Файл: 1. 1 Cовременные развитие нефтегазоперерабатывающей отрасли.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 10.01.2024
Просмотров: 208
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Если говорить о типе и конструкции реакторов, то следует заметить, что реакторы (а также катализаторы и условия реакций) для гидропереработки тяжелого сырья отличаются от реакторов для гидрообессеривания легкого сырья.
В целом промышленные реакторы гидропереработки можно подразделить на три основные группы:
1) реакторы с неподвижным слоем катализатора (РНС);
2) реакторы с подвижным (движущимся) слоем катализатора (РПС);
3) реакторы с кипящим (псевдоожиженным) слоем катализатора (РКС).
Принципы действия этих трех групп реакторов весьма схожи, однако различаются в некоторых технических деталях .
Ранее РНС применялись исключительно для переработки легкого сырья,такого как бензиновые фракции и легкие дистилляты, но в настоящее время их используют для гидропереработки тяжелых видов сырья, например, кубовых остатков. Если сырье содержит большие количества металлов и других примесей (например, асфальтенов), возможность применения РНС требует особо тщательного изучения, которое должно исходить из цикла службы катализатора. Неплохой альтернативой могут быть РПС и РКС, которые показали надежную работу при переработке такого трудного сырья, как вакуумные остатки. При гидропереработке нефти для сохранения активности и избирательности катализатора критически важен срок его службы. В зависимости от типа нефтяного сырья срок службы катализатора исчисляться месяцами и годами. Отсюда ясно, что на выбор реактора влияет время потери активности катализатора.
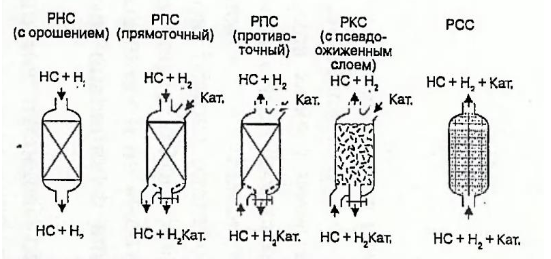
Рисунок 1 – Различные типы реакторов, применяемые для гидроперера-
ботки тяжелых нефтей
В такой системе на входе реактора действует один тип катализатора с
повышенной стойкостью к металлам, а в концевой части – другой тип, обладющий высокой активностью десульфуризации. Для переработки сырья, содержащего от 100 до 150 мг/кг металлов, в течение примерно годичного цикла обычно применяют трехкатализаторную систему, состоящую из слоев ГДМ, сбалансированной ГДМ/ГДС и облагораживания. При переработке сырья с еще более высоким содержанием металлов катализатор ГДМ быстро истощается (насыщается металлом). Чтобы продлить цикл работы до 1 года, Французский институт нефти (IFР) разработал новую концепцию циклически переключаемых реакторов с неподвижным слоем (ЦРНС). Процесс IFР предусматривает работу двух РНС с попеременном циклически переключаемом режиме
, которые обеспечивают бесперебойную работу системы при загрузке или выгрузке катализатора. После циклически переключаемых реакторов обычно задействуется последовательная система, включающая различные реакторы с неподвижным слоем, а также катализаторы ГДС и другие катализаторы гидроочистки. Реакторы с кипящим слоем катализатора. Реакторы с кипящим слоем
(РКС), как и РПС, применяют при переработке трудного сырья с высоким со держанием металлов и асфальтенов, например, вакуумных остатков. Такая пе реработка направлена на преодоление некоторых недостатков РНС. Среди промышленных технологий, использующих РКС, можно указать процессы Н-Оil,Т-Stаr. Эти технологии гидропереработки весьма схожи (в частности, в аспектах общей организации процесса и конструкции реакторов), но различаются в конструктивных деталях на показаны РКС, применяемые в процессах Н- Оil, LС-Fining
.
