ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 12.01.2024
Просмотров: 612
Скачиваний: 39
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
в) наличие цветов побежалости;
г) всё вышеперечисленное.
| РАЗДЕЛ | | Технология ВИК |
-
В общем случае, освещенность контролируемой поверхности должна быть:
а) не менее 300 Лк;
б) не менее 500 Лк;
в) не более 500 Лк;
г) не более 1000 Лк.
-
Угол обзора к плоскости объекта контроля должен быть не менее:
а) 30°;
б) 45°;
в) 60°;
г) 90°.
-
Расстояние до объекта контроля должно быть:
а) не менее 60 см;
б) не менее 500 мм;
в) не более 60 см;
г) не более 500 мм.
-
При отсутствии специальных требований, допускается не зачищать поверхность перед проведением визуального и измерительного контроля от:
а) масла;
б) цветов побежалости;
в) коррозии;
г) варианты а) и б).
-
При отсутствии особых требований в НД, для стыкового сварного соединения деталей толщинами 4 мм, выполненного дуговой сваркой зона контроля включает в себя:
а) металл шва;
б) металл шва + примыкающие участки шириной 5 мм;
в) металл шва + примыкающие участки шириной 4 мм;
г) металл шва + примыкающие участки шириной 10 мм.
-
При отсутствии особых требований в НД, для стыкового сварного соединения деталей толщинами 10 мм, выполненного дуговой сваркой зона контроля включает в себя:
а) металл шва;
б) металл шва + примыкающие участки шириной 10 мм;
в) металл шва + примыкающие участки шириной 20 мм;
г) металл шва + примыкающие участки шириной 5 мм.
-
При отсутствии особых требований в НД, для таврового сварного соединения деталей толщинами 10 мм, выполненного дуговой сваркой зона контроля включает в себя:
а) металл шва;
б) металл шва + примыкающие участки шириной 3 мм;
в) металл шва + примыкающие участки шириной 5 мм;
г) металл шва + примыкающие участки шириной 10 мм.
-
Шероховатость поверхностей деталей, подготовленных под сварку должна быть:
а) не менее Rz40;
б) не менее Rz80;
в) не более Rz40;
г) не более Rz80.
-
Контроль шероховатости поверхности может проводится с помощью:
а) УШС-3;
б) лупы измерительной;
в) профилографа-профилометра;
г) шаблона Красовского.
-
При отсутствии указаний в НД, визуальный контроль проводится в объеме:
а) выборочном-20 %;
б) выборочном-50 %;
в) выборочном-80 %;
г) сплошном-100 %.
-
При входном визуальном и измерительном контроле труб подлежат измерению:
а) наружный диаметр;
б) внутренний диаметр;
в) толщина стенки трубы;
г) всё вышеперечисленное.
-
Величина овальности трубы определяется по:
а) минимальному и максимальному значениям наружного диаметра;
б) толщине стенки;
в) значениям наружного диаметра и длины трубы;
г) длине трубы и толщине стенки трубы.
-
На стадии подготовки деталей к сварке не контролируется:
а) угол скоса кромок;
б) расстояние между прихватками;
в) притупление кромок;
г) шероховатость поверхности.
-
На рисунке буквой φ обозначено:
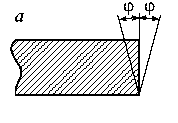
а) угол разделки;
б) угол скоса кромки;
в) перпендикулярность кромки;
г) притупление кромки.
-
На рисунке буквой α обозначено:
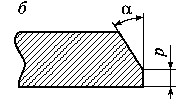
а) перпендикулярность кромки;
б) угол разделки;
в) угол скоса кромки;
г) угол перелома.
-
На рисунке буквой р обозначено:
а) перпендикулярность кромки;
б) притупление кромки;
в) угол скоса кромки;
г) зазор.
-
На каком расстоянии от центра сварного соединения определяется перелом осей:
а) 10 см;
б) 20 см;
в) 400 мм;
г) 20 мм.
