Файл: Реферат по дисциплине Технология конструкционных материалов.docx
Добавлен: 10.01.2024
Просмотров: 49
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
В промышленности используются также и алюминиевые порошки. Применяются в металлургической промышленности: в алюминотермии, в качестве легирующих добавок, для изготовления полуфабрикатов путём прессования и спекания. Этим методом получают очень прочные детали (шестерни, втулки и др.). Также порошки используются в химии для получения соединений алюминия и в качестве катализатора (например, при производстве этилена и ацетона). Учитывая высокую реакционную способность алюминия, особенно в виде порошка, его используют во взрывчатых веществах и твёрдом топливе для ракет, используя его свойство быстро воспламеняться.
Учитывая высокую стойкость алюминия к окислению, порошок используются в качестве пигмента в покрытиях для окраски оборудования, крыш, бумаги в полиграфии, блестящих поверхностей панелей автомобилей. Также слоем алюминия покрывают стальные и чугунные изделия во избежание их коррозии.
По масштабам применения алюминий и его сплавы занимают второе место после железа (Fe) и его сплавов. Широкое применение алюминия в различных областях техники и быта связано с совокупностью его физических, механических и химических свойств: малой плотностью, коррозионной стойкостью в атмосферном воздухе, высокой тепло- и электропроводностью, пластичностью и сравнительно высокой прочностью. Алюминий легко обрабатывается различными способами — ковкой, штамповкой, прокаткой и др. Чистый алюминий применяют для изготовления проволоки (электропроводность алюминия составляет 65,5% от электропроводности меди, но алюминий более чем в три раза легче меди, поэтому алюминий часто заменяет медь в электротехнике) и фольги, используемой как упаковочный материал. Основная же часть выплавляемого алюминия расходуется на получение различных сплавов. На поверхности сплавов алюминия легко наносятся защитные и декоративные покрытия.
Разнообразие свойств алюминиевых сплавов обусловлено введением в алюминий различных добавок, образующих с ним твердые растворы или интерметаллические соединения. Основную массу алюминия используют для получения легких сплавов — дуралюмина (94% — алюминий, 4% медь (Cu), по 0,5% магний (Mg), марганец (Mn), железо (Fe) и кремний (Si)), силумина (85-90% — алюминий, 10-14% кремний (Si), 0,1% натрий (Na)) и др. В металлургии алюминий используется не только как основа для сплавов, но и как одна из широко применяемых легирующих добавок в сплавах на основе меди (Cu), магния (Mg),железа (Fe), >никеля (Ni) и др.
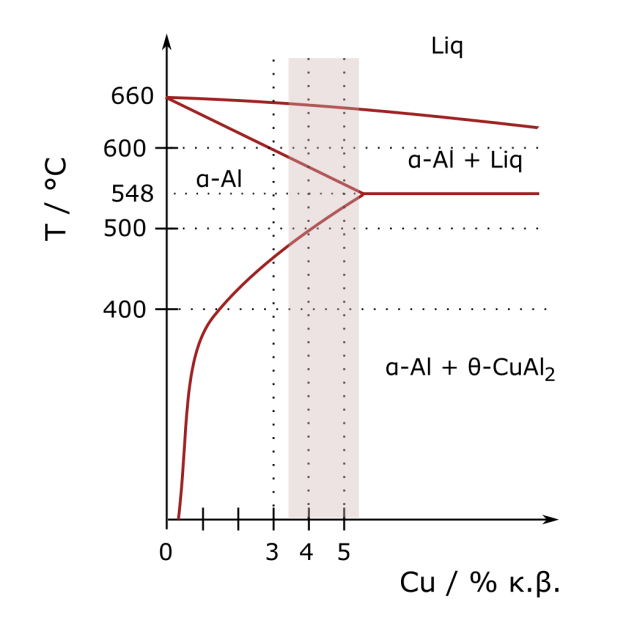
Рис. 3. Бинарная фазовая диаграмма состояния сплавов алюминий-медь
Сплавы алюминия находят широкое применение в быту, в строительстве и архитектуре, в автомобилестроении, в судостроении, авиационной и космической технике. В частности, из алюминиевого сплава был изготовлен первый искусственный спутник Земли. Сплав алюминия и циркония (Zr) – широко применяют в ядерном реакторостроении. Алюминий применяют в производстве взрывчатых веществ.