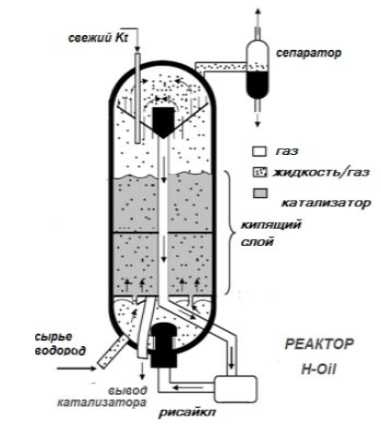
Рисунок 2 – Реакторы с кипящим слоем процессов H-Оil и LС-Fining
Реакторы с суспендированным слоем катализатора. Для гидроперера-
ботки сырья с очень высоким содержанием металлов, направленной на получение низкокипящих продуктов, могут применяться также РСС. Методики, основанные на использовании РСС, сочетают в себе гибкость технологий обеднения углеродом с высокой производительностью, присущей процессам обогащения водородом. При одинаково плотном контакте сырья и катализатора РСС могут эксплуатироваться с меньшей степенью противоточного смешения, чем РКС. В отличие от РНС и РКС, РСС рассчитан на небольшие количества (обычно от 0,1 до 3,0 % масс.) тонкоизмельченного порошка, который представляет собой добавку либо катализатор (или прекурсор катализатора). Катализатор смешивают
с сырьем (тяжелая нефть), и смесь вместе с водородом подают в основание пустотелого реактора. Реактор с суспендированным слоем не имеет внутреннего оборудования.
Процесс со статическим каталитическим слоем аоопраа. Схемы
различных модификаций процессов гидроочистки нефти близки между собой.
Отфильтрованное сырье сначала нагревают в теплообменнике с горячим продуктом реактора, а затем доводят до температуры реакции в печи Обычно водородсодержащий циркулирующий газ смешивают с сырьем перед его подачей в печь. Кроме того, также добавляется свежий водородсодержащий газ. Из печи сырье поступает в ряд реакторов
, содержащих неподвижный слой катализатора. В большинстве случаев используется нисходящий поток сырья через слой катализатора. Катализатор может быть введен в реактор в один слой или в несколько слоев с промежуточными распределителями, к которым подается часть циркулирующего холодного газообразного или жидкого сырья
для ограничения повышения температуры, вызванного экзотермической
реакцией.
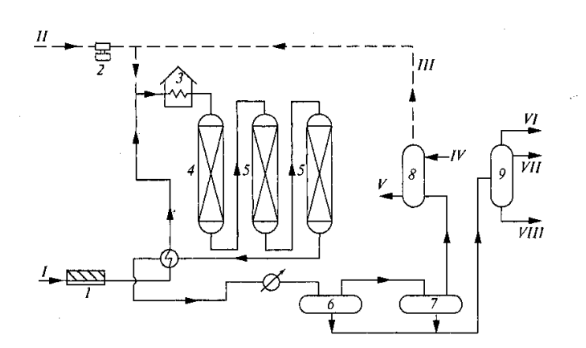
1 – фильтры; 2 – компрессор; 3 – печь; 4 – реактор деметаллизации; 5 – реактор обессеривания; 6
,+30-621 – сепаратор высокого давления; 7 – сепаратор низкого давления; 8 – абсорбер; 9 –фракционирующая колонна Потоки: I – сырье; II – свежий водород; III – циркулирующий водород; IV – регенерированный раствор амина; V – насыщенный раствор амина; VI – топ-
ливный газ и широкая бензиновая фракция; VII – дистиллятные фракции; VIII – широкая остаточная фракция
Рисунок 3 – Принципиальная технологическая схема процесса гидропереработки остаточного сырья в стационарном слое катализатора
Количество охлаждающих потоков регулируется поддержанием изотермического режима во всех слоях катализатора. Количество слоев катализатора определяется количеством выделяющегося тепла, скоростью реакции и необходимостью ограничения повышения температуры до минимума. Выходящий из реакционной зоны гидрат сначала охлаждают в теплообменнике со свежим сырьем, а затем в холодильнике. Жидкий продукт отделяют от растворенных газов в сепараторах высокого и низкого давления. Циркуляционный газ, отделенный в сепараторе, поступает в абсорбер, где удаляется большая часть сероводорода. В некоторых случаях рецикловый газ может подвергаться дополнительной очистке для полного удаления низкокипящих углеводородов. Жидкий продукт из сепаратора направляется в стабилизационную колонну, где удаляются растворенные газы и небольшое количество образующихся в процессе низкокипящих углеводородов. В некоторых случаях требуется дополнительная щелочная или водная промывка жидкого продукта. Гидрат подвергается ректифи-
