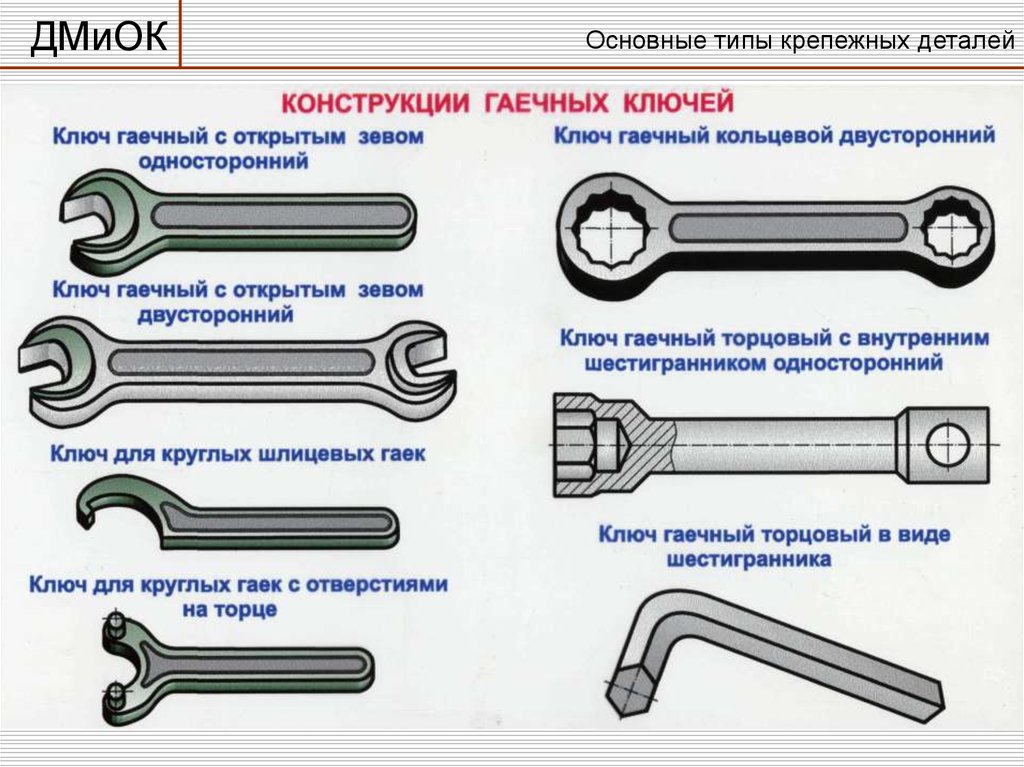
Для сборки резьбовых соединений: Гаечный ключ – инструмент для соединения (рассоединения) резьбового соединения путём закручивания (раскручивания) болтов, гаек и других деталей.
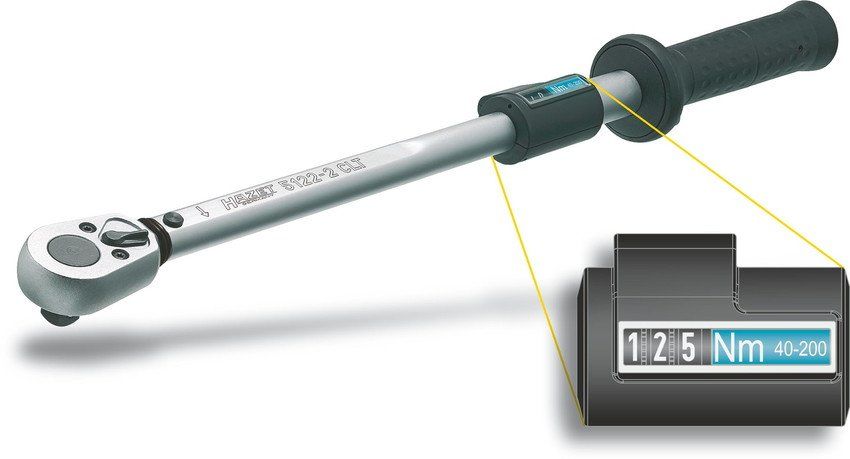
Динамометрический ключ – гаечный ключ со встроенным динамометром. Это прецизионный инструмент для затяжки резьбовых соединений с точно заданным моментом.
Трубный ключ – разновидность разводного ключа, используемая для вращения или фиксации труб и других деталей произвольной формы; от обычных разводных ключей отличается тем, что трубный ключ обжимает деталь, и, потому, не требователен к наличию шлицев или фасок.

