ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.01.2024
Просмотров: 67
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Введение
Для выполнения письменной экзаменационной работы была выбрана тема “Технология изготовления банной печи”. В ней описаны последовательные процессы изготовления этажерки. Сама работа состоит из 3-х взаимосвязанных частей:
1.Пояснительная записка, где дано подробное описание всей технологии изготовления банной печи
2.Операционная технологическая карта, в которой в которой показан чертеж банной печи.
3.Иготолена банная печь в натуральной величине, т.е. М1:1
В пояснительной записке дается полная информация последовательного изготовления банной печи. Здесь большое внимание уделено технологии изготовления отдельных деталей с помощью оборудования, которое проиллюстрировано на страницах письменной работы, а также соблюдению техники безопасности на всех этапах изготовления банной печи.
В работе были использованы рекомендованная литература, информация из интернета и конспекты по специальным предметам.
Оформление письменной экзаменационной работы и операционной технологической карты были выполнены по рекомендации методической разработка ИТАМ «Общие требования к оформлению текстовых и графических работ обучающихся» 2016 г.
1. Назначение и устройство сварной конструкции
Данная печь предназначена для установки в помещение бани в целях создания необходимого температурно-влажностного режима, для обогрева бани, парильного помещения. Банная печь данного типа обладает такими немаловажными качествами, как надежность, практичность и полная готовность к эксплуатации. Печь работает на всех видах твердого топлива: дерево, древесные отходы, картон, торфяные брикеты и т.д.
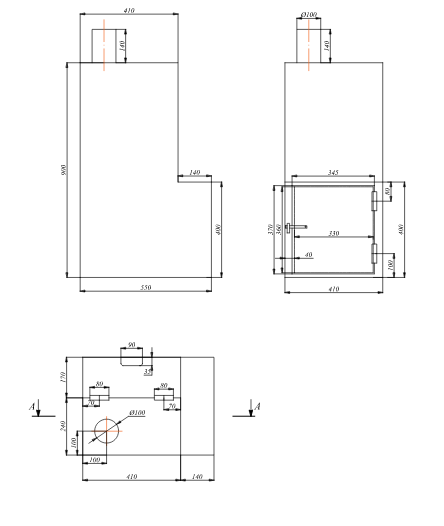
Рис.1 Банная печь
2 Обоснование выбора материалов, оборудования, инструментов
для изготовления сварной конструкции
2.1 Обоснование выбора материалов
Данная конструкция во время эксплуатации будет испытывать большие нагрузки, а именно:
-
вес самой конструкции, -
нагрузки груза (вода, камни), -
сжатие и расширение металла под воздействием высоких температур, -
высокая влажность (возможность коррозии).
Для изготовления используются следующие материалы:
-
труба Ø 103мм с толщиной стенки 3мм. изготовлена из стали Сталь20. -
листовой металл толщиной 5мм. Сталь Ст3пс. -
крепежные детали заводского исполнения. -
стальная арматура диаметром 8мм. Сталь20.
В качестве сварочных материалов использовал сварочные электроды марки УОНИ 13\55. Сварочные электроды «УОНИ-13/55» обеспечивают наилучшую защиту сварочной ванны, что особенно важно при работе на открытом пространстве.
2.2 Выбор оборудования, инструментов и приспособлений для изготовления сварной конструкции
Изготовление банной печи делится на 3 этапа. И на каждом этапе применялись определённое оборудование, инструменты и приспособления:
-
Слесарные работ, при которой изготавливал детали в соответствии с рабочим чертежом; -
Сборка, нанесение сварочных прихваток, сварку конструкции производил с соблюдением технологических требований; -
Контроль качества производились на всём протяжении изготовлении деталей, сборочных и сварочных работ.
При слесарных работах применялись следующие оборудования и инструменты: маркер белый по металлу, металлические угольник и линейка для разметочных работ.