При обращении с алюминием в быту нужно иметь в виду, что нагревать и хранить в алюминиевой посуде можно только нейтральные (по кислотности) жидкости (например, кипятить воду).
Получение отливок из алюминиевых сплавов
Основная задача, стоящая перед литейным производством в нашей стране, заключается в существенном общем повышении качества отливок, которое должно найти выражение в уменьшении толщины стенок, снижении припусков на механическую обработку и на литниково – питающие системы при сохранении должных эксплуатационных свойств изделий. Конечным итогом этой работ должно быть обеспечение возросших потребностей машиностроения необходимым количеством литых заготовок без существенного роста общего выпуска отливок по массе.
-
Литье в песчаные формы
Из перечисленных выше способов литья в разовые формы наиболее широкое применение при изготовлении отливок из алюминиевых сплавов получило литье в сырые песчаные формы. Это обусловлено невысокой плотностью сплавов, небольшим силовым воздействием металла на форму и низкими температурами литья (680—800С).
Для изготовления песчаных форм используют формовочные и стержневые смеси, приготовленные из кварцевых и глинистых песков (ГОСТ 2138—74), формовочных глин (ГОСТ 3226—76), связующих и вспомогательных материалов.

Рис. 4. Основные элементы литья в песчано – глинистые формы
Тип литниковой системы выбирают с учетом габаритов отливки, сложности ее конфигурации и расположения в форме. Заливку форм для отливок сложной конфигурации небольшой высоты осуществляют, как правило, с помощью нижних литниковых систем. При большой высоте отливок и тонких стенках предпочтительно применение вертикально-щелевых или комбинированных литниковых систем. Формы для отливок малых размеров допустимо заливать через верхние литниковые системы. При этом высота падения струп металла в полость формы не должна превышать 80 мм.
Литники (питатели), как правило, подводят к тонким сечениям (стенкам) отливок рассредоточено по периметру с учетом удобств, их последующего отделения при обработке. Подвод металла в массивные узлы недопустим, так как вызывает образование в них усадочных раковин, повышенной шероховатости и усадочных «провалов» на поверхности отливок. В сечении литниковые каналы чаще всего имеют прямоугольную форму с размером широкой стороны 15—20 мм, а узкой 5—7 мм.
Сплавы с узким интервалом кристаллизации (АЛ2, АЛ4, АЛ), АЛ34, АК9, АЛ25, АЛЗО) предрасположены к образованию концентрированных усадочных раковин в тепловых узлах отливок. Для выведения этих раковин за пределы отливок широко используют установку массивных прибылей. Для тонкостенных (4—5 мм) и мелких отливок масса прибыли в 2—3 раза превышает массу отливок, для толстостенных—до 1,5 раз. Высоту прибыли выбирают в зависимости от высоты отливки. При высоте менее 150 мм высоту прибыли H-приб. принимают равной высоте отливки Нотл. Для более высоких отливок отношение Нприб/Нотл принимают равным 0,3 0,5.