Трубный ключ
Отвёртка – ручной слесарный монтажный инструмент, предназначенный для завинчивания и отвинчивания крепёжных изделий с резьбой.

Отвёртки
Шарнирно-губцевой инструмент: Пассатижи – это слесарно-монтажный инструмент, который предназначен для захвата и зажима деталей разной формы, в том числе труб.

Плоскогубцы – слесарный инструмент из категории шарнирно-губцевых. Определяются наличием плоских губок с засечками, предотвращающими скольжение удерживаемой детали.
Круглогубцы – щипцы с круглыми в сечении концами (губками).
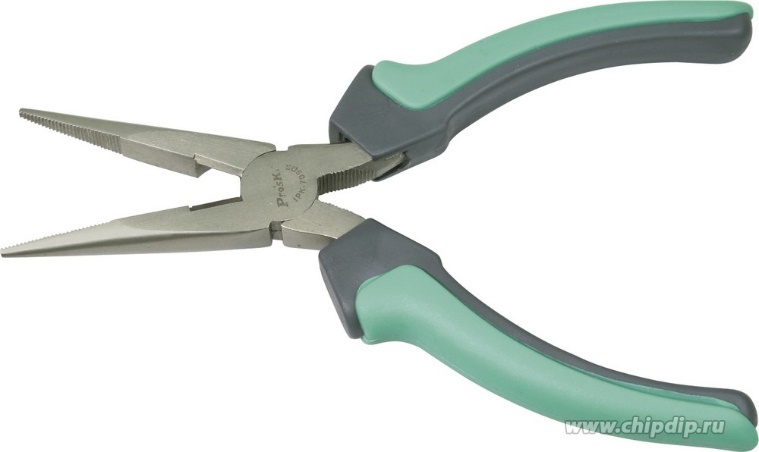
Плоскогубцы и круглогубцы применяют при гибке профильно-
го проката толщиной менее 0,6 мм и проволоки
Щипцы – общее название столярного, слесарно-монтажного в виде двух раздвигающихся на шарнире плоских или полукруглых концов (губ, щёк) с рукоятками, используемых для сжимания, схватывания, выдёргивания.