Для резки листового металла применялножницы гильотинные механические НЛ3425 (рис.2): Ножницы листовые кривошипные (гильотинные) НЛ3425 с наклонным ножом для листа 16х3150 мм модели НЛ3425 предназначены для резки листового проката толщиной до 16 мм и пределом прочности σв≤500 МПа. Ножницы НЛ3425 могут найти применение в заготовительных цехах предприятий металлоконструкций, машиностроительных предприятиях, ремонтных и других заводах, при эксплуатации в климатических зонах с умеренным и холодным климатом (исполнение УХЛ), сухим и влажным тропическим (исполнение О);

Рис.2 Гильотинные ножницы
При сборочных работах применял приспособления, исключающие деформацию сварного изделия. Перед сборочными работами кромки заготовок обрабатывал угловой шлифмашиной. Сборку выполнял, используя наиболее доступные и надежные приспособления: прижимы и струбцины, установочно-закрепляющие приспособления
Приспособления с магнитами Магнитные прижимы относят к установочно-крепежным механизмам. Это значит, что они позволяют правильно расположить детали и закрепить их. Осуществляется данная операция с помощью сильных магнитных элементов.
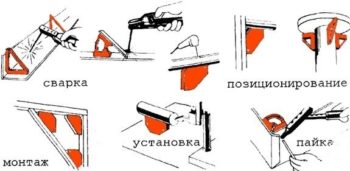
Рис.3 Установочно-закрепляющие приспособления
К основным достоинствам можно отнести:
-
возможность быстрого соединения деталей; -
установка деталей под разными наклонами за счет использования магнитного уголка для сварки; -
значительное уменьшение времени на подготовительные работы; -
небольшие габариты; -
наличие в некоторых моделях активатора магнитного поля; -
возможность быстрой и легкой чистки магнитов.
При сборочно-сварочных работах применял инверторный выпрямитель MINARC EVO 180
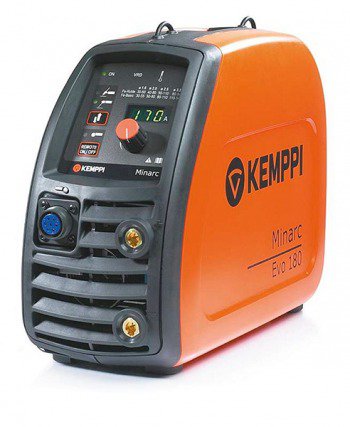
Рис. 4 MINARC EVO 180
Аппарат Minarc Evo 180 выдерживает колебания напряжения питания и пригоден для работы на строительных площадках при использовании электрогенераторов и силовых кабелей большой длины. В источнике питания применяется технология ФЧХ, обеспечивающая оптимальное потребление энергии при однофазном электропитании. Конструкция инвертора на основе биполярных транзисторов с изолированным затвором обеспечивает надежное зажигание дуги и хорошие характеристики сварки при использовании электродов любого типа.
Таблица 1. Характеристики
| Напряжение питания, B | 230±15% |
| Номинальная мощность при максимальном токе при TIG, кВА | 4,0 (ПВ=35%) |
| Номинальная мощность при максимальном токе при MMA, кВА | 5,7 (ПВ=30%) |
| Сила тока/напряжение TIG ПВ=35%, А/В | 180/17,2 |
| Сила тока/напряжение TIG ПВ=100%, А/В | 130/15,2 |
| Сила тока/напряжение MMA ПВ=30%, А/В | 170/26,8 |
| Сила тока/напряжение MMA ПВ=100%, А/В | 115/24,6 |
| Первичный ток при ПВ=100%, А | 15 |
| Диапазон регулирования сварочного тока в режиме TIG,A | 10-180 |
| Диапазон регулирования сварочного тока в режиме MAA, A | 10-170 |
| Напряжение холостого хода, В | 90 |
| Диапазон рабочих температур, °С | -20…+40 |
| Габаритные размеры, мм | 361x139x267 |
| Масса, кг | 5,85 |
3 Описание технологического процесса при изготовлении сварной конструкции
Технологический процесс – это часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда. При разработке техпроцесса необходимо учитывать последовательность всех операций. При изготовления банной печи нужно соблюдать следующую последовательность:
1. Подборка материалов для всего технологического процесса;
Для изготовления банной печи берём обыкновенную сталь.
