ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 17.03.2024
Просмотров: 33
Скачиваний: 0
ЛАБОРАТОРНА РОБОТА №2
Вимірювання розмірів деталей
мікрометричними вимірювальними засобами
Мета роботи:
-
Вивчення конструкції мікрометричних вимірювальних засобів і придбання навичок по їх використанню.
-
Оцінка придатності деталі, що перевіряється.
Оснащення лабораторної роботи
-
Мікрометр.
-
Еталон довжини для настроювання мікрометра на "нуль".
Об’єкт вимірювання – деталь, що перевіряється.
Загальні відомості про мікрометричні інструменти.
Мікрометричні інструменти призначені для абсолютних вимірів і засновані на використанні точної гвинтової пари для перетворення обертального руху мікрометричного гвинта в його поступальний.
Мікрометр містить скобу 1 (рис. 1,а), в якій з однієї сторони по пресовій посадці закріплена п'ятка 2, а з іншої - стебло 10. В останньому закріплена гайка 8, в яку загвинчено мікрометричний гвинт 3 з кроком 0,5 мм. На стебло 10 надітий барабан 9, на конічній частині якого нанесено 50 поділок. Цей барабан 9 механічно з'єднується з буртом мікрогвинта 3 за рахунок їх стискання установочним ковпачком 5. На суміжній циліндричній поверхні установочного ковпачка 5 встановлено кільце 6 із зубчатою внутрішньою поверхньою, яка взаємодіє із підпружиненим відносно ковпачка зубом 7. Це утворює механізм (тріскачку) формування нормованого крутного моменту, який користувач прикладає до мікрометричного гвинта 3, і, відповідно, створення постійного по величині вимірювального зусилля, що прикладається до вимірюваємої поверхні, яке коливається в межах від 5 до 9 Н.
На стебло мікрометра для відліку розміру, що вимірюється, наносять повздовжню лінію 11 (рис. 1,б) і дві повздовжні шкали – нижню головну і верхню додаткову, яка зміщена відносно нижньої на 0,5 мм. При відліку розміру, що вимірюється, по нижній шкалі на стеб-
а
б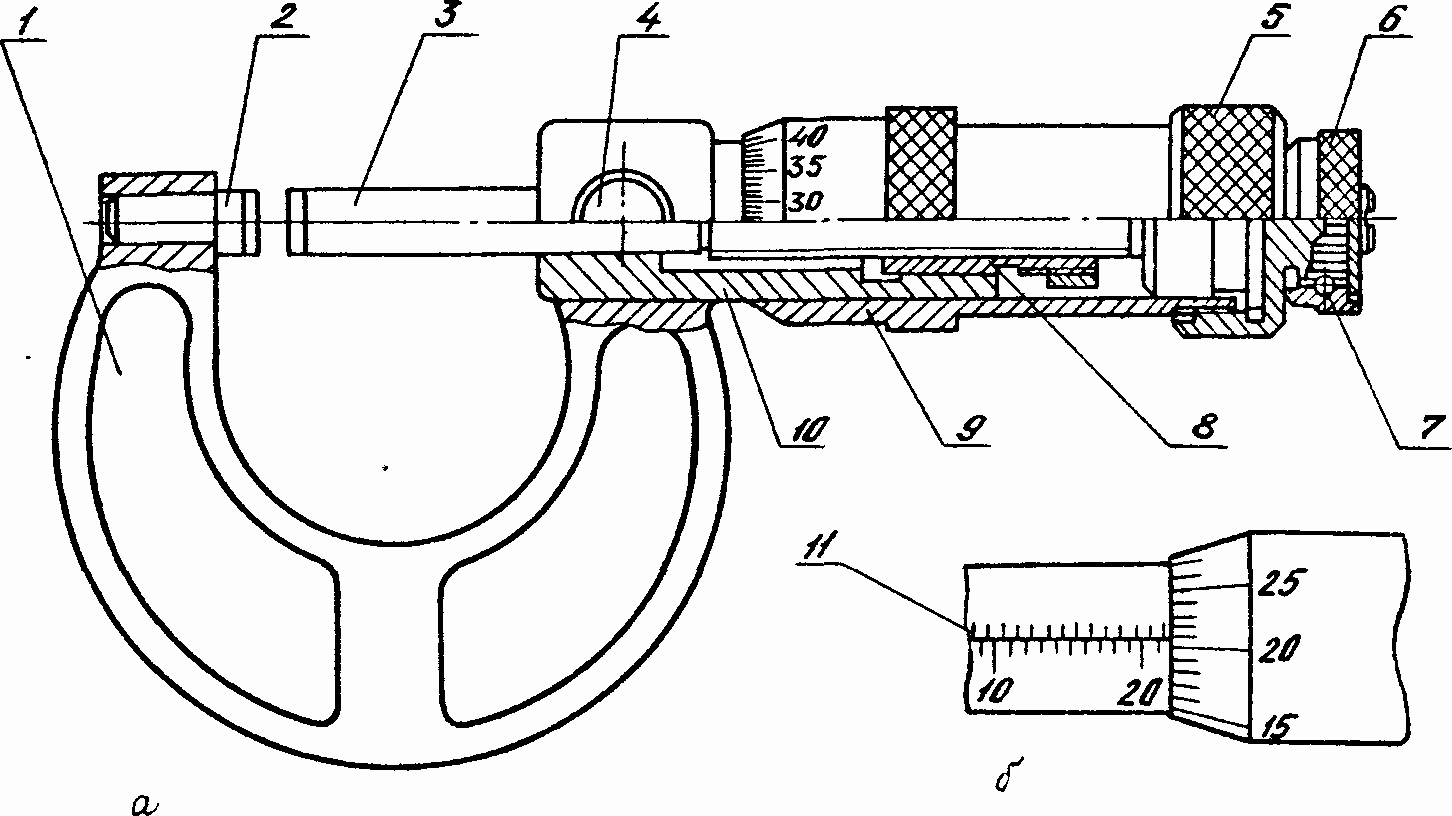
Рис. 1.
лі відраховують цілі міліметри, по верхній – половину міліметра, а по шкалі на конічній частині барабана відраховують десяті і соті долі міліметра.
