Файл: РОЛЬ И ЗНАЧЕНИЕ СПУСКА ПОЛОС В ПЕЧАТНОМ ПРОЦЕССЕ (МОНТАЖ СПУСКА ПОЛОС).pdf
Добавлен: 08.07.2023
Просмотров: 315
Скачиваний: 3
ВВЕДЕНИЕ
Процесс производства печатной продукции разделяется на три стадии: допечатная подготовка, печатные процессы и послепечатная обработка.
Допечатная подготовка охватывает этапы работ, начиная от идеи оформления, подготовки текстовой информации, изобразительных оригиналов и графики и заканчивая изготовлением готовых печатных форм, которые используются для печати тиража.
В допечатных процессах произошли значительные изменения, связанные с переходом от традиционных к цифровым технологиям. Тем не менее, фотоформа как носитель информации используется еще многими предприятиями.
Изобретение в 1440 г. Гутенбергом подвижных литер не только произвело революцию, открывшую возможности массового выпуска печатной продукции, но одновременно дало толчок для продолжающегося и сегодня поиска решений более общей задачи - рационального переноса на печатную форму текстовой и изобразительной информации всё более оперативными, менее дорогими способами (см. рис. 1).

Рис. 1 Печатные литеры
Для получения готового издания необходимо выполнить целый ряд операций: подготовить форму, установить ее в машину, сделать приправку и т.д. Для каждого вида печатной продукции разрабатывается технологический процесс ее изготовления.
Технологическим процессом называют совокупность последовательно выполняемых операций. Спуск полос относится к процессу подготовки формы.
До недавнего времени каждый этап технологического процесса, выполнял профессионал узкой специализации: редактор, корректор, художник, наборщик, печатник.
Спуск полос – это процесс размещения полос издания на монтаже и печатной форме, обеспечивающий после фальцовки и резки оттисков требуемое чередование страниц в тетрадях либо при печати изделий малого формата (например, визиток) на бумаге и печатной машине большого формата (А3, А2…) - размещение необходимого количества изделий в требуемой пропорции.
Спуск полос – одна из стадий подготовки полиграфической продукции к печати. Эта операция позволяет разместить полосы многостраничного изделия так, чтобы после фальцовочного процесса обеспечить постраничное чередование. Спуск полос проводится практически всегда, когда требуется запустить процесс производства каталогов, журналов, другой полиграфической продукции, состоящей из немалого количества листов (см. рис 2).
Спуск полос необходимо проводить на профессиональном уровне. Тогда можно ожидать, что получится печатное издание с правильно расположенным текстом на каждой последующей странице.
При печати на офсетных машинах полиграфическая продукция печатается на листах большого формата. И чтобы избежать путаницы в страницах после фальцовки отпечатанных изделий, необходимо осуществить спуск полос. В конечном результате, получается изготовить печатные формы, в которых страницы расположены не подряд, а в соответствии со схемой сшива при 2-хсторонней печати.

Рис. 2 Типичный файл из типографии для просмотра и подтверждения правильности спуска полос при верстке каталога продуктов
ГЛАВА 1. МОНТАЖ СПУСКА ПОЛОС
1.1 Спуски полос на печатной форме
Отдельные отпечатанные листы фальцуют, то есть складывают в тетради. Полосы текста или иллюстраций на отпечатанных листах должны располагаться так, чтобы в получаемых из них тетрадях последовательно чередовались страницы. Поэтому монтаж полос на печатной форме должен вестись в определенном порядке или по соответствующим схемам.
Расстановка полос в форме по схемам называется - спуском. Выбор той или иной схемы спуска зависит от оформления печатной продукции, ее конструкции и типа печатных машин.
Сфальцованные тетради могут иметь несколько сгибов. В зависимости от числа сгибов тетрадь может иметь определенное количество страниц. Односгибная тетрадь имеет четыре страницы, двухсгибная - восемь, трехсгибная - шестнадцать и так далее (см. рис. 3).