Наибольшее применение при литье алюминиевых сплавов находят верхние открытые прибыли круглого или овального сечения; боковые прибыли в большинстве случаев делают закрытыми. Для повышения эффективности работы прибылей их утепляют, заполняют горячим металлом, доливают. Утепление обычно осуществляют наклейкой на поверхность формы листового асбеста с последующей подсушкой газовым пламенем. Сплавы с широким интервалом кристаллизации (АЛ1, АЛ7, АЛ8, АЛ19, АЛЗЗ) склонны к образованию рассеянной усадочной пористости. Пропитка усадочных пор при помощи прибылей малоэффективна. Поэтому при изготовлении отливок из перечисленных сплавов не рекомендуется применять установку массивных прибылей. Для получения высококачественных отливок осуществляют направленную кристаллизацию, широко используя для этой цели установку холодильников из чугуна и алюминиевых сплавов. Оптимальные условия для направленной кристаллизации создает вертикально-щелевая литниковая система. Для предотвращения газовыделения при кристаллизации и предупреждения образования газо-усадочной пористости в толстостенных отливках широко используют кристаллизацию под давлением 0,4—0,5 МПа. Для этого литейные формы перед заливкой помещают в автоклавы, заливают их металлом и кристаллизуют отливки под давлением воздуха. Для изготовления крупногабаритных (высотой до 2—3 м) тонкостенных отливок используют метод литья с последовательно направленным затвердеванием. Сущность метода состоит в последовательной кристаллизации отливки снизу вверх. Для этого литейную форму устанавливают на стол гидравлического подъемника и внутрь ее опускают нагретые до 500—700°С металлические трубки диаметром 12—20 мм, выполняющие функцию стояков. Трубки неподвижно закрепляют в литниковой чаше и закрывают отверстия в них стопорами. После заполнения литниковой чаши расплавом стопоры поднимают, и сплав по трубкам поступает в литниковые колодцы, соединенные с полостью литейной формы щелевыми литниками (питателями). После того как уровень расплава в колодцах поднимается на 20—30 мм выше нижнего конца трубок, включают механизм опускания гидравлического стола. Скорость опускания принимают такой, чтобы заполнение формы осуществлялось под затопленный уровень и горячий металл непрерывно поступал в верхние части формы. Это обеспечивает направленное затвердевание и позволяет получать сложные отливки без усадочных дефектов.
Заливку песчаных форм металлом ведут из ковшей, футерованных огнеупорным материалом. Перед заполнением металлом ковши со свежей футеровкой сушат и прокаливают при 780—800°С для удаления влаги. Температуру расплава перед заливкой поддерживаю на уровне 720—780 °С. Формы для тонкостенных отливок заполняют расплавами, нагретыми до 730—750 °С, а для толстостенных до 700—720 °С.
-
Литье в гипсовые формы
Литье в гипсовые формы применяют в тех случаях, когда к отливкам предъявляются повышенные требования по точности, чистоте поверхности и воспроизведению мельчайших деталей рельефа. По сравнению с песчаными, гипсовые формы обладают более высокой прочностью, точностью размеров, лучше противостоят воздействию высоких температур, позволяют получать отливки сложной конфигурации с толщиной стенок 1,5 мм по 5—6-му классу точности. Формы изготавливают по восковым или металлическим (латунь, сталь) хромированным моделям. Модельные плиты выполняют из алюминиевых сплавов. Для облегчения удаления моделей из форм поверхность их покрывают тонким слоем керосиново-стеариновой смазки.
Мелкие и средние формы для сложных тонкостенных отливок изготавливают из смеси, состоящей из 80% гипса, 20% кварцевого песка или асбеста и 60—70% воды (от массы сухой смеси). Состав смеси для средних и крупных форм: 30 % гипса, 60 % песка, 10% асбеста, 40—50 % воды. Для замедления схватывания в смесь вводят 1—2 % гашеной извести. Необходимая прочность форм достигается за счет гидратации безводного или полуводного гипса. Для снижения прочности и увеличения газопроницаемости сырые гипсовые формы подвергают гидротермической обработке — выдерживают в автоклаве в течение 6—10 ч под давлением водяного пара 0,13—0,14 МПа, а затем в течение суток на воздухе. После этого формы подвергают ступенчатой сушке при 350-500 °С.
