Файл: И. И. Лаптева, М. А. Колесников неразрушающий контроль деталей вагонов рекомендовано Методическим советом двгупс в качестве учебного пособия Хабаровск Издательство двгупс 2012.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.01.2024
Просмотров: 640
Скачиваний: 6
СОДЕРЖАНИЕ
1. ВИДЫ И МЕТОДЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
2.1. Феррозондовый метод контроля:основные понятия и технология
2.2. Технология контроля деталей рамы тележки грузового вагона модели 18-100 (18-493)
2.4. Магнитопорошковый контроль
3. ВИХРЕТОКОВЫЙ МЕТОД КОНТРОЛЯ
4. ДЕФЕКТОСКОПИЯ ПРОНИКАЮЩИМИ ЖИДКОСТЯМИ
5. УЛЬТРАЗВУКОВАЯ ДЕФЕКТОСКОПИЯ
5.2. Факторы, влияющие на эффективность УЗД
5.4. Принципиальное устройство ультразвукового дефектоскопа
5.5. Способы ввода ультразвука в деталь
5.6. Методы ультразвукового контроля
5.7. Средства настройки дефектоскопа
5.8. Контроль оси на прозвучиваемость (УД2-12)
5.10. Ультразвуковая дефектоскопия колёс
6. АКУСТИКО-ЭМИССИОННЫЙ МЕТОД КОНТРОЛЯ
7. Интроскопический метод контроля
Тестовые задания по дисциплине «Основы технической диагностики»
2.4. Магнитопорошковый контроль
2.4.1. Общие сведения
Магнитопорошковый контроль основан на притяжении магнитных частиц силами неоднородных магнитных полей, возникающих над дефектами в намагниченной детали, с образованием в зонах дефектов индикаторных рисунков в виде скоплений магнитных частиц. Наличие и протяженность индикаторных рисунков регистрируют визуально, а также с помощью оптических приборов или автоматическими устройствами обработки изображения.
Основные положения МПК приведены в ГОСТ 21105-87. Общие требования к средствам и методикам проведения МПК при всех видах планового ремонта вагона на предприятиях ОАО «РЖД» изложены в руководящем документе РД 32.159-2000 [10].
МПК позволяет обнаруживать поверхностные и подповерхностные дефекты типа нарушения сплошности металла: трещины различного происхождения, флокены, закаты, надрывы, волосовины, расслоения, дефекты сварных соединений в деталях, изготовленных из ферромагнитных материалов.
Необходимым условием применения МПК для выявления дефектов является наличие доступа к объекту контроля для намагничивания, обработки индикаторными материалами и оценки качества.
Для обнаружения дефектов данным методом на контролируемые участки намагниченной детали наносят ферромагнитные частицы, имеющие удлиненную форму. в магнитном поле каждая частица намагничивается и становится диполем с четко выраженными магнитными полюсами N и S на концах. Вдали от дефекта магнитное поле однородно. Это означает, что в каждой его точке напряженность Н одинакова по величине и направлению, и взаимодействие полюсов N и S каждой частицы с напряженностью поля дефекта образует пару сил, момент которых разворачивает частицу и устанавливает ее ось по направлению Н.
В зоне дефекта (по обе стороны и над дефектом) поле искажено (рис. 17), оно неоднородно, т. е. напряженность у обращенных к краям дефекта полюсов частицы имеет большее значение, чем у других, поэтому на частицы, кроме вращающих моментов действуют пондеромоторные (магнитные) силы Fм, стремящиеся втянуть их в область с более высоким значением напряженности, что перемещает частицы к краям дефекта, где концентрация магнитных линий наибольшая
 (6)
(6)
где V – объем частицы;
 – магнитная восприимчивость частицы; Нд – напряженность поля над дефектом;
– магнитная восприимчивость частицы; Нд – напряженность поля над дефектом;  – градиент этого поля.
– градиент этого поля.Эффективность МПК зависит от магнитных характеристик материала, формы и размеров объекта, шероховатости его поверхности, наличия и уровня поверхностного упрочнения, толщины немагнитных покрытий, местоположения и ориентации дефектов, напряженности магнитного поля и его распределения на поверхности дефектов, угла между направлением намагничивающего поля и плоскости дефектов, свойств магнитного индикатора и способа его нанесения на объект контроля, а также способа и условий регистрации индикаторного рисунка выявляемых дефектов. Основное значение здесь имеют напряженность и градиент поля. Величина зависит от формы и материала частицы, в частности, если она имеет удлиненную форму, то ее значение тем больше, чем больше отношение длины частицы к размеру ее в поперечнике.