Ціна поділки С шкали барабана мікрометра визначається кроком мікрогвинта Р та кількістю поділок Z на цьому барабані за наступним співвідношенням
![]() .
.
Мікрометри випускають із діапазоном вимірів 25 мм в інтервалі від 0 до 300 мм.
Перед вимірюванням перевіряють настройку мікрометра у нульове положення. Для цього вимірювальні поверхні мікрометра (торці п'ятки та мікрометричного гвинта) суміщаються шляхом обертання мікрометричного гвинта за допомогою тріскачки. Якщо діапазон вимірювання мікрометра більше 25 мм, то між вимірювальними поверхнями встановлюється установочна міра.
Встановлення мікрогвинта на "нуль" виконано правильно, якщо нульова риска на круговій шкалі барабана збігається з повздовжньою рискою на стеблі, а торець барабана сполучається з нульовою (або першою) рискою нижньої повздовжньої шкали.
Якщо ж настроювання на "нуль" порушене, то для його відновлення потрібно зробити наступне:
1. У стану мікрометра, що відповідає перевірці нульового положення (описано вище), фіксують положення мікрогвинта стопорним гвинтом 4.
2. Відгвинчують установочний ковпачок 5 на півоберта, звільняючи тим самим барабан 9 від механічного з'єднання з мікрогвинтом 3.
3. Повертають барабан 9 до збігу нульової риски кругової шкали барабана з подовжньою рискою стебла.
4. Утримуючи барабан у такому положенні, затягують з зусиллям не більше 2 кг установочний ковпачок 5.
5. Відпускають стопорний гвинт 4.
6. Повторно проводять перевірку настроювання на "нуль".
При вимірюванні поверхню деталі, що контролюється, розміщують між нерухомою п'ятою і мікрогвинтом, та обертають мікрогвинт за тріскачку до моменту її потріскування. При цьому необхідно слідкувати, щоб вимірювальні поверхні мікрометра не були перекошені відносно поверхні, що контролюється.
Після цього відраховують показання мікрометра. Відлік роблять підсумовуванням показань по двох повздовжніх та круговій шкалах, як описано вище. На рис. 1,б наведено приклад відліку для розміру 21,71 мм.
