Файл: Методические указания для практических занятий по дисциплине учебная практика.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.01.2024
Просмотров: 675
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
значительными деформациями необходимо применять способ правки растяжением
(Рисунок 9.7)
-
Правку полос с винтовым изгибом необходимо выполнять в ручных тисочках
(Рисунок 9.8).
-
Контроль качества правки следует производить в зависимости от конфигурации заготовки и се исходного состояния: на «глаз» (Рисунок 9.9) - визуально, линейкой, перекатыванием по плите; «на карандаш» (Рисунок 9.10) - путем вращения выправленного вала в центрах ручного винтового пресса.
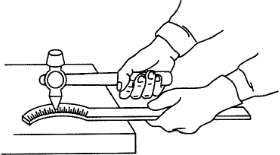
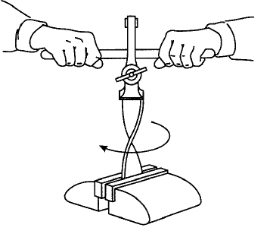 Рисунок 9.7 – Правка полосы изогнутой по ребру
Рисунок 9.7 – Правка полосы изогнутой по ребру
а)
б)
а – полоса с двойным изгибом
б – правка полосы в ручных тисочках
Рисунок 9.8 – Правка полосы с винтовым изгибом
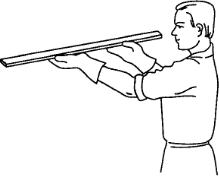
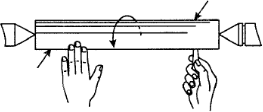
Рисунок 9.9 – Контроль правки визуально
Рисунок 9.10 – Контроль правки на
«карандаш»
Гибкой (изгибанием) называется операция, в результате которой заготовка принимает требуемую форму (конфигурацию) и размеры за счет растяжения наружных слоев металла и сжатия внутренних. Во время изгибания все наружные слои материала растягиваются, увеличиваясь в размере, а внутренние - сжимаются, соответственно уменьшаясь в размере. И только слой металла, находящиеся вдоль оси изгибаемой заготовки, сохраняют после изгибания свои первоначальные размеры. Важным при гибке является определение размеров заготовок. При этом все расчеты ведутся относительно нейтральной линии, т.е. тех слоев материала заго- товки, которые при гибке не изменяются в размерах. В случае, если на чертеже детали, которая должна быть получена гибкой, не указан размер заготовок, слесарь должен самостоятельно определить этот размер. Расчет производят, подсчитывая размер детали но средней линии (определяют длину прямолинейных участков, под-
считывают длину изогнутых участков и суммируют полученные данные). Общая длина заготовок при гибке с закруглениями подсчитывается по следующей формуле:
L = l
+ l + l
+ ⋯ + l
+ πr1α1 + ⋯ . + πrnαn ;


1 2 3
n 180
180
где l1, l2, l3, ln - длина прямолинейных участков заготовки;
r1, rn - радиусы соответствующих закруглений;
α1, αn – углы загиба.
Если при гибке угол изгиба не должен иметь закругления, то длину заготовки определяют по следующей формуле:
L = l1 + l2 + l3 + ⋯ + ln + (0,5 … 0,8)Sk
где l1, l2, l3, ln - длина прямолинейных участков заготовки;
S - толщина материала детали;
k - число загибов без закругления.
Гибка может выполняться вручную, с применением различных гибочных приспособлений и при помощи специальных гибочных машин.
Инструменты, приспособления и материалы, применяемые при гибке
В качестве инструментов при гибке листового материала толщиной от 0,5 мм, полосового и пруткового материала толщиной до 6,0 мм применяют стальные слесарные молотки с квадратными и круглыми бойками массой от 500 до 1000 г, молотки с мягкими вставками, деревянные молотки, плоскогубцы и круглогубцы. Выбор инструмента зависит от материала заготовки, размеров ее сечения и конструкции детали, которая должна получиться в результате гибки.
 Гибку молотком производят в слесарных плоскопараллельных тисках с использованием оправок (Рисунок 9.11), форма которых должна соответствовать форме изгибаемой детали с учетом деформации металла.
Гибку молотком производят в слесарных плоскопараллельных тисках с использованием оправок (Рисунок 9.11), форма которых должна соответствовать форме изгибаемой детали с учетом деформации металла.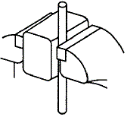
а) б) в)
а – в – последовательность выполнения операции
Рисунок 9.11 – Гибка на оправке
 Молотки с мягкими вставками (Рисунок 9.12) и деревянные молотки - киянки применяют для гибки тонколистового материала толщиной до 0,5 мм, заготовок из цветных металлов и предварительно обработанных заготовок. Гибку производят в тисках с применением оправок и накладок (на губки тисков) из мягкого материала.