кации с получением дизельных топливных фракций (фр. 200-350°С), сырья для каталитического крекинга (фр. 350-500°С), сырья для процесса коксования (ост.> 500°С). Процессы гидрообессеривания осуществляют как в одну стадию, так и в две и более стадий (стадий). Количество стадий зависит от качества исходного материала и требований к конечным продуктам. Процесс может осуществляться как без рецикла, так и с рециклом части гидрата для повышения степени очистки получаемых продуктов. В том случае, если деметаллизация используется как отдельная технологическая стадия, для этого используется специальный катализатор с крупными порами и большой площадью поверхности, позволяющий адсорбировать значительную часть металлов, а также другие вредные примеси. Иногда широкопористый слой катализатора помещают в тот же реактор, что и основной катализатор гидрообессеривания (первый слой ниже по по-
току). Такая схема использовалась в процедуре Резид-HDS. В одном варианте
этого способа катализатор деметаллизации заменяют в два раза чаще, чем катализатор гидрообессеривания. Некоторые компании не используют специальный катализатор деметаллизации, а используют катализатор десульфурации, устойчивый к отравлению металлами. Часто параллельно с применением стадии деметаллизации или в случаях, когда такая стадия не используется, используют реактор защиты для защиты основного слоя катализатора гидрообессеривания от засорения механическими примесями (процессы Unicracking, Reside-fining). В процессе гидропереработки остаточного сырья, разработанного во ВНИИНП, применяется предварительная обработка сырья - деметаллизация на специ-
альном адсорбционном катализаторе. Использование стадии деметаллизации
позволяет удалить из сырья 67-70% ванадия и никеля, 30% серы и снизить коксуемость сырья на 30-35%. После стадии десульфурации эти же показатели равны 93-94, 82-83, 65-67% соответственно. При способе «RCD-юнибон» (фирма ЮОПи) степень удаления вредных примесей на стадии предварительной очистки одинакова, %: %. Ниже приводится описание основных процессов гидрогенизационной переработки нефтяных остатков, разработанных за рубежом в промышленных масштабах. «RCD- юнибон» - гидрообессеривание нефтяных остатков (ЮОПи, США). Используются как одностадийные, так и двухстадийные варианты процесса. На 1-й стадии процесса загружают катализатор RCD -8, обладающий высокой стойкостью к отравлению металлами; На 2-й ступени используется катализатор RCD -5А, обладающий повышенной гидрообессеривающей активностью и стабильностью. Катализатор RCD -8 сохраняет высокую десульфурирующую и деметаллизирующую активность (степень десульфурации 65%, степень деметаллизации 65%) даже при содержании металлов на катализаторе 45%. Одноступенчатую схему обессеривания применяют в основном для гидрообессеривания мазутов с глубиной очистки примерно 80 %. Для
обеспечения более глубокой конверсии сырья добавляется вторая стадия, аналогичная первой (используется общая схема циркуляции водорода). В ходе эксплуатации промышленных установок не наблюдается существенного увеличения перепада давления в течение 8-12 месяцев пробега. Температура в реакторе обычно повышается на 30°С.
1.5 Гидроочистка бензиновых фракций
Существуют два направления в гидроочистке бензиновых фракций -гидроочистка прямогонных бензиновых фракций (нафты) и гидрирование бензинов вторичного происхождения, а именно термических и термокаталитических процессов (коксования, висбрекинга, каталитического крекинга и др.)
Гидроочистка прямогонных бензиновых фракций:
На рисунке представлена принципиальная технология гидроочистки бензиновых фракций на стадии подготовки сырья для установки риформинга.