Тиски – слесарное или столярное приспособление для фиксирования детали при различных видах обработки (пиление, сверление и т. д.).
Стуловые тиски предназначены для выполнения тяжелых работ, связанных с большими ударными нагрузками, например рубка, клепка, гибка, и имеют весьма ограниченную область применения.
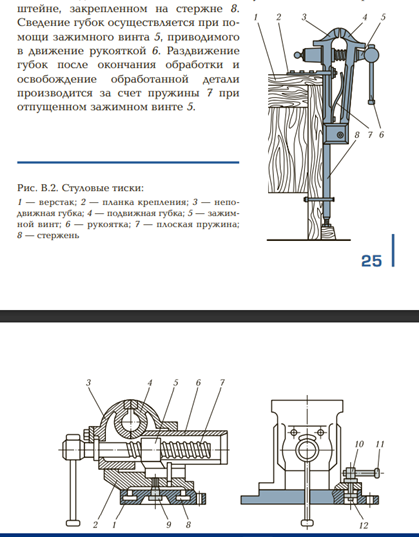
Стуловые тиски: 1 – верстак; 2 – планка крепления; 3 – неподвижная губка; 4 – подвижная губка; 5 – зажимной винт; 6 – рукоятка; 7 – плоская пружина; 8 – стержень.
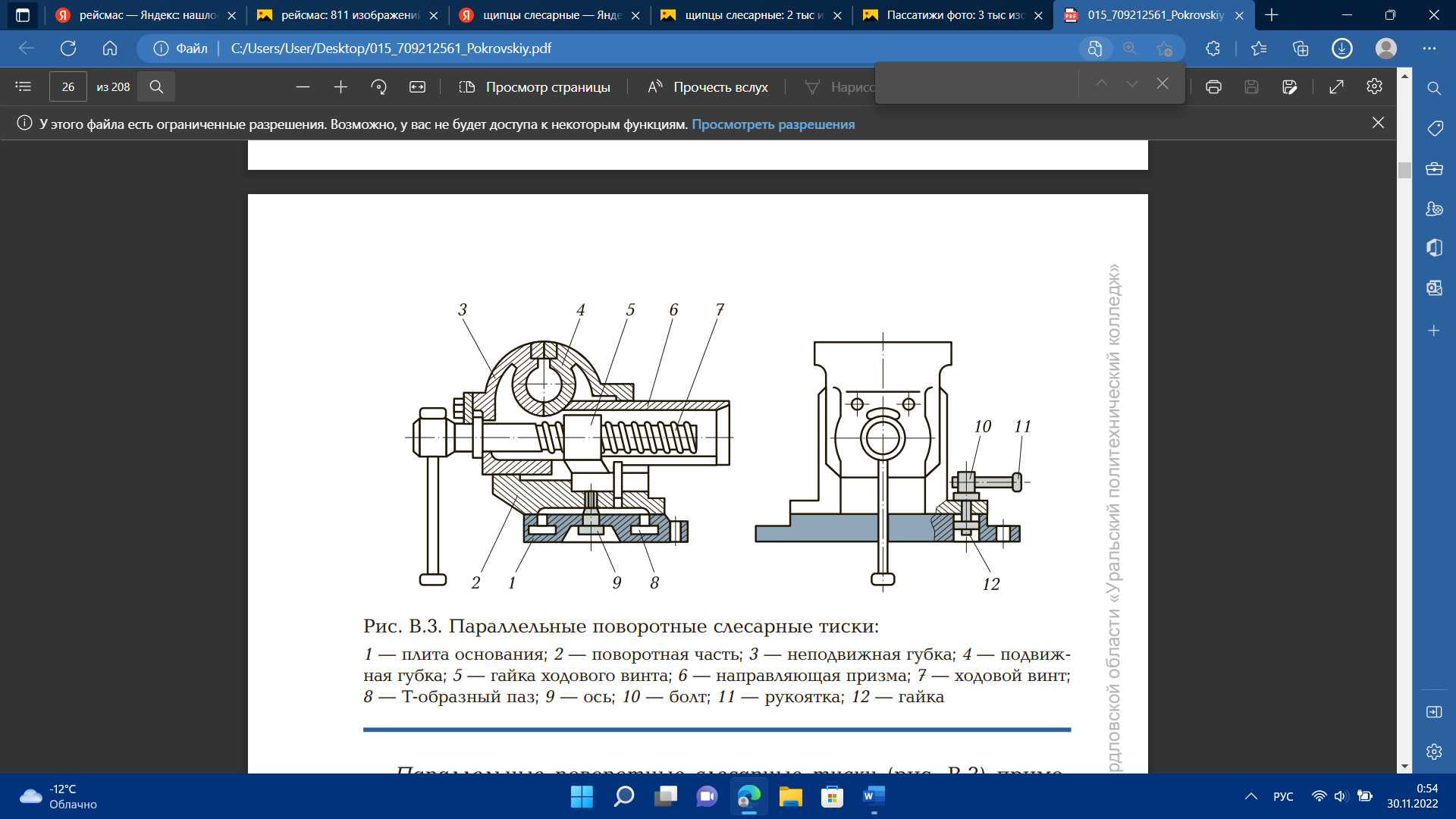
Параллельные поворотные слесарные тиски применяют наиболее часто. Параллельными их называют потому, что при перемещении подвижной губки она во всех положениях остается параллельной неподвижной губке. Тиски состоят из плиты основания и поворотной части. Передвижение подвижной губки обеспечивается винтовой парой (ходовой винт и гайка ходового винта), а параллельность этого перемещения — направляющей призмой.
Для обработки металла: Надфили – специальные напильники, применяемые ля обработки мелких заготовок, имеющие малую длину (80; 120 или 160 мм) и форму поперечного сечения, аналогичную форме поперечного сечения напильников.

Надфили
Напильники представляют собой стальные закаленные бруски, на поверхности которых нанесено большое количество насечек или нарезов, образующих режущие зубья. Чем меньше насечек на единицу длины напильника, тем крупнее его зубья.