Рис. 3 Фальцовка бумаги
Каждая страница в полиграфии называется - доля листа. Доля листа образуется при последовательном делении листа бумаги пополам по его длине. Как правило, количество долей целого листа бумаги всегда кратно двум. Применяют следующие доли листа: 1/2, 1/4, 1/8, 1/16, 1/32, 1/64, 1/128. На одной доле листа помещаются две полосы.
В практике работы применяют несколько видов спусков. Различают книжный и альбомный спуски. При книжном спуске корешок бывает длиннее головки, а при альбомном наоборот, головка длиннее корешка. Разновидностью альбомного спуска является блокнотный спуск. Характерная особенность блокнотного спуска состоит в том, что две рядом стоящие полосы расположены одна над другой.
Все виды спусков могут быть одинарными или двойниковыми. Одинарный спуск состоит из полос с различными по значению колонцифрами. Двойниковый спуск, строится из смежных по головке и хвосту полос с одинаковыми значениями колонцифр.
Спуски полос нумеруются с помощью колонцифры - это порядковые цифровые номера страниц издания. Характер их оформления должен быть таким, чтобы они были хорошо заметны, но и не слишком бросались в глаза при сплошном чтении (в котором они не участвуют). Поэтому для них обычно назначают шрифт того же начертания и размера, что и для основного текста, выделяя их другой гарнитурой, полужирным. Колонцифры располагают в нижнем или в верхнем поле (реже в боковом наружном поле), обычно у наружного края полосы набора или по ее середине. По колонцифре, расположенной у наружного края, удобнее отыскивать нужную страницу, так как она видна даже при неполном раскрывании книги. При наличии колонтитула колонцифру целесообразно помещать в одну строку с ним у наружного края. В тех книгах, где к колонцифрам приходится часто обращаться, - в учебной и научной литературе, особенно в справочных изданиях - целесообразно использовать для них шрифт несколько большей графической силы, чем для основного текста. Колонцифры не проставляют на титульном листе, его обороте, странице с предвыпускными и выпускными данными, на вклейках и вкладках. Кроме того, при расположении колонцифр в верхнем поле их обычно не ставят на спусковых полосах, а при расположении в нижнем поле - на концевых. Однако здесь надо исходить из интересов читателя: при слишком большом числе спусковых или концевых полос в книге отсутствие колонцифр на них усложнило бы читателю поиск нужной страницы (см. рис. 4).

Рис. 4 Нумерация спуска полос
Все книжные и альбомные спуски (одинарные и двойниковые) в зависимости от способа образования изделия - книжного блока - делятся на две группы: спуск "лист к листу" и спуск "вкладкой".
При спуске "лист к листу" тетради складываются друг к другу, и при этом образуется блок будущей книги, а при спуске "вкладкой" тетради вкладывают друг в друга.
Все виды спусков различают по числу сгибов в тетради. Таким образом, каждую из известных схем спусков можно построить так, чтобы получить четырехсгибную, трехсгибную, двухсгибную или односгибную тетради. Постоянство размеров полей в сфальцованной тетради достигается с помощью угла бокового равнения.
1.1 Размещение полос
В зависимости от формата продукции, печатной машины и размера бумажного листа на печатной форме может располагаться несколько страниц или сюжетов. Задача монтажа - не только совместить фотоформы, выведенные «внарезку», для последующего изготовления печатных форм, но и сделать спуск полос.
Страницы издания в пределах печатного листа располагаются в определенном порядке, который позволяет впоследствии сфальцевать лист в один или несколько сгибов и получить готовую для шитья тетрадку. Для этого необходимо разместить страницы на листе так, чтобы после фальцовки была возможность обработать полученную тетрадь:
- при комплектовке вкладкой и шитье на ВШРА на скрепку у тетради должен быть шлейф;
- при комплектовке подборкой и шитье на клей в корешке должно быть поле для торшонирования;
- с трех сторон тетради должно быть поле для подрезки;
- при спуске полос на сложно-фальцованные буклеты необходимо учесть, что ширина внутренних страниц должна быть меньше на 1–2 мм (в зависимости от плотности бумаг) ширины наружных;
- при изготовлении спуска для обложки необходимо заложить толщину биговок на корешке и учесть расположение рубчика на передней сторонке и т. д.
То есть, чем сложнее в послепечатной обработке издание, тем точнее должен быть монтаж и спуск полос.
При фальцевании должны всегда помнить, что: страница, с которой начинается печатный лист, должна быть нечетной; страница, которой печатный лист кончается, должна быть четной, и ее порядковый номер должен быть меньше, чем номер первой страницы следующего листа; сумма порядковых номеров двух соседних страниц должна всегда равняться сумме номеров первой и последней страницы.
В большинстве типографий монтаж - сугубо ручная операция. А, следовательно, и точность монтажа весьма приблизительная.[1]
Различают спуск полос со «своим» и с «чужим» оборотом. При спуске полос с «чужим» оборотом изготавливается две разные печатные формы, с одной из них печатают лицо, а с другой оборот печатного листа. При спуске полос со «своим» оборотом лицо и оборот запечатанного листа одинаковые.
Спуск полос зависит от многих факторов - от доли листа, от того, как запечатывается оборотная сторона бумажного листа, со своей формы или с чужой. Кроме того, спуск полос зависит от способа комплектовки блоков: подборкой или вкладкой.
В случае комплектовки вкладкой необходимо учитывать тот факт, что внутренние тетради при этом виде комплектовки вылезают за пределы внешних. В результате после обрезки передние поля этих тетрадей уменьшаются. Чтобы этого не случалось, в процессе верстки полосы внутренних тетрадей необходимо сдвигать к корешковому полю. Таким образом, при комплектовке подборкой корешковые поля внутренних тетрадей следует уменьшать по сравнению с внешними тетрадями.
При изготовлении монтажей необходимо также учитывать способ скрепления издания. Если будет использовано бесшвейное клеевое скрепление, необходимо при изготовлении монтажей увеличить размер корешкового поля. Изготовление монтажей усложняется в том случае, если изготовляется комплект монтажей для четырех красочной печати, так как при этом необходимо обеспечить совмещение четырех однокрасочных изображений (см. рис. 4).

