ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 25.07.2024
Просмотров: 54
Скачиваний: 0
СОДЕРЖАНИЕ
Электрическая дуговая сварка металлов
Электрическая дуга ‑ источник тепла при сварке
Электроды для ручной электросварки
Принадлежности и инструмент сварщика. Индивидуальные средства защиты
Основные типы сварных соединений и швов
Область применения ручной электродуговой сварки
Используемые материалы и оборудование
Сварочное оборудование
Для питания сварочной дуги применяются специальные источники тока, отвечающие определенны техническим требованиям. Сварочное оборудование должно отвечать требованиям ГОСТ 304-51 «Генераторы постоянного тока и вьпрямители сварочные для дуговой электросварки».
Дуга питается от источника переменного тока или источника постоянного тока.
В настоящее время большое применение в сварочном производстве получили выпрямительные сварочные установки. Они преобразуют переменный ток в постоянный при помощи селеновых, германиевых или кремниевых вьпрямителей. Селеновые выпрямители нашли наиболее широкое применение.
Для получения падающей внешней характеристики и регулирования сварочного тока применяют балластный, или регулировочный реостат.
Сварку на постоянном токе можно производить при прямой или обратной полярности. При прямой полярности электрод соединяется с отрицательным полюсом источника постоянного тока и служит катодом, а при обратной полярности ‑ с положительным полюсом и служит анодом. Схема сварки на постоянном и переменном токе представлена на рис. 3 и 4.
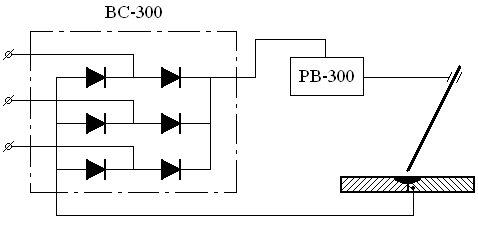
Рис.3. Схема сварки на постоянном токе. ВС-300 – селеновый выпрямитель,
РБ-300 – балластный реостат.
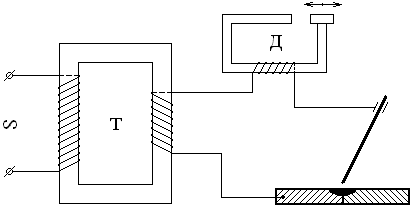
Рис.4. Схема сварки на переменном токе. Т – трансформатор, Д – дроссель.
Принадлежности и инструмент сварщика. Индивидуальные средства защиты
1. Электрододержатель служит для зажима электрода и подвода к нему сварочного тока.
2. Металлические щетки ‑ для зачистки швов и очистки сварочных швов от шлака.
3. Молоток, зубило и др.
Сварочная дуга является источником излучений. Для защиты глаз и лица сварщика от воздействия излучений и брызг металла применяют щитки (шлемы или маски) со светофильтром, задерживающем инфракрасные и ультрафиолетовые лучи и снижающим яркость световых лучей дуги.
Основные типы сварных соединений и швов
В металлических конструкциях встречаются следующие основные типы соединений: стыковые, внахлестку, тавровые, угловые.
Сварочные швы подразделяются по следующим признакам.
По положению относительно действующего усилия: на фланговые, лобовые и косые.
По положению в пространстве ‑ на нижние, горизонтальные, вертикальные и потолочные.
По внешней форме: на выпуклые, нормальные и вогнутые.
По протяженности: на непрерывные или сплошные и прерывистые.
Виды и типы швов, их исполнение, подготовка кромок под сварку, режимы сварки – все эти сведения приведены в приложениях (плакаты по сварке).
Выбор режима сварки
Режимом сварки называется совокупность параметров, определяющих процесс сварки: вид тока, диаметр электрода, напряжение и величина сварочного тока, скорость перемещения электрода вдоль шва и др.
Основными параметрами режима ручной дуговой сварки являются диаметр электрода и величина сварочного тока. Остальные параметры выбирают в зависимости от марки электрода, положения свариваемого шва в пространстве, вида оборудования и др.
Диаметр электрода устанавливают в зависимости от толщины свариваемых кромок, вида сварочного соединения и от размера шва.
Для стыкового шва можно принять:
Таблица 1
|
Толщина свариваемого слоя, мм |
< 2 |
3-5 |
6-8 |
9-12 |
13-15 |
16-20 |
> 20 |
|
Диаметр электрода, мм |
2 |
3-4 |
4-5 |
5-6 |
6-7 |
7-8 |
9-10 |
При выполнении углевых и тавровых соединений принимают во внимание величину катета шва. При катете шва 3‑5 мм сварку производят электродом 3‑4 мм, а при катете 6‑8 мм применяют электроды диаметром 4‑5 мм.
