Файл: Электрооборудование металлорежущих станков 7 1 Что такое станок 7.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 06.11.2023
Просмотров: 124
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
1.2 Основные виды металлорежущих станков
1.5 Характерные особенности станка
1.8 Электрооборудование плоскошлифовальных станков
1.9 Задачи проектирования электропривода.
1.2 Назначение и область применения
1.3Принцип работы и особенности конструкции станка
2.5 Расчёт мощности и выбор двигателя привода
1.7 Шлифовальный станок
Шлифовальные станки применяются в основном для снижения шероховатости обрабатываемых деталей и получения точных размеров.
Основной инструмент при шлифовании – шлифовальный круг.
На шлифовальных станках можно обрабатывать наружные и внутренние цилиндрические, конические и фасонные поверхности и плоскости, разрезать заготовки, шлифовать резьбу и зубья зубчатых колёс, затачивать режущий инструмент и т.д.
Шлифовальные станки в зависимости от назначения подразделяются на кругло шлифовальные, внутришлифовальные, без центра шлифовальные, плоскошлифовальные и специальные.
Шлифовочный станок
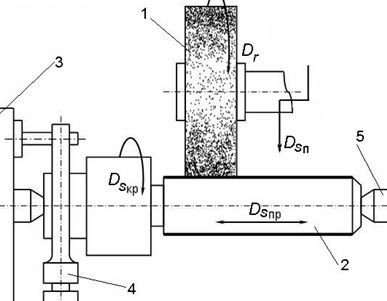
Круглое шлифование:
1 – шлифовальный круг;
2 – заготовка;
3 – поводковый патрон;
4 – хомутик;
5 – задний центр.

Внутреннее шлифование
Внутреннее шлифование применяют для окончательной обработки отверстий закаленных деталей или в тех случаях, когда невозможно применить другие, более производительные методы обработки.
Осуществляется на внутришлифовальных станках напроход или методом врезания (короткие отверстия)
Внутреннее шлифование имеет свои технологические особенности.
Диаметр абразивного круга выбирают наибольший допустимый диаметром отверстия (d кр= (0,8…0,9)d отв).
1.8 Электрооборудование плоскошлифовальных станков
Привод шпинделя: асинхронный короткозамкнутый двигатель, асинхронный двигатель с переключением полюсов, двигатель постоянного тока.
Торможение: против включением и посредством электромагнита.
Привод стола: регулируемый гидропривод, реверсивный асинхронный короткозамкнутый двигатель с торможением против включением или посредством электромагнита, привод с ЭМУ, асинхронный короткозамкнутый двигатель (при вращающемся столе).
Вспомогательные приводы используют для: гидронасоса поперечной периодической подачи, поперечной подачи (асинхронный короткозамкнутый двигатель или двигатель постоянного тока на тяжелых станках),
вертикального перемещения шлифовальной бабки, насоса охлаждения, насоса смазки, транспортера и мойки, магнитного фильтра.
Специальные электромеханические устройства и блокировки: электромагнитные столы и плиты, демагнетизаторы, магнитные фильтры для охлаждающей жидкости, счет числа циклов для правки круга, устройство активного контроля.
Характерной чертой развития шлифовальных станков за последние годы является быстрое повышение скоростей шлифования с 30 - 35 до 80 м/с и выше.
Для привода шлифовального круга плоскошлифовальных станков обычно применяют асинхронные короткозамкнутые двигатели.
Они могут иметь встроенное исполнение и составлять одно целое с шлифовальной бабкой.
Шлифовальный шпиндель является одновременно валом электродвигателя и лишь в случае необходимости повышенной или (реже) пониженной частоты вращения абразивного круга его связывают с валом электродвигателя ременной передачей.
Вследствие значительной инерционности круга время вращения шлифовального шпинделя по инерции составляет 50 - 60 с и более.
Когда это время необходимо уменьшить, прибегают к электрическому торможению.

Плоскошлифовальных станок.
Обычно частоту вращения электродвигателя шлифовального круга не регулируют.
Бесступенчатое регулирование частоты вращения шлифовального шпинделя в небольших пределах (1,5 : 1), в некоторых случаях применяют для сохранения постоянной окружной скорости абразивного круга по мере его изнашивания.
Стремление уменьшить вибрации при работе приводов, установленных на шлифовальных станках, привело к применению разного рода амортизаторов при установке электродвигателей и к широкому использованию ременных передач, мягких муфт и гидравлических систем.
Особое значение для шлифовальных станков имеют тепловые деформации, возникающие в процессе обработки детали. Для предотвращения нагревания детали ее обильно охлаждают эмульсией, которую иногда подводят через полный вал круга, а иногда и через поры шлифовального круга.
Насосы охлаждающей жидкости устанавливают на резервуарах с эмульсией, помещаемых отдельно от станка во избежание нагрева станка остывающей эмульсией.
Электродвигатели таких насосов присоединяют к схеме станка
штепсельными соединениями.