2. Очистка поверхности металла от грязи, масел, коррозии с помощью угловой шлифмашины;
3. Разметочные работы на металле производим по рабочим чертежам или эскизам; При разметке используем металлическую линейку, угольник, штангенциркуль.
4. Резку металла на заготовки производим гильотинными ножницами, которыми можно разрезать листовой металл толщиной до 32 мм, реже – полосовой прокат.
-
Сборку банной печи выполнял с помощью сборочно-сварочной оснастки. Сборочно-сварочная оснастка должна обеспечить:
- пространственное размещение деталей в свариваемом узле; - удобство доступа к местам прихваток и сварки; - надежное закрепление свариваемого изделия силовыми прижимами; - возможность сварки в нижнем положении (как самый лучший метод);
- быстрый отвод тепла от места интенсивного нагрева; - снижение сварочных деформаций; - надежную защиту базовых и установочных поверхностей, силовых элементов, а также корпуса самой оснастки: от прилипания сварочных брызг;
7. Наложение прихваток;
Закрепление деталей при сборки осуществляется прихватками. При выполнении прихваток необходимо соблюдать следующие требования:
- прихватки собираемых деталей в конструкции необходимо располагать только в местах сварных швов; - катет шва прихватов назначают минимальными в зависимости от толщины соединяемых элементов; - сварочные материалы для прихваток должны обеспечить качество наплавленного металла, соответствующее качеству металла сварных швов.
8. Сварку производим в нижним положении, т.к конструкция является достаточно удобной для сварки в данном положении.
- для получения более качественных швов подбираем режимы сварки: при РДС диаметр электрода подбираем по толщине металла 5 мм, тогда и диаметр электрода будет 3 мм; - для сварки низкоуглеродистой стали подходит использовал инверторный выпрямитель MINARC EVO 180 обеспечивающий стабильный постоянный ток;
- сварочный ток рассчитываем по известной нам формуле:
Iсв = (20+6dэ) dэ (1)
Где K – коэфф., принимаемый в зависимости от диаметра электрода dэ – диаметр электрода. мм
Тогда:
Iсв = (20+6×2)3 = 96 A.
- т.к в качестве основного металла использую низкоуглеродистую сталь, то применил тип электрода Э50А марки УОНИ 13/45; - Рассчитываем длину дуги по формуле:
Lд = (0,5 … 1,1) dэл, мм (2)
Тогда, вставляя в формулу 2, получим
(0,5… 1,1) × 3 =2,4
- рассчитываем напряжение в дуге по формуле:
Uд = a + b × B (3)
а- постоянный коэффициент, выражающий сумму падения напряжения в катодной зоне, B
b- среднее падение напряжения на единицу длины дуги, В/мм.
Рассчитываем в ширину валика шва:
В = (0,8… 1,5) х d, мм (4)
Тогда, вставляя в формулу 4, получим
В = (0,8… 1,5) х 3 = 3,45 мм
Для РДС металлическим электродом коэффициенты можно принять:
a = 10B, b = 3 B/мм,
Найдя необходимые данные, можно вычислить напряжение на дуге по формуле (2):
Uд = 10 + 3 × 3,45 = 20,35 B.
Скорость сварки зависит от конструктивных особенностей изделия, коэффициента наплавки и силы сварочного тока. Скорость сварки выбирается сварщиком самостоятельно.
Сварка выполняется в нижнем положении, как наиболее удобным и обеспечивает лучшее качество сварки.
9. Техника дуговой сварки: - зажигание дуги выполняется черканием или касанием - «ведём» дугу таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва.
10. Контроль осуществляется на всем протяжении технологического процесса сварки, а также после сварочных работ и зачистки от шлака просматриваются все швы. Контроль качества всей конструкции в основном производим внешним осмотром в течении всего процесса сварки.
4 Составление операционной технологической карты изготовления сварной конструкции
Операционная технологическая карта – основной производственный документ, в которой приведены все данные по изготовлению заготовок, их сборке и сварки конструкции.

Рис. 5 Банная печь
Операционная технологическая карта изготовления
Банной печи