Напильники: прямоугольный; трёхгранный; полукруглый; квадратный; круглый
Рашпиль – напильник с самой крупной насечкой для опиловки, главным образом, мягких металлов, древесины и пластмасс.

Рашпиль
ПРАКТИЧЕСКАЯ РАБОТА
После прослушивания и изучения текстовой информации, нам была дана задача: изготовить гайку, используя слесарный инструмент
Прежде чем приступить к работе необходимо было сделать эскиз детали (Приложение А, рис №1). Размеры были даны следующие: высота(h) гайки = 15 мм, наружний диаметр(D) гайки = 22, внутренний диаметр(d) гайки = 11 мм (с учетом резьбы).
Когда эскиз детали был готов, нужно было подготовить рабочее место, оборудованное верстаком. Первый этап: нужно надеть спец-одежду, перчатки и слесарные очки. Второй этап: необходимо проверить исправность верстака, тисков, приспособлений, индивидуального освещения и механизмов, используемых в работе. Третий этап: ознакомиться с инструкцией или технологической картой, чертежом и техническими требованиями к предстоящей работе; • отрегулировать высоту тисков по своему росту. Четвёртый этап: проверить наличие и состояние инструментов, материалов и заготовок, используемых в работе. Пятый этап: необходимо было подготовить инструменты и приспособления. Для этого я руководствовался следующими правилами: на рабочем месте должны находиться только те инструменты, материалы и заготовки, которые необходимы для выполнения данной работы; инструменты и материалы, которые рабочий использует часто, должны располагаться ближе к нему.
После правильной организации рабочего места, приступаем к разметке материала(вала). Так как необходимая высота гайки 15 мм, ставлю риску в 17 мм, необходимо это для того, если ножовку поведет в сторону. Разметку проводим с помощью чертилки и листка бумаги.
После закрепления вала в тисках, я приступил к резанью металла, с помощью ножовки. Далее я получил заготовку высотой ±16 мм для того, чтобы довести заготовку до нужного размера, я начал производить опиливание. Когда высота заготовки начала приближаться к 15мм я приступил к пригонке с помощью наждачной бумаги высокой зернистости. После чего, с помощью эскиза, разметил грани на заготовке и приступил к их опиливанию и пригонке. По итогу данных работ я получил гайку без внутреннего диаметра. Последние задачи заключались в разметке центра гайки, кернении, сверлении рассверливании и нарезании резьбы с помощью метчика и воротка. По окончании работы я получил гайку с размерами, соответствующими эскизу.
21.11.22. Разметка на валу. Резка вала с помощью ножовки по металлу на заготовки. Производили опиливание заготовки. Подгон заготовки под нужные размеры.
22.11.2022. Эскиз детали. Перенос эскиза на заготовку. Опиливание граней.
23.11.2022. Опиливание граней.
24.11.2022. Сверление. Рассверливание. Нарезание внутренней резьбы.
29.11.2022. Шлифовка граней наждачной бумагой.


3. Сверление

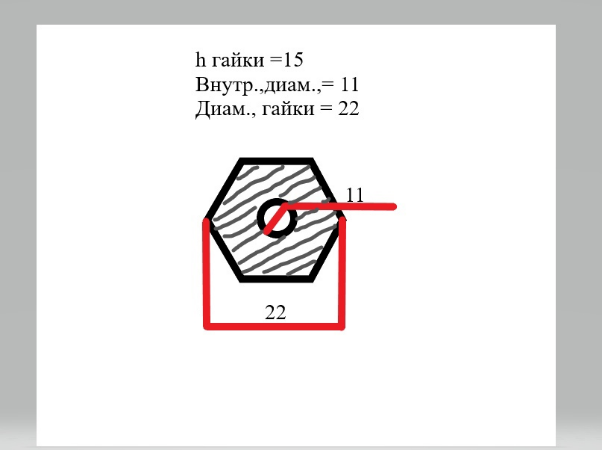







Эскиз гайки
5. Нарезание внутренней резьбы
2. Опиливание заготовки и граней заготовки
1.Резка металла