Рис. 4 Способы скрепления изданий
ГЛАВА 2. ПОЛОСА В ПОЛИГРАФИИ
2.1 Допечатные процессы
Допечатные процессы (prepress) - это все этапы полиграфической технологии, выполняемые перед печатью, т. е. до передачи информации на бумагу или на другую подложку. Процесс допечатной подготовки включает следующие стадии: ввод и обработку текстовой и изобразительной информации (растровой и векторной графики), компоновку текстовой и изобразительной информации на полосе (верстку) и расстановку полос на будущей печатной форме (спуск полос); изготовление печатных форм (формные процессы) (см. рис.5).
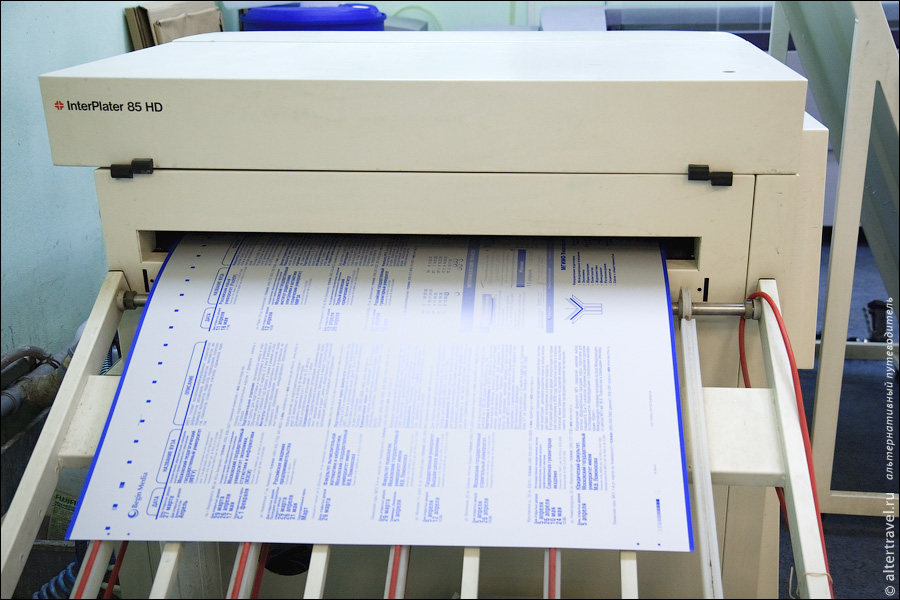
Рис. 5 Готовая печатная форма, тонкий алюминиевый лист, который затем будет накручен на барабан печатной машины
Современные допечатные процессы, в отличие от традиционных, ориентированы на цифровые технологии, что позволяет исключить выполнение ручных операций, сократить время и материалозатраты допечатных процессов, а также повысить их качество. Все стадии цифровых допечатных процессов предполагают использование настольно-издательских систем (НИС) и современного программного обеспечения, что позволяет специалисту допечатной подготовки выполнять операции на одном компьютеризированном рабочем месте.
Процесс цифровой допечатной подготовки начинается с получения макета оформления и исходных данных (текстовой и изобразительной информации) от заказчика. Исходные данные могут быть предоставлены на материальном носителе (бумага и др. материалы) или на электронном носителе. Если заказчиком является издательство, то чаще всего исходные данные представляют собой уже сверстанные полосы, которые поступают на сервер типографии в формате PDF.[2]