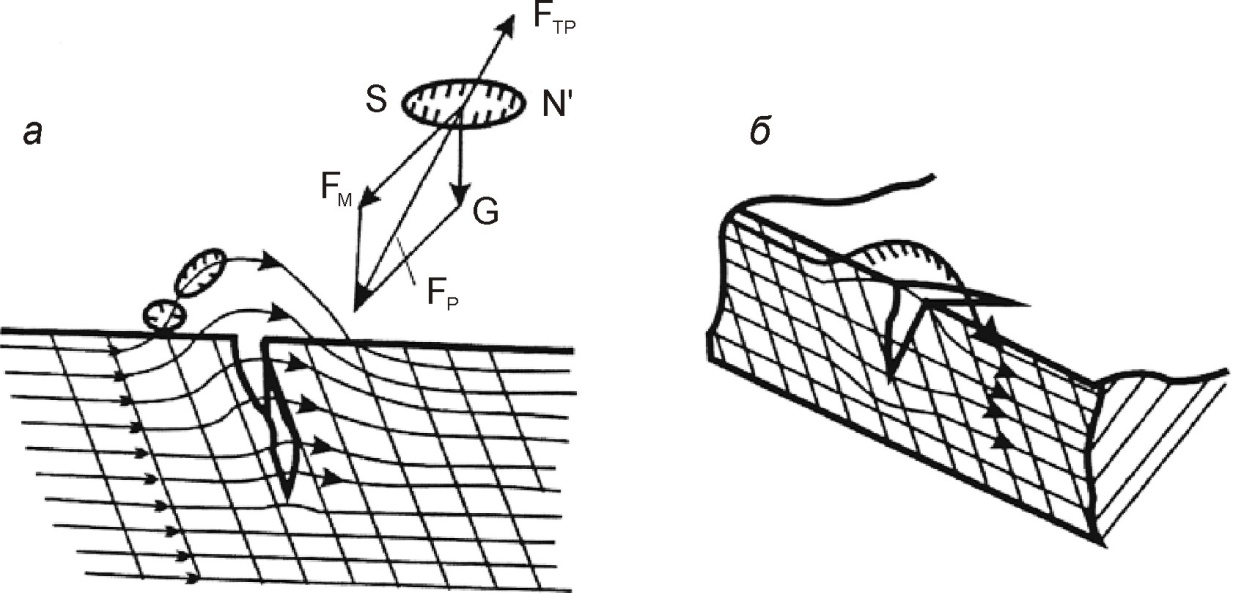
Рис. 17. Магнитопорошковый метод: упрощенная схема сил, действующих на частицу в поле дефекта: а – частица в магнитном поле дефекта; б – магнитное поле внутри ОК
Совокупное действие магнитной силы FМ (рис. 17) и силы тяжести G частицы образует результирующую силу FР. Действие этих сил для перемещения частиц порошка является необходимым условием, а достаточным – их подвижность, которая зависит от сил трения FТР.
Применяют нанесение на контролируемую поверхность ферромагнитного порошка «сухим» способом, «мокрым» (или способом магнитной суспензии) и способом магнитогуммированной пасты. В последних двух способах силы трения значительно уменьшены по сравнению с первым.
При «сухом» способе магнитный порошок наносят распылением или способом воздушной взвеси, когда частицы находятся в воздухе и образуют воздушную взвесь. Последний рекомендуется применять при выявлении подповерхностных дефектов, а также дефектов под слоем немагнитного покрытия толщиной от 100 до 200 мкм; его наносят в камерах с отсасывающим вентиляционным устройством, обеспеченным фильтром для улавливаемого отсасываемого порошка.
В магнитной суспензии частицы взвешены в жидкости. Ее наносят поливом, распылением или погружением в ванну. Рекомендуется обеспечивать условия для стекания магнитной суспензии с контролируемой поверхности.
Магнитогуммированную пасту приготавливают и применяют в соответствии с рекомендациями поставщика.