Столы с возвратно-поступательным движением на небольших станках обычно перемещает гидропривод.
Переключения скорости осуществляют гидроупоры.
На тяжелых станках применяют различные регулируемые приводы.
Особенностью периодической поперечной подачи шлифовальных станков является малая величина наименьшей подачи (1 - 5 мкм).
Такую подачу часто осуществляют посредством гидропривода, воздействующего на храповой механизм.
Для привода вращающихся столов плоскошлифовальных станков часто применяют электропривод с ЭМУ.
В отдельных случаях используют также и регулируемый гидропривод вращательного движения.
Для тяжелых шлифовальных станков применение электропривода с бесступенчатым регулированием скорости имеет особое значение.
Такой привод дает возможность не работать со скоростями, при которых возникает вибрация.
Кроме того, обеспечивается повышение производительности.
Для контроля нагрузки, а также степени затупления круга иногда используют ваттметры, которые включают в цепь двигателя шпинделя.
На бесцентрово-шлифовальных станках применяют осевое осциллирующее движение круга (до 6 мм).
При этом повышается частота обработки.
Для внутреннего шлифования отверстий малых диаметров применяют шлифовальные электрошпиндели с электродвигателями повышенной частоты.
У кругло шлифовальныхстанков для повышения производительности обычно подводят абразивный круг к обрабатываемой детали на большой скорости.
Если на некотором небольшом расстоянии круга от обрабатываемой поверхности автоматически осуществить переход на рабочую подачу, то путь дальнейшего перемещения до начала процесса резания будет переменной величиной.
Это происходит по причине непостоянства у разных деталей припуска на обработку, а также износа шлифовального круга.
Медленное перемещение шлифовального круга до его врезания требует значительного времени.
Для его сокращения используют возрастание тока электродвигателя в начале процесса шлифования.
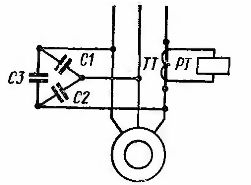
В этом случае (рисунок ниже) в одну фазу электродвигателя включают обмотку реле тока РТ через трансформатор тока ТТ.
При врезании круга ток электродвигателя возрастает, реле тока включается и своими контактами осуществляет переключение на рабочую подачу.
Для повышения чувствительности устройства параллельно двигателю включают конденсаторы CI, С2, СЗ, подобранные так, чтобы ре
активная составляющая тока холостого хода оказалась скомпенсированной.
Контроль начала шлифования на шлифовальных станках
Для тех же целей применяют реле мощности, а также фотоприемники, подающие сигнал от искрения, возникающего при врезании абразивного круга.
Для повышения производительности и точности шлифовальных станков расширяется использование активного контроля и подналадки.
На некоторых плоскошлифовальных станках с вращающимся столом и шлифованием периферией круга значительное сокращение машинного времени может быть получено путем автоматического увеличения частоты вращения стола по мере приближения круга к оси вращения стола.
Получил распространение процесс электрохимического алмазного шлифования. В этом процессе металл снимается вследствие совместного действия электрохимического растворения и абразивного шлифования. При этом в 2 - 3 раза возрастает производительность по сравнению с абразивным алмазным шлифованием и втрое сокращается расход алмазных кругов.
1.9 Задачи проектирования электропривода.
В соответствии с требованиями технологического процесса и режима работы продольно-фрезерного станка необходимо обеспечивать качественные технические показатели работы оборудования, возможность технической переналадки.
В проекте предусматривается применение электропривода постоянного тока, который по своим показателям обеспечивает необходимые требования:
- широкий диапазон регулирования скорости движения;
- плавность и точность регулирования скорости требуемом диапазоне;
- получение качественных характеристик регулируемых координат;
- высокое быстродействие, устойчивость, стабильность при регулировании, получение жестких механических характеристик;
- система управления электроприводом должна выполняться на типовой унифицированной элементной базе, содержащей современной аналоговой и дискретной элементы и устройства управления;
- снижение потерь электроэнергии в установившемся режиме и переходных ремонтных режимах работы привода;
- повышение энергетических показателей работы электропривода;
- повышение эксплуатационной готовности электропривода;
- увеличение времени наработки до отказа, сокращение времени обнаружения неисправностей за счет использования средств контроля и диагностики.
Исходя из вышеуказанных технических требований, в проекте предусматривается разработка системы регулируемого электропривода с тиристорным преобразователем, позволяющим обеспечить необходимые качественные показатели.
Вышеизложенные требования предъявляемые в системе управления в электроприводе найдут своё отражение при проектировании.
Глава 2. Шлифовальный станок марки 3Л722В
-
Описания станка
Сведения о производителе плоскошлифовального станка 3Л722В.
Производитель плоскошлифовального станка 3Л722 - Липецкий станкостроительный завод, ЛСЗ, основанный в 1929 году.
В 1956 года ремонтно-тракторный завод был переориентирован на выпуск станков и переименован в Липецкий станкостроительный завод.