Файл: Практическая работа по дисциплине Теория резания металлов.odt
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 10.01.2024
Просмотров: 42
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
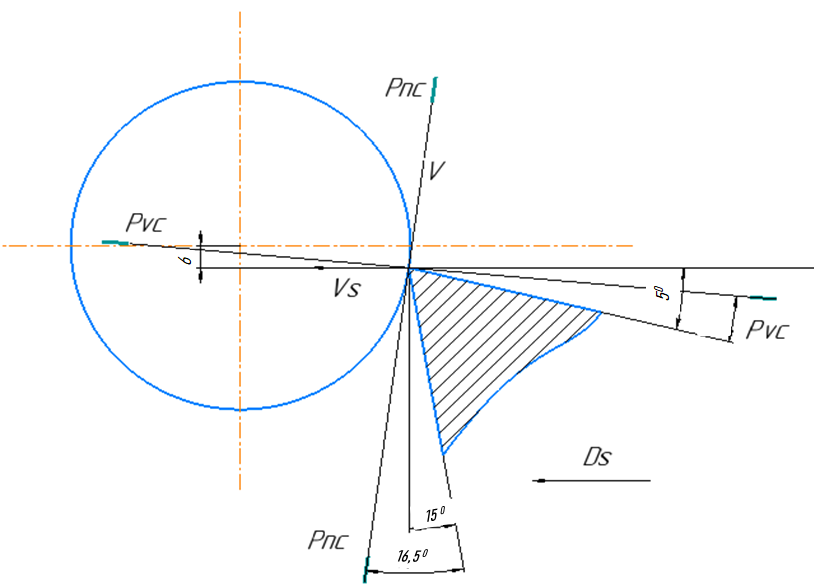
При углах:
| угол | 25 | 30 | 35 | 40 | 45 | 50 | 55 | 60 | 65 | 70 | 75 | 80 |
| Выше оси: | ||||||||||||
| | 16,5 | 14,6 | 13,2 | 12,2 | 11,4 | 10,7 | 10,2 | 9,8 | 9,4 | 9,1 | 8,8 | 8,6 |
| | 3,5 | 5,4 | 6,8 | 7,8 | 8,6 | 9,3 | 9,8 | 10,2 | 10,6 | 10,9 | 11,2 | 11,4 |
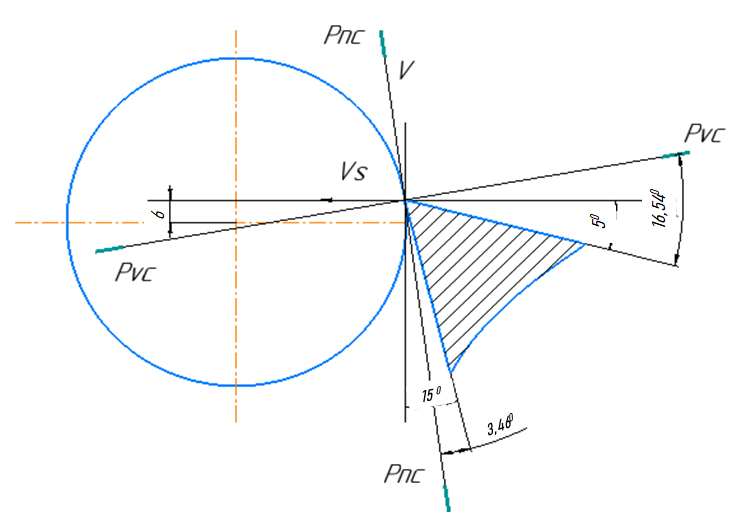
| Ниже оси: | ||||||||||||
| | -6,5 | -4,6 | -3,2 | -2,2 | -1,4 | -0,7 | -0,2 | 0,2 | 0,6 | 0,9 | 1,2 | 1,4 |
| | 26,5 | 24,6 | 23,2 | 22,2 | 21,4 | 20,7 | 20,2 | 19,8 | 19,4 | 19,1 | 18,8 | 18,6 |
3.4 Расчет кинематического заднего угла при заданных величинах смещения и h=0
При установке резца ниже оси заготовки:
При установке резца по оси заготовки:
При установке резца выше оси заготовки:
3.5 Схема обработки
Практическое занятие №4
Протокол исследования
Станок D600
Обрабатываемый материал 38ХМЮА
Инструментальный материал Твердый сплав
Таблица результатов эксперимента
| № эксперимента | Диаметр D0, мм | Глубина t, мм | Подача S, мм/об | Частота вращ. n об/мин | Скорость | Передний угол , град | Угол в плане , град | PZ | PY | Рх | |
| Н | Н | Н | |||||||||
| 1 | 38 | 0,1 | 0,1 | 630 | 75 | +5 | 45 | 110 | 42 | 35 | |
| 2 | 0,5 | 115 | 56 | 51 | |||||||
| 3 | 1 | 165 | 61 | 58 | |||||||
| 4 | 1,5 | 170 | 75 | 66 | |||||||
| 5 | 0,5 | 0,07 | 71 | 40 | 5 | ||||||
| 6 | 0,14 | 100 | 50 | 10 | |||||||
