Файл: 1. Понятие производственного процесса 3 Типы производственного процесса 7.docx
Добавлен: 07.11.2023
Просмотров: 75
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Содержание
Введение 2
1. Понятие производственного процесса 3
2. Типы производственного процесса 7
Заключение 11
Список использованной литературы 13
Введение
Организация производства включает подготовку производства новой и модернизацию выпускаемой продукции, совершенствование процессов изготовления, текущее регулирование и контроль работы производственных звеньев. Она охватывает все стадии изготовления продукции и носит системный характер, подчиняя все частные задачи главной максимальному удовлетворению потребностей общества.
Основные требования, предъявляемые к организации производства: достижение непрерывности процессов, пропорциональности всех звеньев и ритмичности выпуска продукции.
Непрерывность включает использование средств труда с минимальными потерями времени, безостановочное продвижение предметов труда через все стадии производства.
Пропорциональность это взаимное соответствие пропускной способности смежных участков, позволяющее полностью использовать их производственной мощности.
Ритмичность означает равномерный выпуск продукции, и выполнение одинакового объёма работ в равные периоды времени.
Организация производства охватывает основное, вспомогательное и обслуживающее производство и процессы управления как гармонически увязанные звенья единого процесса изготовления продукции.
Актуальность работы заключается в том, что за счет рациональной организации производства и труда можно увеличить объем выпускаемой продукции без дополнительных капитальных вложений.
Целью выполнения работы является изучение производственного процесса предприятия.
В связи с поставленной целью необходимо решить ряд задач:
-
изучить сущность понятия производственного процесса; -
изучить типы производственного процесса.
1. Понятие производственного процесса
Производственный процесс – это совокупность связанных между собой приёмов и методов рационального сочетания живого труда и средств производства, с целью создания материальных благ.
В качестве основных элементов производственного процесса можно выделить труд, средства труда и предметы труда.
Производственный процесс состоит из следующих процессов:
-
основные — это технологические процессы, в ходе которых происходят изменения геометрических форм, размеров и физико-химических свойств продукции; -
вспомогательные — это процессы, которые обеспечивают бесперебойное протекание основных процессов (изготовление и ремонт инструментов и оснастки; ремонт оборудования; обеспечение всеми видами энергий (электроэнергией, теплом, паром, водой, сжатым воздухом и т.д.)); -
обслуживающие — это процессы, связанные с обслуживанием как основных, так и вспомогательных процессов и не создающие продукцию (хранение, транспортировка, тех. контроль и т.д.).