-
В каком объёме производится визуальный и измерительный контроль прихваток:
а) визуальный – 100 %, измерительный – 100 %;
б) визуальный – 100 %, измерительный-каждая вторая прихватка;
в) визуальный-каждая вторая прихватка, измерительный – 100 %;
г) прихватки визуальному и измерительному контролю не подлежат.
-
В выполненном сварном соединении не подлежит визуальному и измерительному контролю:
а) ширина шва;
б) угол разделки;
в) величина катета;
г) размеры поверхностных дефектов.
-
В общем случае, нормы оценки качества стыковых сварных соединений принимаются по:
а) номинальной толщине деталей;
б) расчетной высоте шва;
в) удвоенной номинальной толщине деталей;
г) всё вышеперечисленное.
-
В общем случае, нормы оценки качества угловых сварных соединений принимаются по:
а) номинальной толщине деталей;
б) удвоенной номинальной толщине деталей;
в) расчетной высоте шва;
г) катету углового шва.
-
В общем случае, нормы оценки качества торцевых сварных соединений принимаются по:
а) номинальной толщине деталей;
б) удвоенной номинальной толщине деталей;
в) расчетной высоте шва;
г) катету углового шва.
-
При оценке результатов визуального и измерительного контроля любых объектов, дефектом, недопустимым ни при каких размерах является:
а) чешуйчатость;
б) смещение кромок;
в) пора;
г) трещина.
-
Технологическая карта может не содержать раздел:
а) описание объекта контроля;
б) указание нормативной документации;
в) оценка качества;
г) нет правильного ответа.
-
Требования к конструкции сварных соединений, выполненных ручной дуговой сваркой, содержатся в:
а) ГОСТ 5264-80;
б) ГОСТ 11533-75;
в) ГОСТ 15164-78;
г) ГОСТ 6520-2012.
-
Требования к конструкции сварных соединений стальных трубопроводов содержатся в:
а) ГОСТ 5264-80;
б) ГОСТ 11533-75;
в) ГОСТ 16037-80;
г) ГОСТ 6520-2012.
-
Угол скоса кромки можно измерить с помощью:
а) УШС-2;
б) УШС-3;
в) штангенциркуль;
г) шаблон Красовского.
-
Составитель: Толстых О.А.
| ответы к вопросам по ВИК общий экзамен уровень СПВЗ |
| | г | |
| | в | |
| | в | |
| | б | |
| | б | |
| | в | |
| | б | |
| | в | |
| | а | |
| | б | |
| | в | |
| | б | |
| | г | |
| | а | |
| | б | |
| | в | |
| | а | |
| | г | |
| | б | |
| | а | |
| | б | |
| | в | |
| | а | |
| | а | |
| | в | |
| | б | |
| | а | |
| | а | |
| | в | |
| | б | |
| | г | |
| | г | |
| | б | |
| | в | |
| | а | |
| | б | |
| | г | |
| | г | |
| | в | |
| | в | |
| | б | |
| | а | |
| | б | |
| | г | |
| | а | |
| | г | |
| | б | |
| | а | |
| | а | |
| | в | |
| | а | |
| | г | |
| | б | |
| | а | |
| | б | |
| | г | |
| | а | |
| | б | |
| | в | |
| | в | |
| | б | |
| | а | |
| | в | |
| | а | |
| | а | |
| | б | |
| | г | |
| | а | |
| | в | |
| | в | |
| | а | |
| | б | |
| | в | |
| | а | |
| | б | |
| | а | |
| | а | |
| | в | |
| | в | |
| | г | |
| | а | |
| | г | |
| | а | |
| | б | |
| | г | |
| | г | |
| | а | |
| | б | |
| | г | |
| | а | |
| | а | |
| | б | |
| | а | |
| | в | |
| | б | |
| | г | |
| | а | |
| | б | |
| | а | |
| | в | |
| | б | |
| | б | |
| | б | |
| | б | |
| | г | |
| | в | |
| | г | |
| | г | |
| | а | |
| | б | |
| | в | |
| | в | |
| | б | |
| | б | |
| | а | |
| | б | |
| | а | |
| | в | |
| | б | |
| | г | |
| | г | |
| | а | |
| | в | |
| | б | |