Таким образом, частицы порошка, перемещаясь к дефекту, накапливаются у его краев, формируя изображение дефекта, которое выявляется при осмотре детали. Наиболее контрастное изображение дают усталостные поверхностные трещины. Ширина валика из осевшего порошка значительно превышает ширину (раскрытие) трещины.
МПК отличают высокая чувствительность, наглядность, простота реализации и относительно высокая производительность контроля. Потенциально метод позволяет выявлять трещины с раскрытием 1 мкм, глубиной 10 мкм и более и протяженностью 0,5 мм. Чувствительность МПК характеризуется условными уровнями чувствительности по ГОСТ 21105-87 (табл. 2).
Таблица 2
Условные уровни чувствительности МПК
| Условный уровень | Минимальная ширина раскрытия условного дефекта, мкм | Максимальная протяженность условного дефекта, мкм | Шероховатость контролируемой поверхности Ra, мкм, не более |
| А | 2,0 | 0,5 | 2,5 |
| Б | 10,0 | 0,5 | 10,0 |
| В | 25,0 | 0,5 | 10,0 |
Условный уровень чувствительности А достигается при Rа 2,5 мкм, уровни Б и В – при Rа 10,0 мкм. При выявлении подповерхностных дефектов, а также при Rа > 10,0 мкм условный уровень чувствительности не нормируется. Практика магнитопорошкового контроля свидетельствует о том, что применение условных уровней чувствительности не оправдывает себя.
Выявляемость дефектов снижается при обследовании следующих объектов: а) плоскости которых составляют угол менее 30 с контролируемой поверхностью или с направлением магнитной индукции; б) подповерхностных; в) на поверхности объекта с параметром шероховатости
R
z 10 мкм; г) при наличии на поверхности объекта немагнитных покрытий толщиной более 40 мкм (краски, нагара, продуктов коррозии, шлаков, термообмазок). В данных случаях чувствительность не нормируется.
Магнитопорошковый метод не позволяет определять глубину и ширину поверхностных дефектов, размеры подповерхностных дефектов и глубину их залегания. Недостатками метода следует считать также трудность автоматизации и влияние субъективных качеств оператора-дефектоскописта.
В табл. 3 приведен перечень деталей вагонов, подвергаемых различным методам НК, в том числе магнитопорошковому контролю в ремонтном производстве.
Таблица 3
Перечень деталей грузовых вагонов, подлежащих НК
| Наименование детали | Применяемый метод НК* | Вид ремонта |
| Колесные пары (КП) | ||
| Средняя часть оси колесной пары | МПК, УЗК | При всех видах ремонта |
| Подступичная часть оси КП | МПК/УЗК | При ремонте со сменой элементов / При всех видах ремонта |
| Шейка оси КП | МПК/УЗК | При ремонте со сменой элементов и полном освидетельствовании КП при снятии колец / При всех видах ремонта |
| Кольца подшипников внутренние напрессованные и свободные | МПК | При полном освидетельствовании |
| Кольца подшипников наружные | То же | То же |
| Упорное кольцо подшипника | » | При полном и обыкновенном освидетельствовании |
| Стопорная планка | » | Перед постановкой в буксовый узел |
Окончание табл. 3
| Наименование детали | Применяемый метод НК* | Вид ремонта |
| Тормозное оборудование | ||
| Подвеска тормозного башмака | МПК | При всех видах ремонта, до и после наплавки |
| Тяга тормозная | То же | До и после ремонта сваркой |
| Ударно-тяговое оборудование | ||
| Корпус автосцепки СА-3 | МПК, ВТК | При всех видах ремонта |
| Тяговый хомут | МПК, ВТК, ФЗК | То же |
| Клин тягового хомута | МПК | » |
| Подвеска маятниковая | То же | » |
| Стяжной болт фрикционного аппарата | » | До и после ремонта сваркой |
| Корпус поглощающего аппарата Ш-6-ТО-4 | ВТК | При всех видах ремонта вагонов |
Примечание. * МПК – магнитопорошковый контроль; УЗК – ультразвуковой; ВТК – вихретоковый; ФЗК – феррозондовый контроль.
Из вышеприведенного перечня деталей грузовых вагонов, подлежащих НК, видна преобладающая по сравнению с другими методами роль МПК в ремонтном производстве.