4. Рассверливание
ЗАКЛЮЧЕНИЕ
Прохождение производственной практики является важным учебного процесса по подготовке специалиста. Во время её прохождения будущий слесарь применяет полученные в процессе обучения знания, умения и навыки на практике.
Развёртка – режущий инструмент, который нужен для окончательной обработки отверстий после сверления, зенкерования или растачивания. Развёртыванием достигается точность до 6-9 квалитета и шероховатость поверхности до Ra = 0,32…1,25 мкм.
Зенковка – многолезвийный режущий инструмент для обработки отверстий в деталях с целью получения конических или цилиндрических углублений, опорных плоскостей вокруг отверстий или снятия фасок центровых отверстий. Применяется для обработки просверлённых отверстий под головки болтов, винтов и заклёпок.
Зенковки: а, б – цилиндрические; в, г – конические.
Зенкер – многолезвийный (3 и более режущих кромок) режущий инструмент для обработки цилиндрических и конических отверстий в деталях с целью увеличения их диаметра, повышения качества поверхности и точности.
Цековка – режущий инструмент для обработки отверстий в деталях с целью получения цилиндрических углублений, опорных плоскостей вокруг отверстий или снятия фасок центровых отверстий. Применяется для обработки просверлённых отверстий под головки болтов, винтов и заклёпок.
Цековка
Для резки металла: Ножовка по металлу – разновидность пилы для разрезания металлических заготовок. Состоит из ножовочной рамки и ножовочного полотна. Ручные слесарные ножовки предназначены для разрезания профильного проката, толстых листов и полос, выполнения пазов и шлицов в головках винтов и вырезания заготовок по контуру.
Ручные ножницы изготавливают прямыми, с криволинейными и пальцевыми лезвиями, правыми и левыми. Они предназначены для разрезания листовой стали толщиной до 0,7 мм, листовой меди и латуни толщиной до 1,5 мм.
Для рубки металла: Слесарное зубило предназначено для удаления слоя материала с плоской поверхности и разрубания на части листового, полосового и профильного проката. Рабочая часть зубила затачивается с различными углами заострения, выбор которых зависит от обрабатываемого материала (чугун и бронза – 70°; сталь средней твердости – 60°; латунь и медь – 45°; алюминиевые сплавы – 35°).
Крейцмейсель отличается от зубила более узкой рабочей частью и применяется для прорубания канавок, шпоночных пазов и ряда других работ.
Канавочник применяют для прорубания смазочных канавок во вкладышах и втулках подшипников скольжения и профильных канавок специального назначения.
Для сборки резьбовых соединений: Гаечный ключ – инструмент для соединения (рассоединения) резьбового соединения путём закручивания (раскручивания) болтов, гаек и других деталей.
Динамометрический ключ – гаечный ключ со встроенным динамометром. Это прецизионный инструмент для затяжки резьбовых соединений с точно заданным моментом.
Трубный ключ – разновидность разводного ключа, используемая для вращения или фиксации труб и других деталей произвольной формы; от обычных разводных ключей отличается тем, что трубный ключ обжимает деталь, и, потому, не требователен к наличию шлицев или фасок.
Трубный ключ
Отвёртка – ручной слесарный монтажный инструмент, предназначенный для завинчивания и отвинчивания крепёжных изделий с резьбой.
Отвёртки
Шарнирно-губцевой инструмент: Пассатижи – это слесарно-монтажный инструмент, который предназначен для захвата и зажима деталей разной формы, в том числе труб.
Плоскогубцы – слесарный инструмент из категории шарнирно-губцевых. Определяются наличием плоских губок с засечками, предотвращающими скольжение удерживаемой детали.
Круглогубцы – щипцы с круглыми в сечении концами (губками).
Плоскогубцы и круглогубцы применяют при гибке профильно-
го проката толщиной менее 0,6 мм и проволоки
Щипцы – общее название столярного, слесарно-монтажного в виде двух раздвигающихся на шарнире плоских или полукруглых концов (губ, щёк) с рукоятками, используемых для сжимания, схватывания, выдёргивания.
Тиски – слесарное или столярное приспособление для фиксирования детали при различных видах обработки (пиление, сверление и т. д.).
Стуловые тиски предназначены для выполнения тяжелых работ, связанных с большими ударными нагрузками, например рубка, клепка, гибка, и имеют весьма ограниченную область применения.