| 7 | 0,28 | 129 | 58 | 13 | |||||||
| 8 | 0,56 | 157 | 70 | 18 | |||||||
| 9 | 0,1 | 200 | 25 | 140 | 45 | 28 | |||||
| 10 | 400 | 50 | 128 | 56 | 33 | ||||||
| 11 | 630 | 75 | 116 | 57 | 52 | ||||||
| 12 | 800 | 100 | 96 | 59 | 57 | ||||||
| 13 | 800 | 75 | -5 | 140 | 48 | 45 | |||||
| 14 | 0 | 125 | 53 | 48 | |||||||
| 15 | +5 | 117 | 56 | 53 | |||||||
| 16 | +10 | 90 | 60 | 57 | |||||||
| 17 | +5 | 15 | 120 | 65 | 70 | ||||||
| 18 | 45 | 115 | 56 | 51 | |||||||
| 19 | 90 | 117 | 45 | 35 | |||||||
Количество оборотов было рассчитано по формуле:
По графику частот оборотов станка, были подобраны максимально ближайшие значения n и занесены в протокол.
Для нахождения силы резания PZ, воспользуемся формулой
где Ср - постоянный коэффициент, зависящий от условий обработки и физико-механических свойств обрабатываемого материала;
x,y,n - показатели степени, учитывающие влияние глубины резания, подачи и скорости резания на силу ;
Kр - общий поправочный коэффициент.
В Справочнике технолога-машиностроителя, том 2 возьмем коэффициенты для обработки точением сталей:
| Сp | xp | yp | np |
| 300 | 1 | 0,75 | -0,15 |
Кмр=
Кφ=0,94
Кλ=1
Кγ=1
Кr=0,93
Формула для нахождения силы подачи PY:
Py= 10∙ Ср∙ tX ∙SY ∙V n ∙KP
Где:
| Сp | xp | yp | np |
| 243 | 0,9 | 0,6 | -0,3 |
Формула для нахождения силы радиальной Px:
Px= 10∙ Ср∙ tX ∙SY ∙V n ∙KP
Где:
| Сp | xp | yp | np |
| 339 | 1 | 0,5 | -0,4 |
При изменении углов воспользуемся поправочными коэффициентами, уточняющие влияние геометрических параметров режущей части инструмента на составляющие силы резания при обработки стали.