Особенностью гипсовых форм является их низкая теплопроводность. Это обстоятельство затрудняет получение плотных отливок из алюминиевых сплавов с широким интервалом кристаллизации. Поэтому основной задачей при разработке литниково-прибыльной системы для гипсовых форм является предотвращение образования усадочных раковин, рыхлот, оксидных плен, горячих трещин и недоливов тонких стенок. Это достигается применением расширяющихся литниковых систем, обеспечивающих низкую скорость движения расплавов в полости формы, направленным затвердеванием тепловых узлов в сторону прибылей с помощью холодильников, увеличением податливости форм за счет повышения содержания кварцевого песка в смеси. Заливку тонкостенных отливок ведут в нагретые до 100—200°С формы методом вакуумного всасывания, что позволяет заполнять полости толщиной до 0,2 мм. Толстостенные (более 10 мм) отливки получают заливкой форм в автоклавах. Кристаллизация металла в этом случае ведется под давлением 0,4—0,5 МПа.
-
Литье в оболочковые формы
Литье в оболочковые формы целесообразно применять при серийном и крупносерийном производстве отливок ограниченных размеров с повышенной чистотой поверхности, большей размерной точностью и меньшим объемом механической обработки, чем при литье в песчаные формы.
Оболочковые формы изготавливают по горячей (250—300 °С) металлической (сталь, чугун) оснастке бункерным способом. Модельную оснастку выполняют по 4—5-му классам точности с формовочными уклонами от 0,5 до 1,5 %. Оболочки делают двухслойными: первый слой из смеси с 6—10 % термореактивной смолы, второй из смеси с 2 % смолы. Для лучшего съема оболочки модельную плиту перед засыпкой формовочной смеси покрывают тонким слоем разделительной эмульсии (5 % силиконовой жидкости № 5; 3 % хозяйственного мыла; 92 % воды).
Для изготовления оболочковых форм применяют мелкозернистые кварцевые пески, содержащие не менее 96 % кремнезема. Соединение полуформ осуществляют склеиванием на специальных штыревых прессах. Состав клея: 40 % смолы МФ17; 60 % маршалита и 1,5 % хлористого алюминия (катализатор твердения). Заливку собранных форм производят в контейнерах. При литье в оболочковые формы применяют такие же литниковые системы и температурные режимы, как и при литье в песчаные формы.

Рис. 5 . Схема технологического процесса изготовления литейной формы
Малая скорость кристаллизации металла в оболочковых формах и меньшие возможности для создания направленной кристаллизации обусловливают получение отливок с более низкими свойствами, чем при литье в сырые песчаные формы.
-
Литье по выплавляемым моделям
Литье по выплавляемым моделям применяют для изготовления отливок повышенной точности (3—5-ый класс) и чистоты поверхности (4—6-й класс шероховатости), для которых этот способ является единственно возможным или оптимальным.
Модели в большинстве случаев изготавливают из пастообразных парафиностеариновых (1: 1) составов запрессовкой в металлические пресс-формы (литые и сборные) на стационарных или карусельных установках. При изготовлении сложных отливок размерами более 200 мм во избежание деформации моделей в состав модельной массы вводят вещества, повышающие температуру их размягчения (оплавления).
В качестве огнеупорного покрытия при изготовлении керамических форм используют суспензию из гидролизованного этилсиликата (30—-40 %) и пылевидного кварца (70—60 %). Обсыпку модельных блоков ведут прокаленным песком 1КО16А или 1К025А. Каждый слой покрытия сушат на воздухе в течение 10—12 ч или в атмосфере, содержащей пары аммиака. Необходимая прочность керамической формы достигается при толщине оболочки 4—6 мм (4—6 слоев огнеупорного покрытия). Для обеспечения спокойного заполнения формы применяют расширяющиеся литниковые системы с подводом металла к толстым сечениям и массивным узлам. Питание отливок осуществляют обычно от массивного стояка через утолщенные литники (питатели). Для сложных отливок допускается применение массивных прибылей для питания верхних массивных узлов с обязательным заполнением их из стояка.