Файл: Контрольная работа. Разработать технологию термической обработки сортового проката из легированных инструментальных сталей 7ХГНМ.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 17.06.2019
Просмотров: 453
Скачиваний: 1
Министерство образования и науки Российской Федерации
Федеральное государственное бюджетное образовательное учреждение
высшего профессионального образования
«Волгоградский государственный технический университет»
Кафедра «Технология материалов»
Секция «Обработка металлов давлением»
Контрольная работа
по дисциплине: «Термическая обработка металлов и сплавов»
Вариант № 4
Содержание
Химический состав, механические свойства и применение 4
Требования к качеству сортового проката 5
Назначение термической обработки проката 8
Показатели качества после термообработки 9
Задание
Разработать технологию термической обработки сортового проката
из легированных инструментальных сталей 7ХГНМ.
1. Привести химический состав сталей.
2. Указать, какие показатели качества сортового
проката регламентируются в соответствии с требованиями ГОСТ 5950-73.
3. Описать назначение термической обработки проката.
4. Дать обоснование выбору температуры нагрева.
5. Описать фазовые и структурные превращения при термической обработке.
6. Какие показатели качества контролируются после термообработки.
7. Выбрать оборудование для термической обработки.
8. Привести список используемой литературы.
Химический состав, механические свойства и применение
Высокопрочные стали с повышенной ударной вязкостью, к коим относится сталь 7ХГНМ, имеют высокую прочность и пониженную теплостойкость и предназначены для изготовления инструмента, работающего при ударном (динамическом) нагружении. Упрочнение стали этой марки осуществляется закалкой и низким отпуском. Важным для этой стали является минимальное изменение объема при закалке, что достигается в низкоотпущенных сталях сохранением значительных количеств остаточного аустенита (18 – 20%).
Таблица 1 – Состав и механические свойства высокопрочной стали 7ХГНМ [6, 386 c.]
-
Содержание основных элементов
Режим термической обработки
HRC,
после отпуска
σи, МПа
KCU,
МДж/м2
C
Cr
W
Mo
V
Другие элементы
tзак,OC
tотп,OC
0,67 – 0,74
1,2 – 1,5
-
0,50 – 0,80
0,10 – 0,20
0,80 – 1,20 Ni
850 - 870
140 – 160
240 - 250
60 – 61
57 - 60
3500
3700
1,60
2,00
Данную сталь применяют для инструмента прецизионной вырубки, пробивки и т.п.
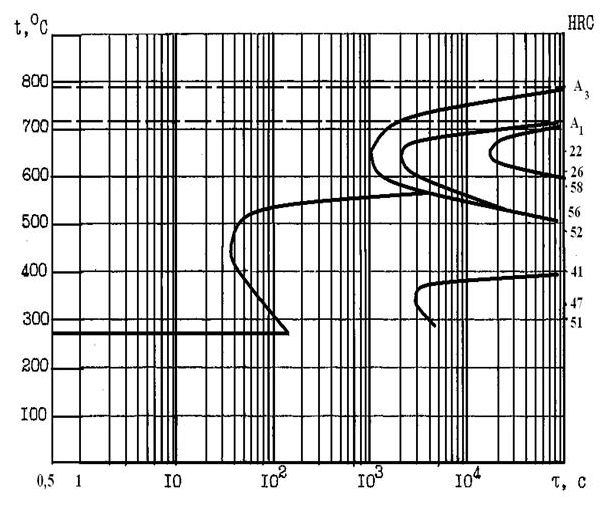
Рисунок 1 – Диаграмма изотермического распада аустенита
Требования к качеству сортового проката
Прутки и полосы изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
Концы прутков и полос металлопродукции должны быть ровно обрезаны или обрублены без заусенцев и стружки. Длина смятых концов не должна превышать:
1.5 диаметра или толщины — для металлопродукции диаметром или толщиной до 10 мм;
40 мм — для металлопродукции диаметром или толщиной свыше 10 до 60 мм;
60 мм — для металлопродукции диаметром или толщиной свыше 60 мм.
Обезуглероженный слой горячекатаной и кованой стали (феррит + переходная зона) не должен превышать на сторону (считая от фактического размера) для стали размером:
от 4 до 8 мм — 0,35 мм;
св. ”8” 15 мм — 0,4 мм;
св. 15 до 30 мм — 0,5 мм;
”30” 50 мм — 0.7 мм;
”50” 70 мм — 1,0 мм;
”70” 100 мм — 1,3 мм.
Обезуглероженный слой калиброванных прутков квалитетов h11 и h12 (ГОСТ 7417-75, ГОСТ 8559- 75 и ГОСТ 8560-78) не должен превышать на сторону:
1.5 % действительного диаметра или толщины — для прутков из стали, содержащей до 0,5 % кремния или до 1,0 % молибдена
2,0 % действительного диаметра или толщины — для прутков из стали, содержащей свыше 0,5 % кремния или свыше 1,0 % молибдена.
На стали со специальной отделкой поверхности обезуглероженный слой не допускается.
На поверхности металлопродукции подгруппы а, а также металлопродукции, предназначенной для холодной протяжки, не должно быть трещин, закатов, плен, раскатанных или раскованных пузырей и загрязнений.
Дефекты должны быть удалены пологой вырубкой или зачисткой.
Глубина зачистки не должна превышать:
для прутков диаметром или толщиной менее 80 мм — половины допуска на размер (полусуммы отклонений), считая от действительного;
для прутков диаметром или толщиной от 80 до 140 мм — допуска (суммы отклонений) на данный размер, считая от действительного;
для Прутков (заготовок) размером сечения более 140 мм — 5 % номинального размера (диаметра или толщины), считая от действительного размера;
для полос — допуска на размер.
В одном сечении допускается не более двух зачисток.
Допускаются без зачистки отдельные мелкие царапины, отпечатки, рябизна и другие дефекты механического происхождения на глубину, не превышающую половины допуска на размер.
На поверхности металлопродукции подгруппы б допускаются местные дефекты, глубина которых не должна превышать половины допуска на размер — для металлопродукции, диаметр или толщина которой менее 80 мм; допуска на размер — для металлопродукции, диаметр или толщина которой 80 мм и более.
Поверхность калиброванной стали должна соответствовать требованиям группы В ГОСТ 1051-73, калиброванной шлифованной — группы Б ГОСТ 1051-73, стали со специальной отделкой поверхности групп В, Г, Д ГОСТ 14955-77. Величина зерна аустенита в закаленном состоянии в прутках диаметром или толщиной свыше 80 мм и до 140 мм подгруппы б должна быть не более 8 по ГОСТ 5639-82 (3 по шкале изломов. Среднезернистый излом с матовыми нечетко различимыми зернами).