Молотки с мягкими вставками (Рисунок 9.12) и деревянные молотки - киянки применяют для гибки тонколистового материала толщиной до 0,5 мм, заготовок из цветных металлов и предварительно обработанных заготовок. Гибку производят в тисках с применением оправок и накладок (на губки тисков) из мягкого материала.Рисунок 9.12 - Плоскогубцы Рисунок 9.13 - Круглогубцы
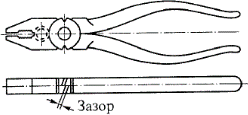
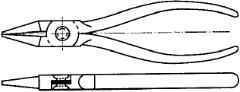
Плоскогубцы и круглогубцы применяют при гибке профильного проката толщиной менее 0,5 мм и проволоки. Плоскогубцы (Рисунок 9.12) предназначены для захвата и удержания заготовок в процессе гибки. Они имеют прорезь около шарнира. Наличие прорези позволяет производить откусывание проволоки. Круглогубцы (Рисунок 9.13) также обеспечивают захват и удержание заготовки в процессе гибки и, кроме того, позволяют производить гибку проволоки.
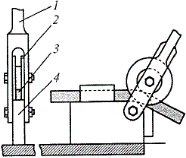
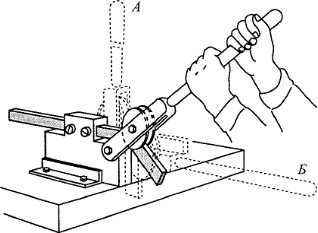
Ручная гибка в тисках-сложная и трудоемкая операция, поэтому для снижения трудовых затрат и повышения качества ручной гибки используют различные приспособления. Эти приспособления, как правило, предназначены для выполнения узкого круга операций и изготавливаются специально для них. На Рисунке 9.14 показано приспособление для гибки угольника ножовки. Перед началом гибки ролик 2 гибочного приспособления смазывают машинным маслом. Рычаг 1 с гибочным роликом 2 отводят в верхнее положение А. Заготовку вставляют в отверстие, образовавшееся между роликом 2 и оправкой 4. Рычаг 1 перемещают в нижнее положение Б, придавая заготовке 3 заданную форму.
а)
 б)
б)в - готовая рамка; 1 - рычаг; 2 - ролик;
в) 3 - заготовка: 4 - оправка;
А Б - соответственно верхнее и нижнее
положения рычага
Рисунок 9.14 - Приспособление для гибки рамки ножовочного станка
Одной из технологически сложных операций является гибка труб. Необходи- мость в гибке труб возникает в процессе сборочных и ремонтных операций. Гибку труб производят как в холодном, так и в горячем состоянии. Для предупреждения появления деформаций внутреннего просвета трубы в виде складок и сплющивания стенок гибку осуществляют с применением специальных наполнителей. Эти осо- бенности обусловливают применение при гибке труб некоторых специфических инструментов, приспособлений и материалов.
Приспособления для нагрева труб.
Гибку труб в горячем состоянии выполняют после предварительного нагрева токами высокой частоты (ТВЧ). в пламенных печах или горнах, газоацетиленовыми горелками или паяльными лампами непосредственно на месте гибки. Наиболее
рациональным методом нагрева является нагрев ТВЧ, при котором нагрев осуществляется в кольцевом индукторе под действием магнитного поля, создаваемого токами высокой частоты.
Наполнители при гибке груб выбирают в зависимости от материала трубы, ее размеров и способа гибки. В качестве наполнителей
используют:
-
песок - при гибке труб диаметром от 10 мм и более из отожженной стали с радиусом гибки более 200 мм, если она осуществляется и в холодном, и в горячем состоянии; труб диаметром свыше 10 мм из отожженной меди и латуни при радиусе гибки до 100 мм в горячем состоянии; -
канифоль - при гибке в холодном состоянии труб из отожженных меди и латуни при радиусе гибки до 100 мм.
Применение наполнителя при гибке труб не требуется, если они изготовлены из отожженной стали, имеют диаметр до 10 мм и радиус гибки более 50 мм. Гибка в этом случае производится в холодном состоянии. Также без наполнителя гнут в холодном состоянии трубы из латуни и меди диаметром до 10 мм при радиусе гибки свыше 100 мм. Без наполнителя производят гибку труб в специальных приспособлениях, где противодавление, препятствующее появлению деформаций внутреннего просвета трубы, создается другими способами.
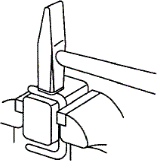
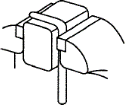
Простейшим приспособлением для гибки труб является плита, закрепляемая на верстаке или в тисках, с отверстиями, в которых устанавливаются штифты (Рисунок 9.15). Штифты выполняют роль упоров, необходимых при гибке трубы. Применяются также роликовые приспособления различных конструкций.
Правила выполнения работ при гибке
-
При изгибании листового и полосового материала в тисках разметочную риску необходимо располагать точно, без перекосов, на уровне губок тисков в сторону изгиба. Полосовой материал толтиной свыше 3,0 мм следует изгибать только в сторону неподвижной губки тисков. -
При гибке из полос и прутков деталей типа уголков, скоб разной конфигурации, крючков, колец и других деталей следует предварительно рассчитывать длину элементов и общую длину развертки детали, размечая при этом места изгиба. При необходимости использовать мерные оправки. -
При массовом изготовлении деталей типа скоб необходимо применять оправки, размеры которых соответствуют размерам элементов детали, что исключает текущую разметку мест изгиба. -
При гибке листового и полосового металла в приспособлениях необходимо строго придерживаться прилагаемых к ним инструкций. -
При гибке газовых или водопроводных труб любым методом шов должен располагаться внутри изгиба.