При многопроходной сварке швов стыковых соединений, как правило, первый проход выполняют электродом диаметром не более 4 мм, что обеспечивает хороший провар корня шва в глубине разделки.
По принятому диаметру электрода подбирают сварочный ток. Обычно для каждой марки электродов величина тока указана на заводской этикетке, приклеенной к упаковке пачки электродов.
Величину сварочного тока можно также найти по следующим формулам:
I = (40÷50) dэ (1)
I = (20÷16) dэ (2)
Формулой (1) пользуются при электродах 4‑6 мм. При электродах диаметром не менее 4 мм и более 6 мм пользуются формулой (2). При этом вносят поправки, учитывающие толщину металла, положение свариваемого шва, тип покрытия. При толщине кромок от 1,3 dэ до 1,6 dэ расчетную величину сварочного тока уменьшают на 10‑15%. Сварку вертикальных и потолочных швов выполняют сварочным током, на 10‑15% меньшим расчетного. Для электродов с тонким стабилизирующим покрытием токи нужны меньшей силы, чем для электродов с толстым покрытием.
Область применения ручной электродуговой сварки
Ручную дуговую сварку применяют для соединения металлов толщиной от 1 мм и выше в любых пространственных положениях, любой протяженности и при любой конфигурации швов. Ручной дуговой сваркой сваривают стали, серые чугуны, алюминиевые и медные сплавы и некоторые титановые сплавы с применением специальных покрытий.
Используемые материалы и оборудование
Выпрямитель селеновый ВС-300.
Балластный реостат РБ-300.
Электрододержатель.
Сварочные электроды.
Защитный щиток, спецодежда.
Свариваемый металл.
Задание к выполнению работы
Для выполнения работы необходимо:
1. Ознакомиться с физической сущностью процессов электрической дуговой сварки металлов и применяемыми материалами и оборудованием.
2. Подобрать электрод необходимого диаметра для осуществления сварки по своему варианту (см. таблицу 2.
3. Рассчитать силу сварочного тока, необходимого для сварки листовой стали заданной толщины по формулам (1) и (2).
4. Составить отчет.
Таблица 2
|
Вариант |
Тип сварного соединения |
Толщина листовой стали, мм |
Вариант |
Тип сварного соединения |
Катет шва, мм |
|
1 |
стыковое |
5 |
2 |
угловое |
7 |
|
3 |
стыковое |
11 |
4 |
тавровое |
5 |
|
5 |
стыковое |
16 |
6 |
угловое |
8 |
|
7 |
стыковое |
4 |
8 |
тавровое |
6,5 |
|
9 |
стыковое |
12 |
10 |
угловое |
6 |
|
11 |
стыковое |
1 |
12 |
тавровое |
7 |
|
13 |
стыковое |
9 |
14 |
угловое |
5 |
|
15 |
стыковое |
10 |
16 |
тавровое |
4 |
|
17 |
стыковое |
2 |
18 |
угловое |
3 |
|
19 |
стыковое |
6 |
20 |
тавровое |
8 |
|
21 |
стыковое |
15 |
22 |
угловое |
4,5 |
|
23 |
стыковое |
3 |
24 |
тавровое |
7,5 |
|
25 |
стыковое |
13 |
26 |
угловое |
4 |
|
27 |
стыковое |
7 |
28 |
тавровое |
3,5 |
|
29 |
стыковое |
14 |
30 |
угловое |
5,5 |
|
31 |
стыковое |
8 |
32 |
тавровое |
3 |
Содержание отчета по лабораторной работе
Отчет должен содержать:
Наименование работы.
Целъ работы.
Описание исходных материалов.
Схемы сварки по различным способам.
Расчет режима сварки.
Заключение о результатах работы
Контрольные вопросы
Что представляет собой электрическая дуга и каковы условия ее возникновения?
Охарактеризуйте сущность электрической дуговой сварки.
Что такое электрод? Какие электроды применяются при дуговой сварке?
Какие группы веществ входят в состав толстого покрытия электрода и с какой целью?
Какие источники тока могут применяться при ручной дуговой сварке?
Из каких соображений выбирается электрод для ручной дуговой сварки?
Как определяется режим ручной дуговой сварки?
Назовите виды сварочных швов.