Для підвищення зносостійкості кінці мікрогвинта і п'ятки армують твердим сплавом.
Різновидом мікрометричних інструментів є мікрометричні глибиноміри і мікрометричні нутроміри.
Для всіх мікрометричних приладів загальним вимірювальним елементом є мікрометрична голівка з парою гвинт-гайка, опис котрої вже наведено.
Мікрометричні глибиноміри (рис. 2) призначені для виміру глибини пазів, канавок, висоти уступів та ін. При вимірюванні глибиномір встановлюють підставою 2 на деталь, що перевіряється, і доводять вимірювальний наконечник 3 до контакту з поверхнею западини, обертаючи мікрогвинт за тріскачку 1.
Мікрометричні нутроміри (рис.3) служать для вимірювання діаметрів отворів, ширини пазів та ін. Вони складаються власне з мікрометричної головки і набору здовжувачів, що дозволяють розширити діапазон розмірів, що вимірюються.
|
|
|
|
Рис.2 |
Рис.3 |
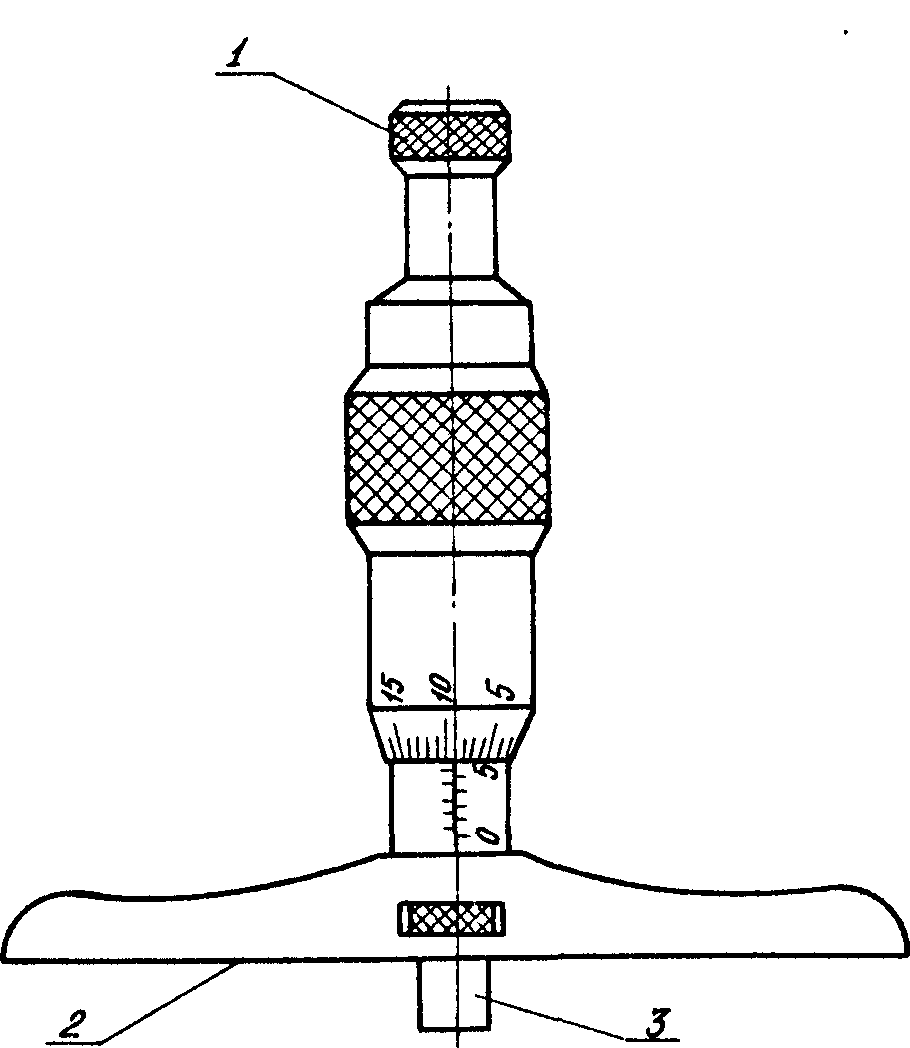
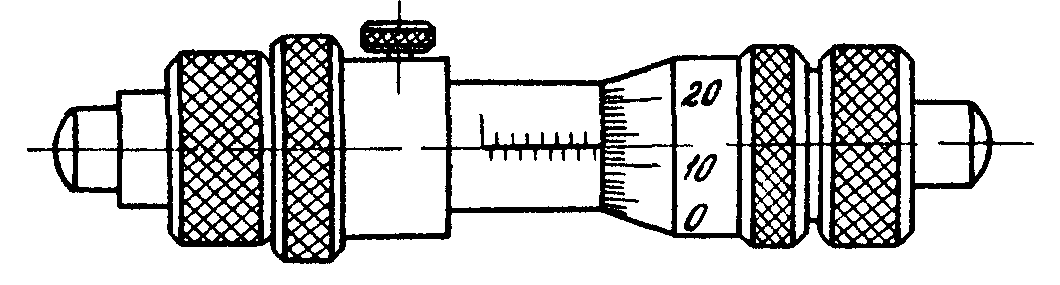
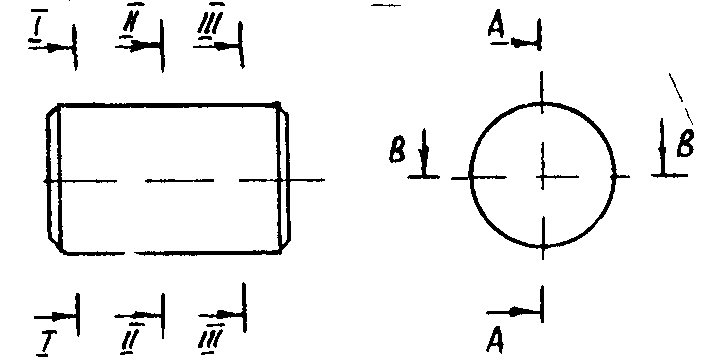
Схема вимірювання, деталі що перевіряється, приведена в протоколі.
За результатами вимірів визначають:
овальність -
![]() у перетинах I, II і III.
у перетинах I, II і III.
конусоподібність -
![]() у площинах А и В,
у площинах А и В,
бочкоподібність або сідлоподібність
 у площинах А и В.
у площинах А и В.
Питання для самоперевірки
-
Назвіть основні частини мікрометра.
-
З якою метою на стеблі передбачені дві повздовжні шкали?
-