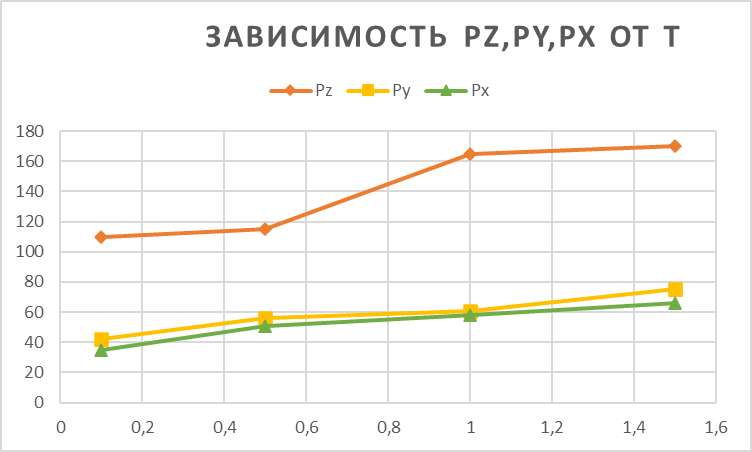
По полученным результатам построим графики :
| t | pz | py | px |
| 0,1 | 112 | 42 | 35 |
| 0,5 | 120 | 56 | 51 |
| 1 | 155 | 61 | 58 |
| 1,5 | 170 | 75 | 66 |
| S | pz | py | px |
| 0,07 | 71 | 40 | 5 |
| 0,14 | 100 | 50 | 10 |
| 0,28 | 129 | 58 | 13 |
| 0,56 | 157 | 70 | 18 |
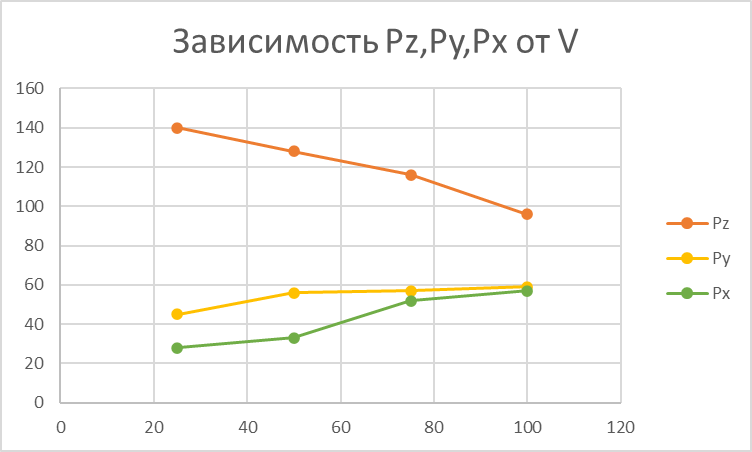
| V | pz | py | px |
| 25 | 140 | 45 | 28 |
| 50 | 128 | 56 | 33 |
| 75 | 116 | 57 | 52 |
| 100 | 96 | 59 | 57 |
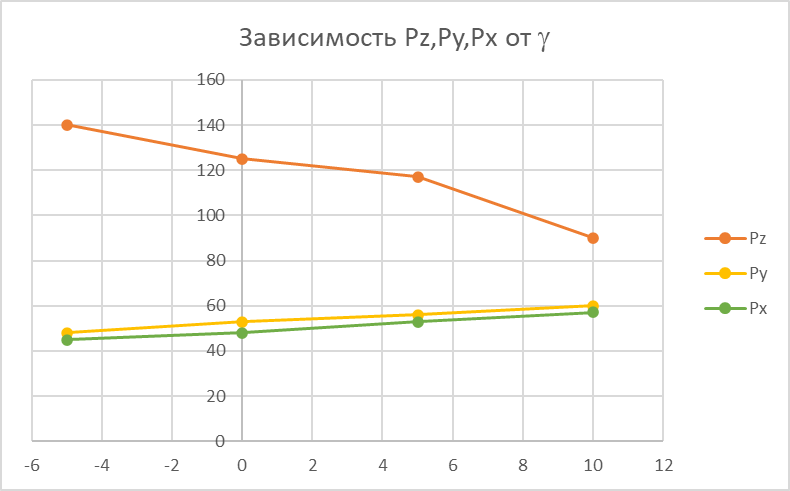
| | pz | py | px |
| -5 | 140 | 48 | 45 |
| 0 | 125 | 53 | 48 |
| 5 | 117 | 56 | 53 |
| 10 | 90 | 60 | 57 |
| | pz | py | px |
| 15 | 120 | 65 | 70 |
| 45 | 115 | 56 | 51 |
| 90 | 117 | 45 | 35 |