Стуловые тиски: 1 – верстак; 2 – планка крепления; 3 – неподвижная губка; 4 – подвижная губка; 5 – зажимной винт; 6 – рукоятка; 7 – плоская пружина; 8 – стержень.
Параллельные поворотные слесарные тиски применяют наиболее часто. Параллельными их называют потому, что при перемещении подвижной губки она во всех положениях остается параллельной неподвижной губке. Тиски состоят из плиты основания и поворотной части. Передвижение подвижной губки обеспечивается винтовой парой (ходовой винт и гайка ходового винта), а параллельность этого перемещения — направляющей призмой.
Для обработки металла: Надфили – специальные напильники, применяемые ля обработки мелких заготовок, имеющие малую длину (80; 120 или 160 мм) и форму поперечного сечения, аналогичную форме поперечного сечения напильников.
Надфили
Напильники представляют собой стальные закаленные бруски, на поверхности которых нанесено большое количество насечек или нарезов, образующих режущие зубья. Чем меньше насечек на единицу длины напильника, тем крупнее его зубья.
Напильники: прямоугольный; трёхгранный; полукруглый; квадратный; круглый
Рашпиль – напильник с самой крупной насечкой для опиловки, главным образом, мягких металлов, древесины и пластмасс.
Рашпиль
ПРАКТИЧЕСКАЯ РАБОТА
После прослушивания и изучения текстовой информации, нам была дана задача: изготовить гайку, используя слесарный инструмент
Прежде чем приступить к работе необходимо было сделать эскиз детали (Приложение А, рис №1). Размеры были даны следующие: высота(h) гайки = 15 мм, наружний диаметр(D) гайки = 22, внутренний диаметр(d) гайки = 11 мм (с учетом резьбы).
Когда эскиз детали был готов, нужно было подготовить рабочее место, оборудованное верстаком. Первый этап: нужно надеть спец-одежду, перчатки и слесарные очки. Второй этап: необходимо проверить исправность верстака, тисков, приспособлений, индивидуального освещения и механизмов, используемых в работе. Третий этап: ознакомиться с инструкцией или технологической картой, чертежом и техническими требованиями к предстоящей работе; • отрегулировать высоту тисков по своему росту. Четвёртый этап: проверить наличие и состояние инструментов, материалов и заготовок, используемых в работе. Пятый этап: необходимо было подготовить инструменты и приспособления. Для этого я руководствовался следующими правилами: на рабочем месте должны находиться только те инструменты, материалы и заготовки, которые необходимы для выполнения данной работы; инструменты и материалы, которые рабочий использует часто, должны располагаться ближе к нему.
После правильной организации рабочего места, приступаем к разметке материала(вала). Так как необходимая высота гайки 15 мм, ставлю риску в 17 мм, необходимо это для того, если ножовку поведет в сторону. Разметку проводим с помощью чертилки и листка бумаги.
После закрепления вала в тисках, я приступил к резанью металла, с помощью ножовки. Далее я получил заготовку высотой ±16 мм для того, чтобы довести заготовку до нужного размера, я начал производить опиливание. Когда высота заготовки начала приближаться к 15мм я приступил к пригонке с помощью наждачной бумаги высокой зернистости. После чего, с помощью эскиза, разметил грани на заготовке и приступил к их опиливанию и пригонке. По итогу данных работ я получил гайку без внутреннего диаметра. Последние задачи заключались в разметке центра гайки, кернении, сверлении рассверливании и нарезании резьбы с помощью метчика и воротка. По окончании работы я получил гайку с размерами, соответствующими эскизу.
21.11.22. Разметка на валу. Резка вала с помощью ножовки по металлу на заготовки. Производили опиливание заготовки. Подгон заготовки под нужные размеры.
22.11.2022. Эскиз детали. Перенос эскиза на заготовку. Опиливание граней.
23.11.2022. Опиливание граней.
24.11.2022. Сверление. Рассверливание. Нарезание внутренней резьбы.
29.11.2022. Шлифовка граней наждачной бумагой.
3. Сверление
Эскиз гайки
5. Нарезание внутренней резьбы
2. Опиливание заготовки и граней заготовки
1.Резка металла
4. Рассверливание
ЗАКЛЮЧЕНИЕ
Прохождение производственной практики является важным учебного процесса по подготовке специалиста. Во время её прохождения будущий слесарь применяет полученные в процессе обучения знания, умения и навыки на практике.