Чому дорівнює крок мікрометричного гвинта?
-
Чому мікрометрична гвинтова пара повинна бути прецизійною?
-
Як визначити ціну поділки кругової шкали барабана?
-
Для чого служить тріскачка?
-
Послідовність настроювання мікрометра на "нуль".
-
Для чого призначений установочний ковпачок?
-
Чому дорівнює діапазон виміру мікрометрів?
-
Що таке овальність, конусоподібність, бочкоподібність і сідлоподібність?
-
За рахунок обертання якої частини мікрометра варто переміщати вимірювальний наконечник у процесі вимірювань деталі?
Протокол виконання лабораторної роботи
"Вимірювання мікрометричними вимірювальними засобами"
Характеристика поверхні, що контролюється |
||
|
Номінальний діаметр, мм, та умовне позначення поля допуску |
|
|
|
Граничні відхилення, мкм: верхнє нижнє |
es= ei= |
|
|
Граничні розміри, мм: максимальний мінімальний |
dmax= dmin= |
|
|
Припустима похибка виміру, мкм |
d= |
|
Характеристика вимірювального засобу |
||
|
Найменування вимірювального засобу
|
|
|
|
Діапазон виміру, мм |
|
|
|
Ціна поділки шкали барабана, мм |
|
|
Схема вимірювання |
Схема розташування поля допуску деталі що перевіряється |
|
|
|
|
|
Результати вимірювання, мм |
Відхилення від форми поверхні |
|
|
dAI = dAII = dAIII =
dBI = dBII = dBIII = |
Овальність, мм __________________ Бочкоподібність, мм ______________ Сідлоподібність, мм ______________ Конусоподібність, мм _____________ |
|

Висновок про придатність деталі.