В условиях автоматизированного, автоматического и гибкого интегрированного производств вспомогательные и обслуживающие процессы в той или иной степени объединяются с основными и становятся неотъемлемой частью процессов производства продукции, что будет рассмотрено более подробно позже.
Структура производственных процессов показана на рис. 1.
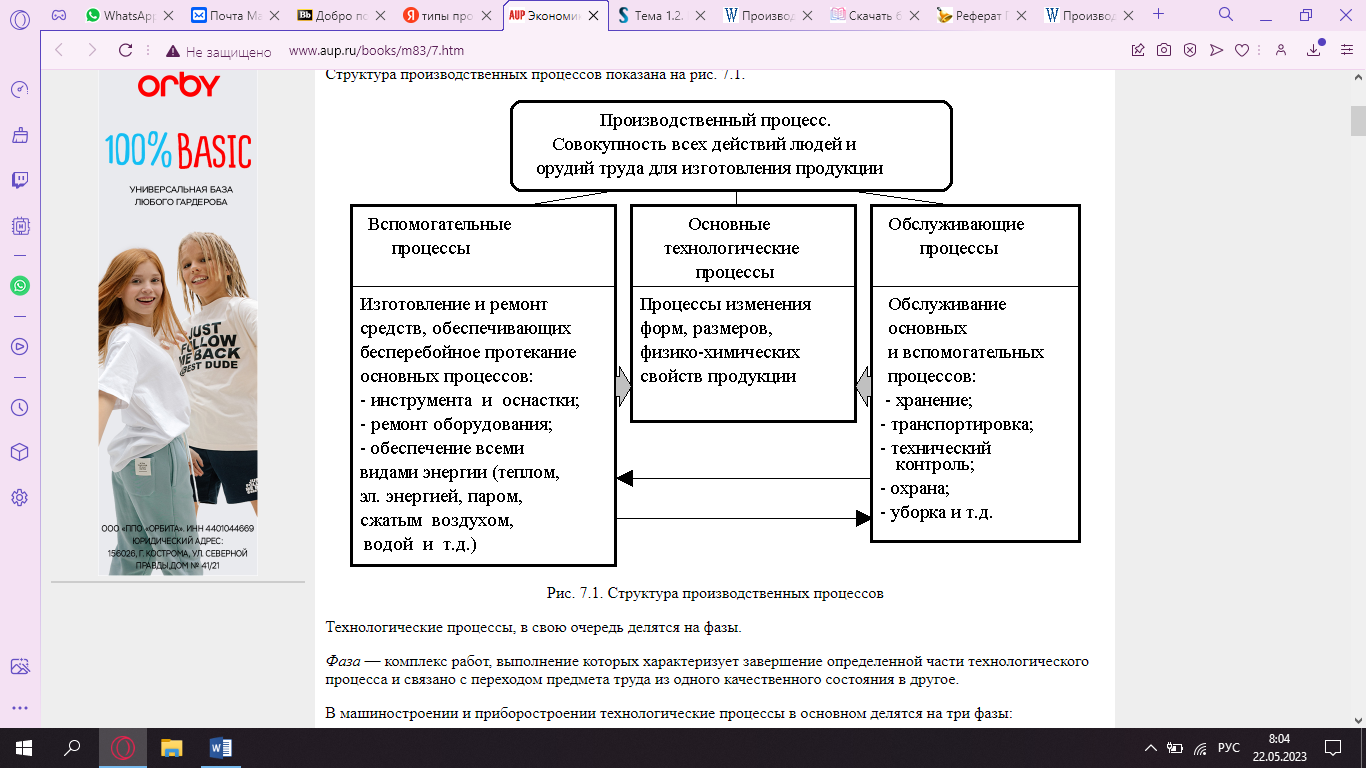
Рис. 1. Структура производственных процессов
Технологические процессы, в свою очередь делятся на фазы.
Фаза — комплекс работ, выполнение которых характеризует завершение определенной части технологического процесса и связано с переходом предмета труда из одного качественного состояния в другое.
В машиностроении и приборостроении технологические процессы в основном делятся на три фазы:
-
заготовительная; -
обрабатывающая; -
сборочная.
Фазная структура технологических процессов представлена на рис. 2.
Технологический процесс состоит из последовательно выполняемых над данным предметом труда технологических действий — операций.
Операция – это элемент производственного процесса, который связан с обработкой предмета труда на одном рабочем месте и полностью исключает перенастройку оборудования одним рабочим или бригадой посредством одних и тех же орудий труда.
Операции, которые не ведут к изменению геометрических форм, размеров, физико-химических свойств предметов труда, относятся не к технологическим операциям (транспортные, погрузочно-разгрузочные, контрольные, испытательные, комплектовочные и др.).
Операции различаются также в зависимости от применяемых средств труда:
-
ручные, выполняемые без применения машин, механизмов и механизированного инструмента; -
машинно-ручные — выполняются с помощью машин или ручного инструмента при непрерывном участии рабочего; -
машинные — выполняемые на станках, установках, агрегатах при ограниченном участии рабочего (например, установка, закрепление, пуск и остановка станка, раскрепление и снятие детали). Остальное выполняет станок; -
автоматизированные — выполняются на автоматическом оборудовании или автоматических линиях.
Для оптимальной организации производственного процесса необходимо соблюдения условий, которые подразумевают его рациональное распределение по рабочим местам и во времени. Наиболее значимым понятием в этой связи выступает производственный цикл, который характеризует календарный период времени, на протяжении которого предмет труда проходит все операции для превращения в готовый продукт. Измерение производственного цикла осуществляется в минутах, часах, днях. Структура производственного цикла состоит из состава и соотношения по времени отдельных элементов между собой. Одновременно с этим стоит отметить, что разная продукция может иметь различную структуру производственного цикла.
В ходе непрерывного производственного процесса в составе производственного цикла не учитываются перерывы. Во множестве отраслей с прерывным характером производства не учитываются естественные процессы.