В блоке осуществляются следующие процессы: гидроочистка сырья от серы, отпарка сероводорода и воды из гидрогенизата, очистка циркуляционного и углеводородного газа из гидрогенизата, очистка циркуляционного и углеводородного газа от сероводорода, регенерация раствора моноэтаноламина (МЭА). Сырье из резервуарного парка через фильтр поступает на прием насоса, которым подается на смешение с циркуляционным водородсодержащим газом блока гидроочистки. Газосырьевая смесь (сырье и циркуляционный водородсодержащий газ) проходит межтрубное пространство теплообменника 3, поступает в двухпоточный змеевик конвекционной камеры печи 2, где происходит ее предварительный нагрев за счет тепла уходящих дымовых газов. Далее двумя потоками газосырьевая смесь поступает в камеру радиации печи 2, где нагревается до температуры не выше 360°С. Нагретая в печи газосырьевая смесь поступает в первый реактор гидроочистки 1, а затем последовательно во второй реактор. В качестве топлива для печи 2 используется топливный газ, жидкое топливо (мазут) используется только как резервное.
Из реактора 1 газопродуктовая смесь с температурой не выше 400°С в качестве теплоносителя поступает в трубное пространство подогревателя (рибойлера) 7 отпарной колонны 6 и далее проходит в трубное пространство теплообменника 3 и далее через систему холодильников 4 с температурой не выше 40°С, поступает в сепаратор 5. Существует возможность последовательного и параллельного подключения системы водяных холодильников, а также схема их байпасирования.
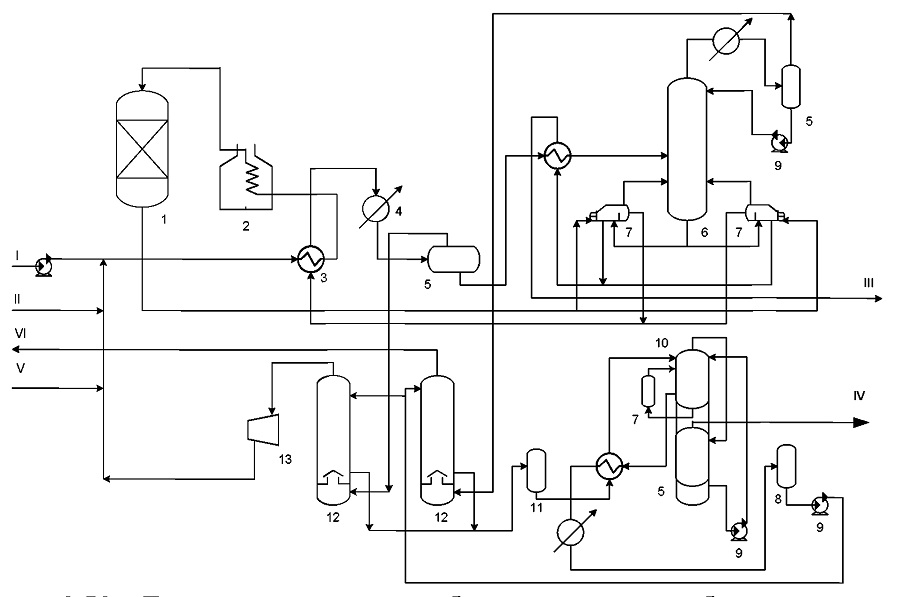
Рисунок - Технологическая схема блока гидроочистки бензина установки риформинга: 1 - реактор; 2 - секционная печь; 3- теплообменник; 4 - холодильник; 5—сепаратор; 6- отпарная колонна; 7—рибойлер; 8 —емкость для регенерированного раствора МЭА; 9- насос; 10- отгонная колонна; 11 - дегазатор; 12 - абсорбер для очистки газов; 13 - компрессор; I - сырье (прямогонный бензин); II - водородсодержащий газ; III - гидроочищенный бензин; IV - сероводород; V - водородсодержащий газ в заводскую сеть;