Ключевыми направлениями сокращения длительности производственного цикла считаются: повышение уровня комплексной механизации и автоматизации производственных процессов; уменьшение временных периодов для вспомогательных операций; адекватное использование перерывов во время рабочей смены; рациональная схема обеспечения рабочих мест материалами, инструментами и их адекватная технологическая оснастка.
2. Типы производственного процесса
Тип производства является характерной чертой организационно-технической и экономической стороны производства с позиции уровня его специализации, состава номенклатуры продукции, а также масштабов и повторяемости изделий в производстве. Суть типа производства заключается в том
, чтобы определить производственную структуру предприятия в целом и его цехов в отдельности.
Кроме того, тип производства определяет характер загрузки рабочих мест и движения предметов труда в производственном процессе. Для каждого типа производства характерны специфические особенности организации производства, труда, состава оборудования, которые применяются в технологическом процессе.
Выделяют несколько типов производства: массовое, серийное, единичное. В данном контексте необходимо отметить, что серийное производство может быть мелкосерийным, средним серийным и крупносерийным. Тип производства чаще всего характеризуется коэффициентом специализации рабочих мест, я также коэффициентом серийности, который напрямую зависит от количества деталей операции, выполненных в среднем на одном рабочем месте.

Где р – число рабочих мест; R – среднее количество операций, которые выполняются при изготовлении каждой детали; П – количество наименований деталей, которые обрабатываются данной группой рабочих мест.
Коэффициент серийности массового производства – 1-3, крупносерийного – 4-40, среднесерийного – 11-20, мелкосерийного – более 20.
Единичное производство
Для единичного типа производства свойственна изменчивость номенклатуры и небольшой объём выпуска продукции. Одновременно с этим, достаточно большой удельный вес оригинальных не унифицированных деталей. Особенности единичного типа производства следующие:
-
Превалирование технологической специализации цехов, участков, рабочих мест и отсутствие перманентно закреплённого за ними конкретных частей изделия. -
Применение унифицированного оборудования и оснащения, а также размещение его по однотипным группам. -
Большой удельный вес операций, связанных с применением ручного труда, а также достаточно продолжительный производственный цикл. -
Наличие у рабочих универсальной квалификации.
К недостаткам единичного типа производства можно отнести ограничение возможностей применения стандартизированных конструкторско-технологических решений.
В качестве примера продукции единичного типа производства можно привести уникальные останки, турбины, прокатные станки, атомные реакторы, в том числе строительство крупных объектов за исключением стандартного домостроения.
Серийное производство
Для серийного производства характерно поступление к рабочему месту предметов труда одинаковыми партиями, не по несколько штук, как это происходит в единичном производстве.
К особенностям серийного производства можно отнести следующие факторы:
-
Относительно большой перечень номенклатуры изделий, но при этом в значительной степени меньше, чем при единичном типе производства. -
Применение специального и универсального оборудования, в том числе станков и автоматов, которые переналаживаются в зависимости от масштаба серийности. -
Изготовление большей части продукции повторяется на протяжении года или нескольких лет, что позволяет организовать производственный процесс на технологически специализированных участках.
Массовое производство
Для массового производства характерна узкая специализация рабочих мест, которые сконцентрированы на выполнении одной или двух конкретных постоянно повторяющихся операций.
Выделяют следующие особенности массового производства:
-
Изготовление больших объёмов одной и той же продукции на протяжении достаточно длительного временного отрезка. -
Ограниченная номенклатура выпускаемой продукции, не более двух наименований. -
Детальная разработка технологических процессов. -
Использование высокопроизводительного оборудования и специальной автоматики. -
Большой удельный вес рабочих, имеющих высокую квалификацию.
К достоинствам массового производства можно отнести:
-
Большие масштабы и постоянство номенклатуры, которые позволяют в совокупности применяя достаточно дорогостоящее производственное оборудование. -
Создание благоприятных условий для углубления специализации, а также увеличения производительности труда и одновременно с этим снижения издержек производства. -
Высокий уровень загрузки оборудования, которое работает в соответствии с установленным ритмом, что позволяет сократить производственный цикл и перерывы в процессе производства.
При наличии очевидных достоинств массового и крупносерийного производства им свойственны и некоторые недостатки, такие как, ориентир на массового потребителя без учёта индивидуальных запросов, а также жёсткий характер технологии, который объясняет сложности в перенастройке производства по причине наличия большого числа специального оборудования и оснащения производства.